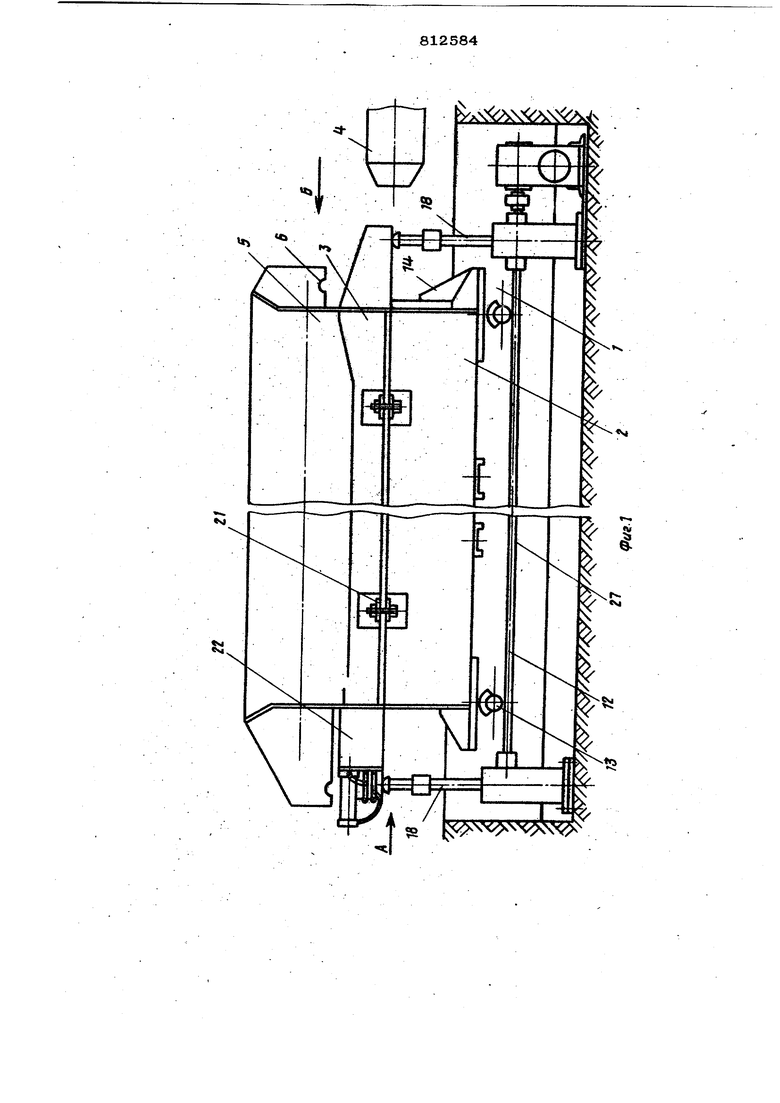
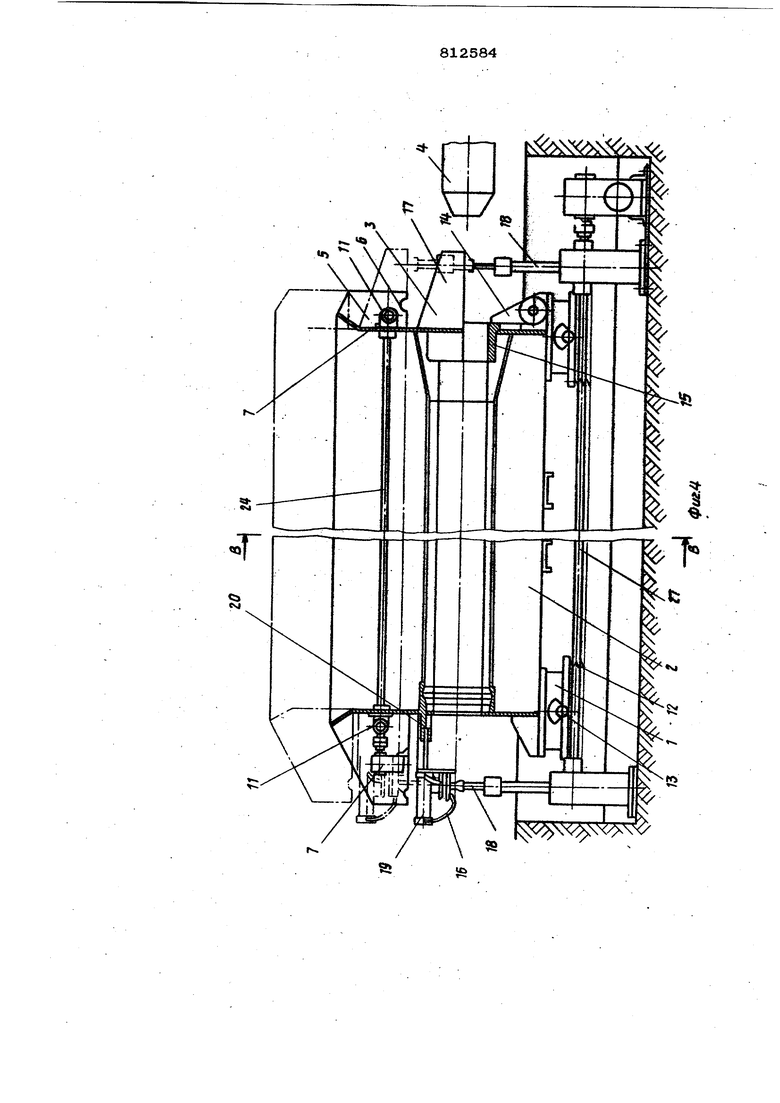
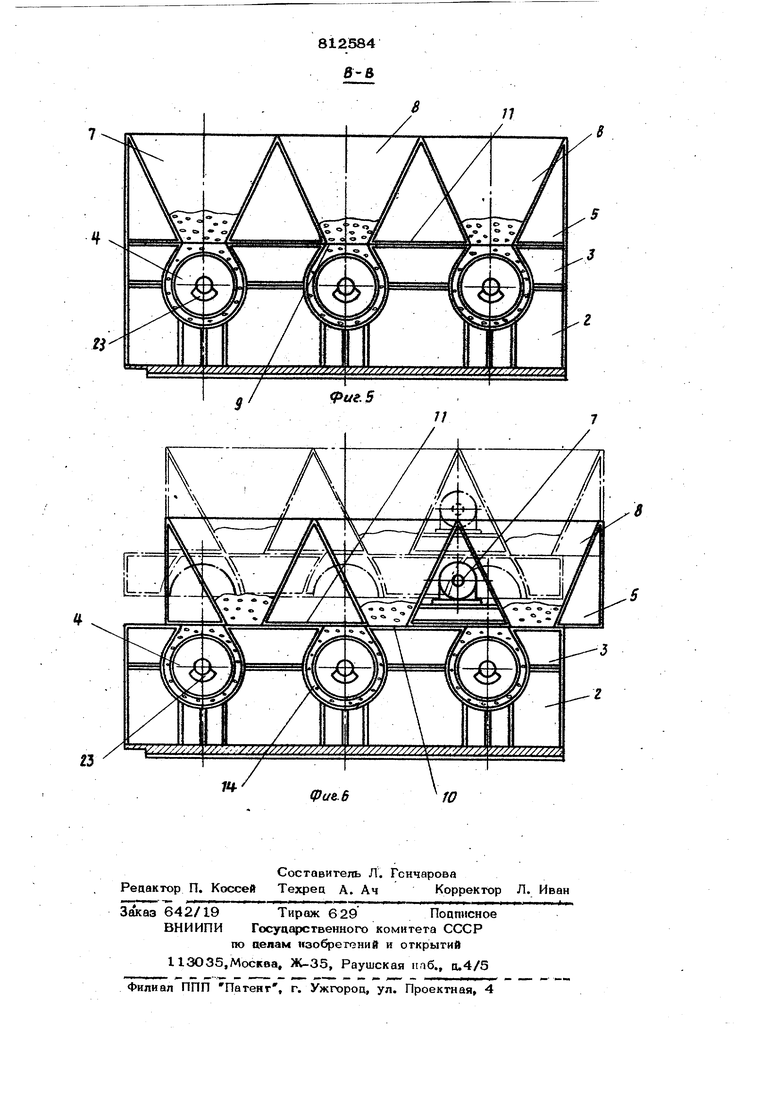
(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МАЛОНАПОРНЫХ . РАСТРУБНЫХ ТРУБ фиг. I, на фиг. 3 - виц Б на фиг. 1J на фиг. 4 - установка, продольный разрез, на фиг. 5 - разрез В-В на фиг. 4 на фиг. 6 - то же, со сцвинутым пригрузом. Установка соаержит установленные на вифоплощаоке 1 нижние 2 и верхние 3 полуформы, сердечники 4 и при груз 5 с захватами 6. Пригру з 5 снабжен механизмом 7 горизонтальных перемещений и составным расходным бункером, число секций 8 которого равно количеству верхних полуформ 2. Верхние полуформы 2 выполнены с загрузочными окнами 9, причем их Kori(фигурация соответствует конфИГурацин ра даточного окна 10 каждой секции бункера. Механизм 7 горизонтальных поперечных перемещений выполнен в .виде установленных по торцам и кинематически связанных приводаьцс винтовых пар 11. Виброплощацка I установлена с помощью пружин 12 и имеет виброорганы 13. На нижней полуформе 2, установлены прижимы 14 для раструбообразователей 15.Верхняя полуформа 3 имеет кронштейны 16 и 17, связанные с силовыми цилиндрами 18. На кронштейне 16 смонтированы силовые цилинщ)ы 19, связанные с втулочными формообразователями 20. Нижняя 2 и верхняя 3 полуформы соединены между собой при помощи болтовых соединений 21. Верхняя полуформа 3 имеет вьгступы 22 для удержания ргаструбообразователей 15. Сердечники 4 снабжены вйбровозбудителями 23. Винтовые пары 11 механизма 7 горизонтальньЕХ поперечных перемещений связаны продольным валом 24 с электродвигателем 25. Силовые цилинщэы 18 приводятся в действие от электродвигателя 26 и процольных валов 27 с реечными передачами. Установка для формования малонапорных раструбных труб работает следующим . Подготавливают полуформы 2 и 3 и се дечники 4. В полость нижних полуформ 2 устанавливают сердечники 4 с раструбе- о азователями 15, а затем опускают на нее верхнюю полуформу 3 с пр.игрузом 5 с помощью силовых цилиндров 18. Включают силовые цилиндры 19 втуж)чвых фррмообразователей 20, фяксируют прнжи мами 14 раструбообразоватепь 15 и закрепляют полуформы 2 и 3 боптовыми сое динениями 21. После этого загружают в расходный бункер бетонную смесь и вклю чают виброорганы 13 виброплощадки I и вибровозбудители 23 сердечников 4. Бетонная смесь через раздаточные окна 10 поступает в полости между полуформами и 3 и сердечниками 4 через загрузочые окна 9 верхней полуформы 3. После полной загрузки полостей вклюают электродвигатель 25 механизма 7 оризонтальных поперечных перемещений ригруза 5. При этом за счет продольноо вала 24 и винтовых пар 11 происхоит равномерный сдвиг пригруза 5 в поеречном направлении по верхней полуфоре 3. В этом случае раздаточные окна Ю смещаются относительно загрузочных кон 9 и межъемкостных плоскостей 28,i отделяют оставшуюся в бункере бетоннуф смесь и перекрывают загрузочные окна 9 верхней полуформы 3. После этого осуществляют цикл виброформования и последуклцую термообработку труб в формах по известной технологии. После термообработки производят распалубку изготовленных труб, для чего снимают болтовые соединения 21 и включают электродвигатель 26 привоаа силовых цилиндров 18, посредством которых поднимают верхнюю полуформу 3 и полностью распалублившот трубы. Затем цикл работы повторяется. В данной установке, с механизмом 7 горизонташэных поперечных перемещений шэигруза 3, обеспечиваетгя возможность качественной и эффективной формовки малонапорных труб с плоской опорной поверхностью. Формула изобретения 1.Установка для формования мялонапорных раструбных труб, содержащая установленные на виброплощадке нижние и верхние полуформы, сердечники и пригруз с захватами, отличающаяся тем, что, с обеспечения возможности формования труб с плоской поверхностью, пригруз снабжен механизмом горизонтальных поперечных перемещений и составным, расходным бункером, чнюло секций которого равно количеству верхних полуформ, выполненных с загрузочными окнами, причем конфигурация загрузочного окна каждой верхней полуформы соответствует конфигурации раздаточного окна каждой секции бункера. 2.Установка по п. 1, о. т л и ч а ю щ а я с я тем, что механизм горизонтальных поперечных перемйцений выполнен в вице установленных по торцам и кинематически связанных пркводшлх винтовых пар. I Источники инфсфмации, {финятые во внимание пои экспертизе 1.Колодзий И. И. Формования сборных железобетонных изделий и конструкций. Высшая школа, 1978, с. 236. 2,Авторское- свидетельство СССР N9 442О58, кл. В 28 В 1/О8, 1972.
Х
/
( 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования малонапорных раструбных труб | 1972 |
|
SU442058A1 |
| БЕТОНОУКЛАДЧИК ТРУБОФОРМОВОЧНОЙ УСТАНОВКИ | 1972 |
|
SU426839A1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| Установка для обетонирования трубчатых изделий | 1988 |
|
SU1645165A1 |
| Установка для формования изделий из дисперсных смесей | 1990 |
|
SU1754456A1 |
| УСТАНОВКА ДЛЯ УПЛОТНЕНИЯ И УКЛАДКИ ПРЕИМУЩЕСТВЕННО СУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1997 |
|
RU2132273C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2150377C1 |
| БЕТОНОУКЛАДЧИК ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2165849C2 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1310220A1 |
| РАЗДАТОЧНОЕ УСТРОЙСТВО АГРЕГАТА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ГОМОГЕННЫХ СМЕСЕЙ | 2005 |
|
RU2288837C1 |

Риг.: /
