Устройство непрерывного действия для производства сухой штукатурки выполнено в виде бездонной металлической формы, устанавливаемой вертикально или наклонно, имеющей в сечении щелевое отверстие, равное сечению формуемых листов. Формование листов осуществляется путем непрерывной подачи в щель формы рулонного картона и гипсового раствора.
Особенностью устройства является то, что ленты картона расположены у стенок воронки и образуют бункер для подаваемого раствора. По обеим сторонам ленты установлены два наждачных или металлических диска.
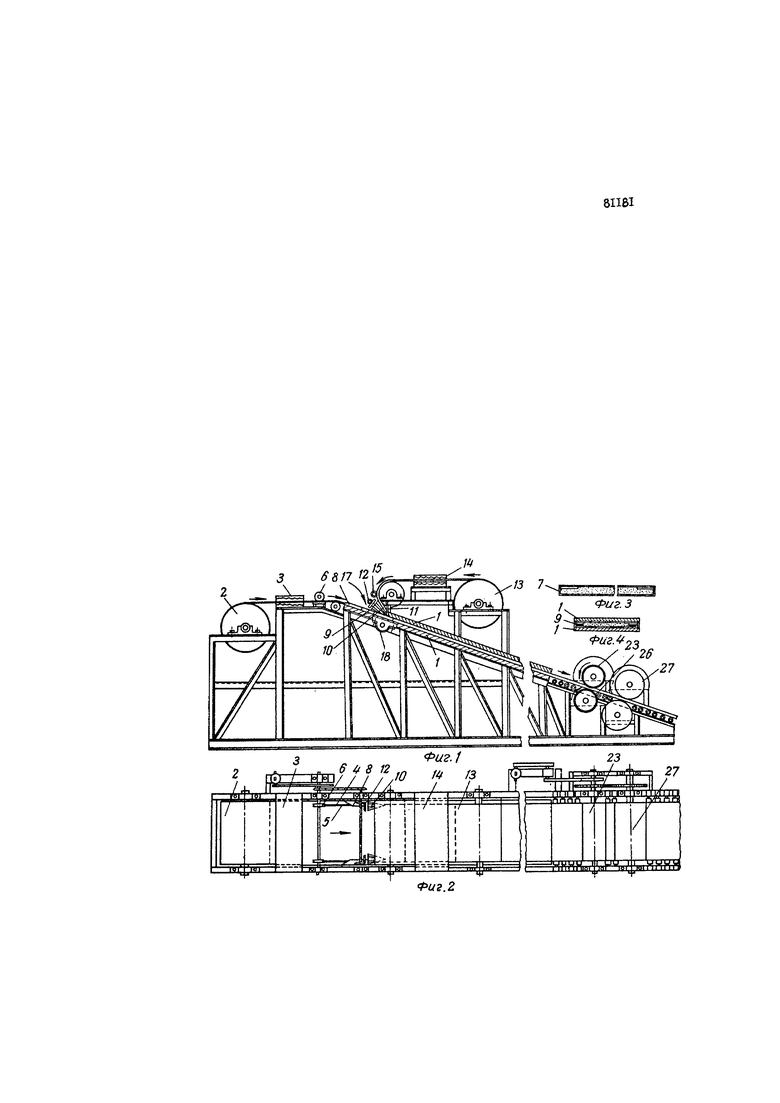
На фиг. 1 изображено устройство для производства сухой штукатурки, с наклонной бездонной формой, продольный разрез; на фиг. 2 - устройство в плане; на фиг. 3 и 4 - формы из картона для формования листов сухой штукатурки, поперечные разрезы; на фиг. 5 - вид устройства для производства сухой штукатурки, с вертикальной бездонной формой, вертикальный разрез; на фиг. 6 - вид на устройство по стрелке А на фиг. 5.
Формование листов сухой гипсовой штукатурки осуществляется в неподвижной бездонной форме, 1, состоящей из четырех неподвижных стенок, внутри которых имеется щель шириной 8-12 мм и длиной 1200 мм.
Бездонная форма устанавливается вертикально или наклонно, высота ее определяется производительностью установки, связанной со скоростью схватывания гипсового раствора.
Картон из рулона 2 разматываясь, проходит через сушильные плиты 3, затем на картоне для изгиба его кромок, делаются по две бороздки 4 и 5 с каждой стороны при помощи наждачных или металлических вращающихся дисков 6. Загибание кромок по форме 7 осуществляется неподвижно закрепленными шаблонами 8, вместе с подкладными планками 9, служащими для придания загибам кромок картона прямоугольной формы. К подкладным планкам 9 прикреплены трехугольные боковые пластины 10, являющиеся боковыми стенками воронки 11, которые в свою очередь прикрепляются к стенке бездонной вертикальной формы 1.
Для устранения зарастания гипсовым раствором боковых стенок воронки 11, вместо пластинок могут применяться конусы 10, вращающиеся при помощи конической пары передач 12.
Второй лист картона из рулона 13 разматывается, просушивается между горячими плитами 14. Затем кромки картона смазываются жидким стеклом или казеином при помощи дисков 15. После этого картон поступает в воронку 11. Ширина второго листа картона меньше ширины первого на величину кромок картона. Картон при проходе между наклонной стенкой воронки 11 и боковыми ее стенками опускается в щель 16 бездонной вертикальной формы 1, где приклеивается к отогнутым кромкам второго листа картона. Для лучшего прилипания картона, место склейки обоих листов картона уплотняется специальной подкладкой планкой 9. Гипсовый раствор из мешалки 17 поступает непосредственно в воронку 11 или же первоначально на распределительный резиновый транспортер 18, который при помощи резиновых перегородок 19 равномерно распределяет гипсовый раствор по всей ширине воронки 11. Резиновая лента распределительного транспортера 18, по освобождении от раствора, очищается щеткой 20 в водяной ванне 21.
По мере продвижения вниз по щели формовочной коробки 22 листов картона с гипсовым раствором, последний затвердевает, превращаясь в жесткие листы гипсовой сухой штукатурки, которые внизу вытягиваются вальцами 23 с резиновыми бандажами.
Для облегчения скольжения листовой гипсовой сухой штукатурки формовочная коробка 1 внутри выложена гладкими листами из целлулойда, пластмассы, стекла, текстолита, латуни, аллюминия и т.п. материалов, а для снижения трения картона о стенки формы, последние во всю ширину стенок имеют щели 24 с воронками 25, в которые подается водяная или эмульсионная смазка.
По выходе из вальцев 23 гипсового листа 26, от него, при помощи подвижных штамп-ножниц 27, отрезаются листы гипсовой сухой штукатурки установленной длины, которые далее поступают на вагонетку, укладываясь на нее с прокладками. При беспрерывной подаче картона гипсового раствора и движении вальцев 23, осуществляется непрерывное производство листовой гипсовой сухой штукатурки.
Сушку гипсовых листов сухой штукатурки целесообразно осуществлять в вертикальном положении гипсовых листов между сушильными плитами, обогреваемыми паром, с промежутками немного шире толщины просушиваемых плит, а высотой, равной высоте плит. Заполнение гипсовыми листами пространства между вертикальными плитами производится путем подвода вагонетки с отформованными листами гипсовой штукатурки и размещением их между сушильными плитами.

1. Устройство непрерывного действия для производства сухой штукатурки, выполненное в виде бездонной щелевой металлической формы, установленной вертикально или наклонно, куда непрерывно через воронку подают раствор и ленты картона, сматываемые с двух рулонов и которая снабжена вальцами для вытягивания из формы лент картона с заключенными в них отвердевшим раствором, отличающееся тем, что ленты картона расположены у стенок воронки и образуют бункер для подаваемого раствора, который при входе в форму оказывается заключенным в бумажную армировку формуемого листа.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что для образования двух бороздок на картона первого рулона, установлены по обеим сторонам движущейся картонной ленты два наждачные или металлические диска.
3. Форма выполнения приспособления по п. 1-2, отличающаяся тем, что для загиба хромок картона первого рулона, применены шаблоны, с подкладными плавками, служащими для придания загибам кромок картона прямоугольной формы.
4. Форма выполнения приспособления по п. 1-3, отличающаяся тем, что для смазывания жидким стеклом или казеином кромок картона второго рулона, имеющего размер по ширине меньший первого на величину кромок, применены диски.
5. Форма выполнения устройства по п. 1-4, отличающаяся тем, что торцевые стенки воронки выполнены в виде вращающихся конусов.
6. Форма выполнения устройства по п. 1-5, отличающаяся тем, что для снижения трения картона о стенки формы, в них устроены щели, с воронками, для подачи водяной или эмульсионной смазки.
