I
Изобретение относится к металлообработке и может быть использовано при обработке отверстий.
Известна деформирующе-режущая прошивка содержащая установленные на оправке деформирующие элементы с заборным конусом, цилиндрической ленточкой и задней частью, а также режущие и выглаживающие элементы 1.
Однако при таком исполнении не обеспечивается повыщенной производи;ельностк и высококачественной обработки поверхности.
Цель изобретения - улучшение качества и повьпиение производительности обработки.
Поставленная цель достигается тем, что на рабочей поверхности каждого деформир)тщего элемента выпошена кольцевая кромка, образованная пересечением цилиндрической ленточки с поверхностью обратного конуса и обращенная в сторону затылка, а заборный конус каждого выгляяошающего элемента выполнен с режущей кромкой на торце и соста ляет угол 2-2,5° с осью прошивки.
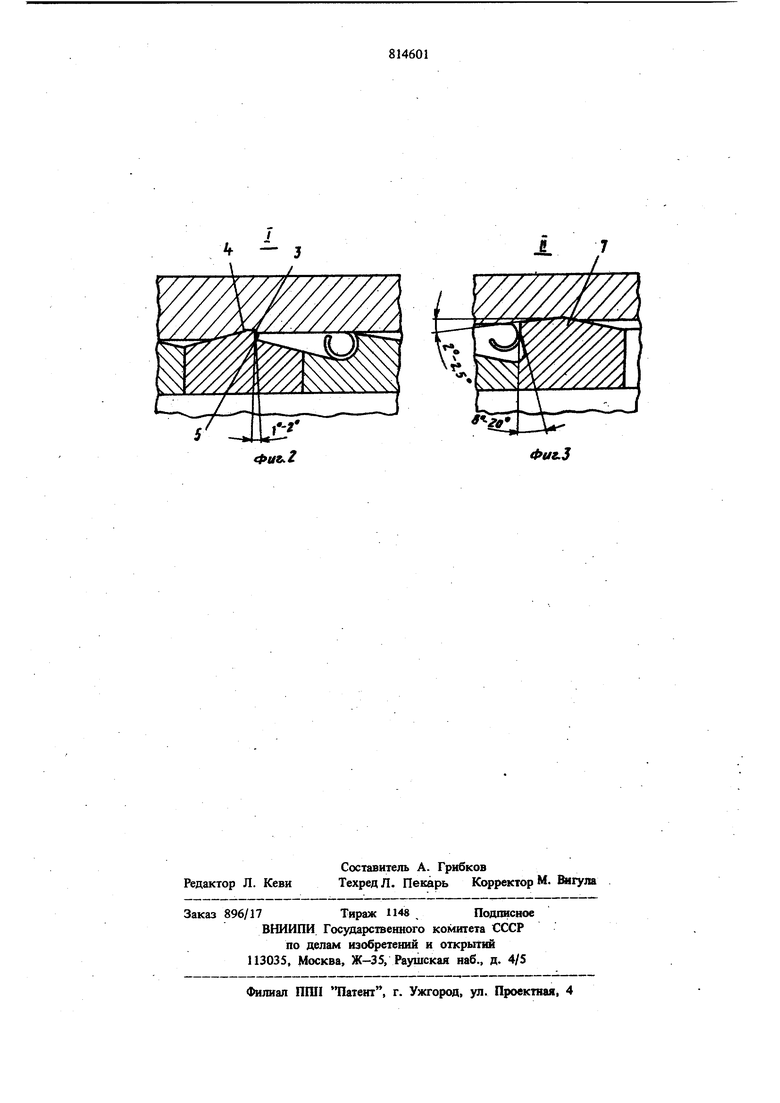
На фиг. 1 представлена прошивка, общий вид; на фиг. 2 - узел 1 на фиг. 1; на фиг. 3 - узел II на фиг. 1.
Прошивка состоит из оправки 1, на которой установлены деформирующие элементы 2, выполненные с кромкой 3 со стороны затылка, образованной пересечением щшиндрической ленточки 4 поверхностью обратного конуса 5, выполненного под углом, равным 1°-2°. За деформирующими элементами 2 установлены режущие элементы 6. На конц« оправки 1 установлены выглаживающие элементы 7, заборный конус которых выполнен под углом 2°-2,5° к оси прощивки и с режущей кромкой на торце, передний угол которой равен 8°-20°.
Работает прошивка следующим образом.
При обработке деформирующие элементы 2 прошивки создают в обрабатываемой заготовке такое напряженное состояние, которое при одновременном упрочнении способствует более интенсивному и раннему образованию микротрещин в поверхностном слое.
Осевые и радиальные напряжения на повер кости контактирующей непосредственно с цилшадрическрй ленточкой деформирующего элемента 2 возрастают с приближением к кромке 3. На линии, соприкасающейся с ней, они меняют скачком свою величину и знак. В этой зоне окружные напряжения также скачкообразно изменяются по величине. Касательные напряжения достигают максимума в зоне, контактирующей с кромкой 3. В зависимости от глубины рассматриваемых слоев эти изменения происходят более плавно. Таким образом, в поверхностном слое, контактирующем непосредственно с кромкой 3, образованной цилиндрической ленточкой 4 и обратным конусом 5, все рассмотренные компоненты напряженного состояния, определяющие условия зарождения и развития микротрещин, имеют максимальные значения.
В результате проверенных экспериментов установлено, что для устранения выкращивания кромки обратный конус выполняется под углом, равным 1°-2°. Увеличение значения этого угла ведет к снижению эффекта улуч щения обрабатываемости последующим резанием материала заготовки. Выглаживающие .элементы 7 кромкой заборного конуса снимают поверхностный слой, а затем, заборный конус сглаживает микронеровность поверхности. Проведенные эксперименты показали, что наиболее рациональным значением для переднего угла этих элементов является угол, равный 8°-20°, а для заборного конуса - угол, равный 2°-2,5°. Уменьшение значения переднего угла вызывает ухудшение условий резания, увеличение же более 20° снижает прочность и условия отвода тепла из зоны резания. При меньших углах заборного конуса шероховатость обработанной поверхности ухудшается, а при больших углах затрудне014
но или невозможно снятие стружки кромкой заборного конуса.
При предлагаемой конструкщ{и выглаживающих элементов 7 для снятия одного и того же припуска потребуется меньшее усилие, чем при раздельной конструкции режуищх и выглаживающих колец, вследствие того, что для пластического деформирования используется эффект суммарного действия напряжеНИИ, созданных режущей кромкой и заборным конусом и цилиндрической ленточкой деформирующей части.
Действие этого эффекта не только улучшает температурные условия обработки, но и
способствует повышению стойкости самих рабочих элементов.
Формула изобретения
Деформирующе-режущая прошивка, содержащая установленные на оправке деформирующие элементы с заборным и обратным конусом и цилиндрической ленточкой и затылком, а также режущие и выглаживающие элементы, отличающаяся тем, что, с целью улучшения качества и повышения производительности обработки, на рабочей поверхности каждого деформирующего элемента выполнена кольцевая кромка, образованная пересечением цилиндрической ленточки с поверхностью обратного конуса и обращенная в сторону затылка, а заборный конус каждого выглаживающего элемента выполнен с режущей кромкой на торце и составляет угол 2-2,5° с осью прошивки.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 24193 кл. 23 О 43/02, 1968.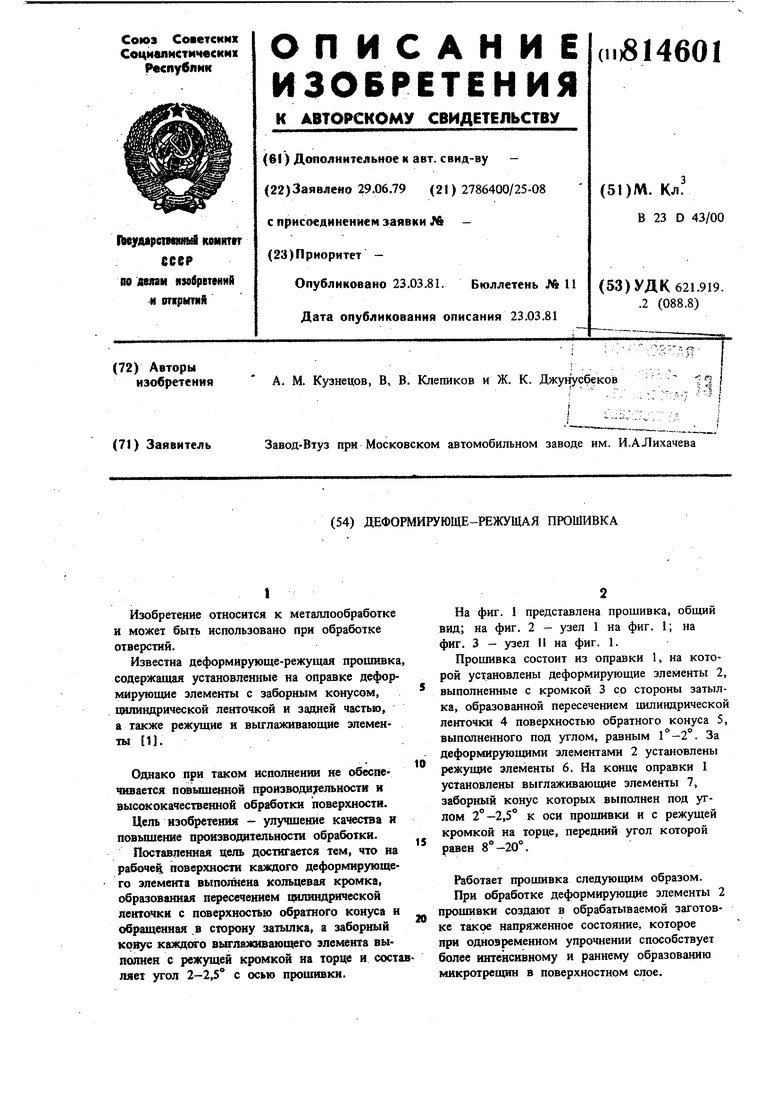
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Деформирующе - режущая протяжка | 1991 |
|
SU1812080A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Прошивка | 1989 |
|
SU1764866A1 |