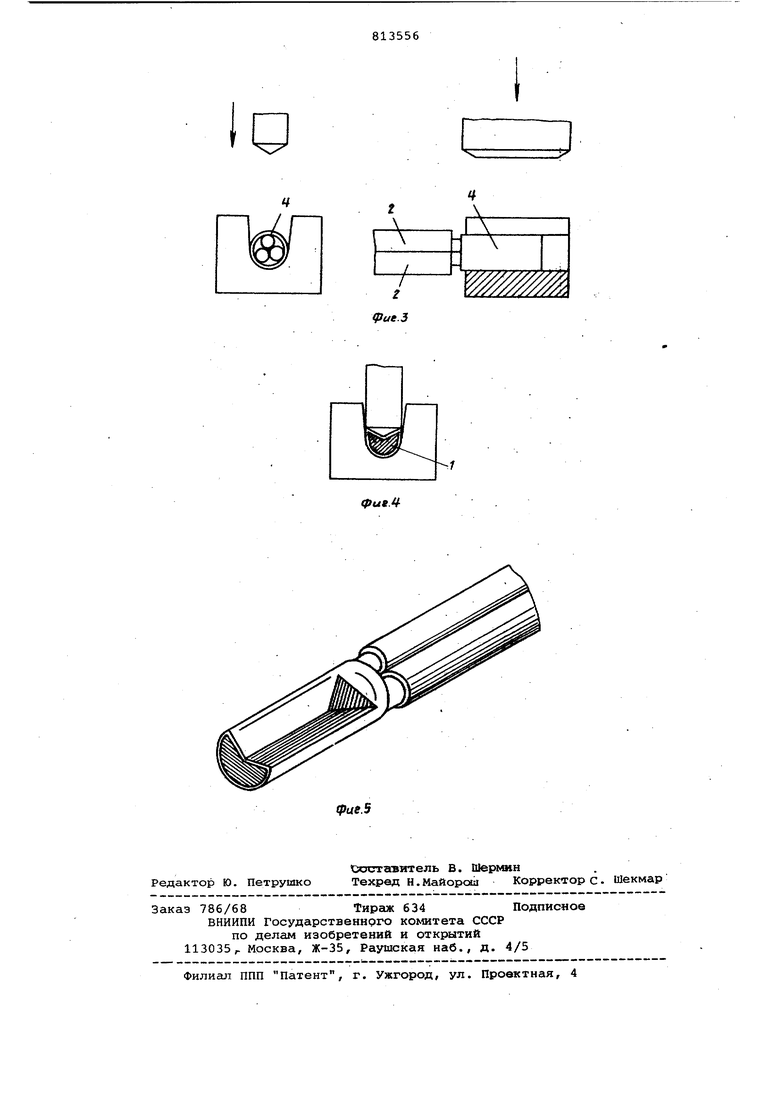
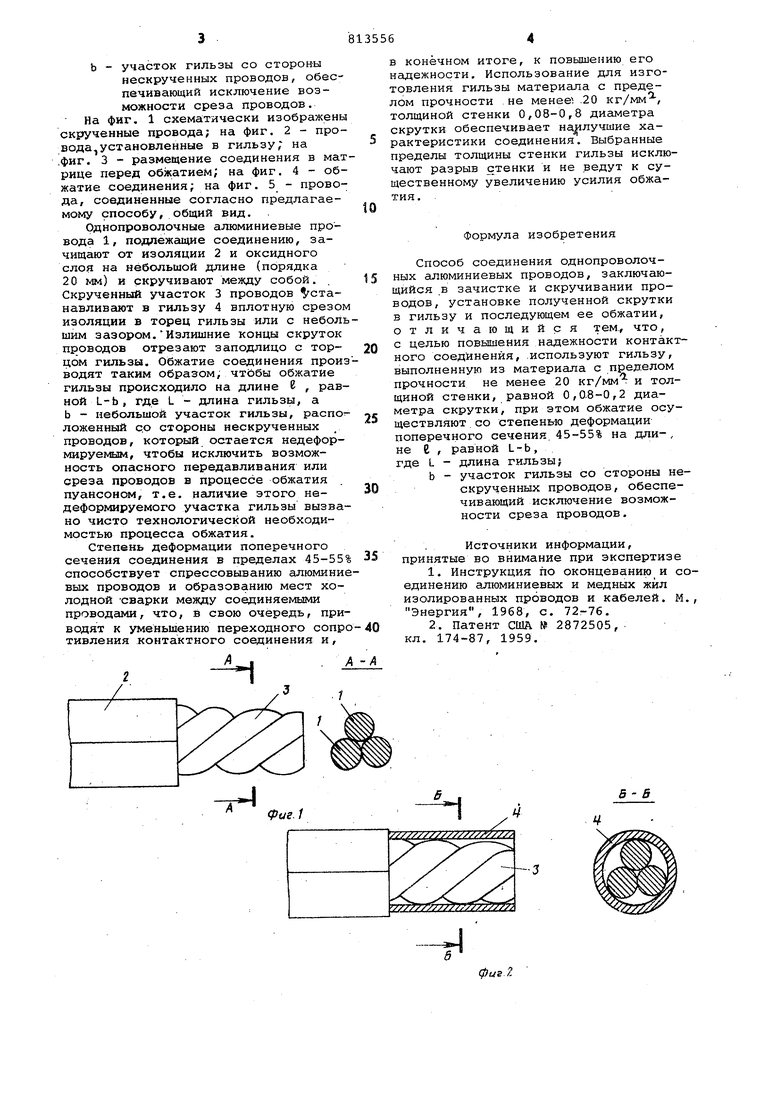
Изобретение относится к электроте нике и может быть использовано в электромонтажном производстве для соединения алюминиевых проводов. Известен способ соединения однопроволочных алюминиевых проводов с использова ием гильз, заключающийся в зачистке проводов от изоляции на длине 30-40 мм и внутренней поверхности алюминиевой гильзы до металлического блеска, смазке поверхностей квардево-вазелиновой пастой, поодиночном введении каждого из проводов в гильзу с последующим ее обзкатием путем местного вдавливания tfl ( Однако при этом способе соединен я площадь контакта между соединяемыми проводами незначительна вследствие параллельности расположения проводов в гильзе. Контакт между провода14И и гильзой по всей ее длине переме.нный за исключением зоны местного обжатия, что повышает переходно сопротивление в местах контакта и в конечном итоге снижает надежность соединения. Наиболее близким к предлагаемому по технической сущности является спо соб, заключающийся в зачистке и скру чивании проводов, установке полученной скрутки в гильзу с последующим ее местным обжатием 2j. Однако этот способ не обеспечивает высокой надежности контактного соединения однопроволочных алюминиевых проводов, так как местное обжатие гильзы не способствует плотному прилеганию соединяемых дроводов друг с другом по всей длине гильзы. Для величины деформации поперечного сечения соединения, толщины стенки гильзы и материала гильзы в способе отсутствуют рекомендуемые пределы. Цель изобретения - повышение на.дежности контактного соединения. Поставленная цель достигается тем, что согласно способу соединения однопроволочных алюминиевых проводов, за1 лючающёмуся в зачистке и скручивании проводов, установке полученной скрутки в гильзу и последукяпем ее обжатии,- используют гильзу, выполненную из мaтtepиaлa с пределом прочности не менее 20 кг/мм и толщиной стенки равной 0,008-0,,2 диаметра скрутки, при зтом обжатие осуществляют со степенью деформации поперечного сечения соединения 45-55% длине 2 , равной L - Ь, где L - длина гильзы, b - участок гильзы со стороны нескрученных проводов, обеспечивающий исключение возможности среза проводов. На фиг. 1 схематически изображены скрученные провода; на фиг. 2 - про вода,установленные в гильзу; на ,фиг. 3 - размещение соединения в мат рице перед обжатием; на фиг. 4 - об жатие соединения; на фиг. 5 - прово да, соединенные согласно предлагаемому способу, общий вид. Однопроволочные алюминиевые провода 1, подлежащие соединению, зачищают от изоляции 2 и оксидного слоя на небольшой длине (порядка 20 мм) и скручивают между собой. Скрученный участок 3 проводов Останавливают в гильзу 4 вплотную срезо изоляции в торец гильзы или с небол шим зазором.Излишние концы скруток проводов отрезают заподлицо с торцом гильзы. Обжатие соединения прои водят таким образом, чтобы обжатие гильзы происходило на длине Ч , равной L-b, где L - длина гильзы, а Ь - небольшой участок гильзы, распо ложенный со стороны нескрученных проводов, который остается недеформируемЕЛМ, чтобы исключить возможность опасного передавливания или среза проводов в процессе обжатия пуансоном, т.е. наличие этого недеформируемого участка гильзы вызва но чисто технологической необходимостью процесса обжатия. Степень деформации поперечного сечения соединения в пределах 45-55 способствует спрессовыванию алюмини вых проводов и образованию мест холодной -сварки между соединяемыми проводс1ми, что, в свою очередь, приводят к уменьшению переходного сопр тивления контактного соединения и, в конечном итоге, к повышению его надежности. Использование для изготовления гильзы материала с пределом прочности не менее .20 кг/мм, толщиной стенки 0,08-0,8 диаметра скрутки обеспечивает нaJ лyчшиe характеристики соединения. Выбранные пределы толщины стенки гильзы исключают разрыв стенки и не ведут к существенному увеличению усилия обжатия. Формула изобретения Способ соединения однопроволочных алюминиевых проводов, заключающийся в зачистке и скручивании проводов, установке полученной скрутки в гильзу и последующем ее обжатии, отличающийся тем,, что, с целью повышения надежности контактного соединения, .используют гильзу, выполненную из материала с пределом прочности не менее 20 кг/мм и толщиной стенки, равной 0,0.8-0,2 диаметра скрутки, при этом обжатие осуществляют со степенью деформации поперечного сечения.45-55% на дли-, не С , равной L-b, где L - длина гильзы; Ь - участок гильзы со стороны нескрученных проводов, обеспечивающий исключение возможности среза проводов. Источники информации, принятые во внимание при экспертизе 1.Инструкция по оконцеванию и соединению алюминиевых и медных жил изолированных проводов и кабелей. М., Энергия, 1968, с. 72-76. 2.Патент США № 2872505, кл. 174-87, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ | 2000 |
|
RU2205483C2 |
| СКРУЧЕННЫЙ МНОГОЖИЛЬНЫЙ КАБЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СКРУЧЕННЫХ МНОГОЖИЛЬНЫХ КАБЕЛЕЙ | 2014 |
|
RU2642498C2 |
| КРУТИЛЬНЫЙ ОРГАН МАШИНЫ РЕВЕРСИВНОЙ СКРУТКИ | 1999 |
|
RU2152658C1 |
| СПОСОБ SZ-СКРУТКИ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2041510C1 |
| МНОГОЖИЛЬНЫЙ СКРУЧЕННЫЙ КАБЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2009 |
|
RU2447526C1 |
| ГЕРМЕТИЗИРОВАННЫЕ ПАРА И ТРОЙКА, И КАБЕЛИ МОНТАЖНЫЕ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЕ, ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ С СЕРДЕЧНИКОМ ИЗ ГЕРМЕТИЗИРОВАННЫХ ПАР ИЛИ ТРОЕК (ВАРИАНТЫ) | 2022 |
|
RU2787357C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| КАБЕЛЬ СИЛОВОЙ С ЭКСТРУДИРОВАННЫМИ ТОКОПРОВОДЯЩИМИ ЖИЛАМИ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2021 |
|
RU2760026C1 |
| НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ | 2001 |
|
RU2216882C2 |
| СПОСОБ SZ - СКРУТКИ | 1993 |
|
RU2026577C1 |