(54) ЧУГУННЫЙ ГОРИЗОНТАЛЬНЫЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок горячей прокатки | 1983 |
|
SU1107916A1 |
| Прокатный валок | 1979 |
|
SU831242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ВАЛКОВ С КАЛИБРАМИ | 2000 |
|
RU2202442C2 |
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |
| СПОСОБ ПРОИЗВОДСТВА ВАЛКОВ ИЗ ШТАМПОВОЙ СТАЛИ | 2000 |
|
RU2194081C2 |
| ПРОКАТНЫЙ ВАЛОК И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2009 |
|
RU2420365C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| Способ многослойной наплавки чугуна на железоуглеродистую основу изделия | 1989 |
|
SU1676763A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
1
Изобретение относится к вспомогательным устройствам прокатных станов.
Чугунный валок предназначен для использования при обработке металлов давлением, в частности в универсальных клетях рельсобалочных и сортовых станов.
На универсальнь1х четырех валковых клетях применяются как литые чугунные, так и комбинированные (стальная ось и чугунный бандаж) -горизонтальные валки 1.
Как правило, литые чугунные валки применяются при прокатке сортамента небольшого размера, например балок не более № 40, а большие размеры прокатываются на комбинированных-валках.
Рабочий слой указанных валков представляет собой отбеленный чугун на литых валках и половинчатый у комбинированных.
Комбинированные валки быстро выходят из строя по износу как горизонтальной, так и вертикальной частей бандажа.
Известен также чугунный горизонтальный валок универсальной клети прокатного стана, содержаший бочку с отбеленной поверхностью, нерабочие шейки и цапфы 2.
Валки с отбеленным слоем имеют более высокие эксплуатационные показатели, но также обладают рядом суш.ественнь х недостатков. Глубина отбеленного слоя на бочке меньше рабочей высоты полок прокатываемого профиля. Следовательно, часть полки при прокатке формируется за пределами отбеленного слоя, что приводит к искажению профиля балок, увеличению их веса на 1 погонный метр, обуславливает более частую перевалку валков, их переточку и описание в связи с сокращением ширины ручья. Помимо указанных недостатков валки с отбеленным слоем подвержены трешино образованию и выкрашиванию отбела по краям бочки, а также довольно ч-асто выходят из строя по поломкам в районе нерабочей шейки.
Используемые в универсальных клетях вертикальные валки из доэвтектоидной стали имеют стойкость, значительно превышающую стойкость горизонтальных валков. Таким образом, производительность универсальных клетей определяется в основном эксплуатационными свойствами горизонтальных валков.
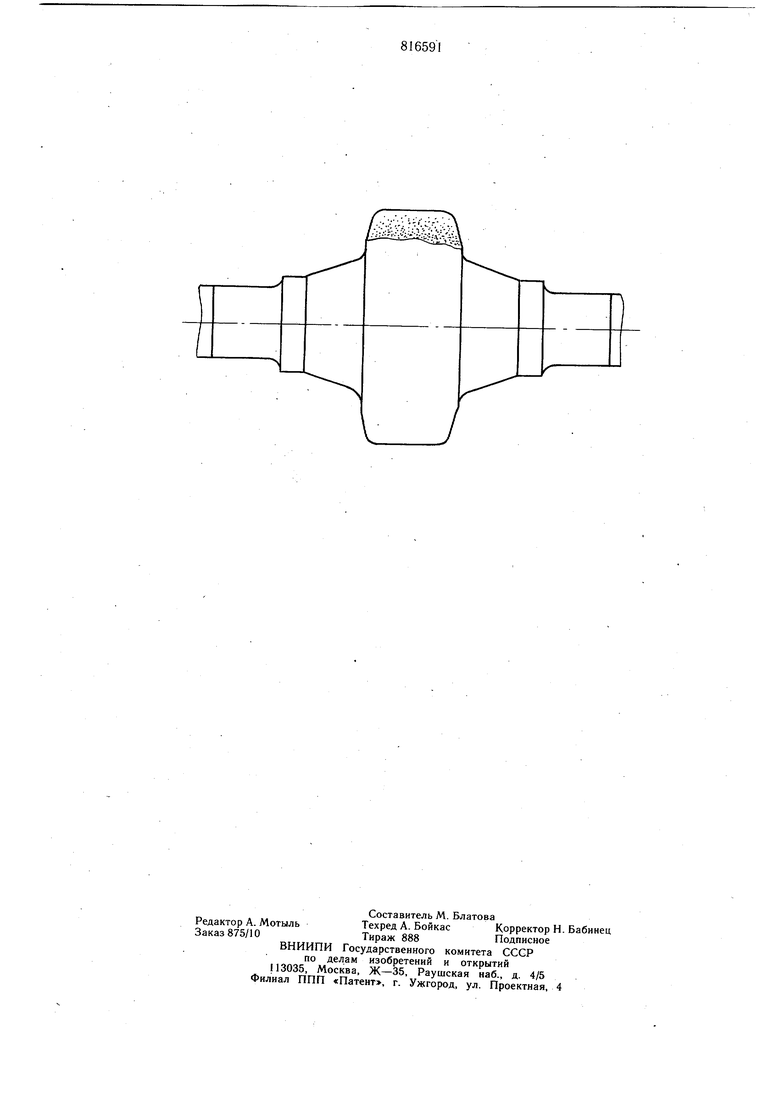
Цель изобретения - получение формыотбела, соответствующей рабочей поверхности бочки валка с соотношением величины отбела цилиндрической части к торцовой поверхности бочки в пределах 2,0-6,0 при нерабочих шейках с конусностью 1 :3,5 - 5,5.
Указанная цель достигается тем, что валок выполнен из чугуна следуюшего состава, %:
Углерод3,2 - 3,8
Кремний0,8 - 2,1
Марганец0,2 - 0,8
Фосфор0,06-0,6
Сера0,01-0,4
Хром0,2-1,0
Никель0,8 - 2,2
Медь0,1-0,45
Титан0,05-0,13
Ванадий0,03-0,25
Магний0,01-0,06
ЖелезоОстальное.
На чертеже представлен чугунный валок. Конфигурация, величина отбела и связанная с ней протяженность переходной зоны в цельнолитых чугунных валках конкретного исполнения и назначения являются элементами, в основном обуславливающими эусплуатационную стойкость. Так, например, большая величина отбела и переходной зоны половинчатого чугуна резко снижают механическую прочность отливки, что в итоге приводит к преждевременному выходу валка из строя. При незначительных величинах отбела и переходной зоны валок очень быстро выходит из строя по «разгару поверхности и списывается в брак.
Цельнолитой чугунный прокатный валок представляет собой сложную в технологическом отношении отливку,в которой величина отбела, протяженность переходной зоны и их соотношение, а также конфигурация отбела определяются химическим составом чугуна, из которого выполнен валок.
Такой валок позволяет использовать более дешевые в изготовлении и более стойкие чугунные литые валки взаимен стальных и бандажированных даже при производстве сортамента с широкой полкой на современных прокаткных станах.
Опытная партия описываемых валков
прошла эксплуатацию . в условиях стана 650 и показала увеличение стойкости в 1,6 раза по сравнению с ранее эксплуатировавшимися. При этом отмечено отсутствие искажения профиля балок, снижение их веса, а также отсутствие скалывания кромок бочки и растрескивания рабочих поверхностей.
Формула изобретения
Чугунный горизонтальный валок универсальной клети прокатного стана, состоящий из бочки с отбеленной поверхностью, нерабочих шеек и цапф, отличающийся тем, что с целью получения формы отбела, соответствующей рабочей поверхности бочки валка с соотнощением величины отбела цилиндрической части к торцовой поверхности бочки валка в пределах 2,0-6,0 при нерабочих шейках с конусностью 1 : 3,5 - 5,5, валок выполнен из чугуна следующего химического состава, %
Углерод3,2 -3,8
Кремний0,8 -2,1
Марганец0,2 - 0,8
Фосфор0,06 - 0,6
Сера0,01-0,4
Хром0,2 - 1,0
Никель0,8 - 2,2
Медь0,1 -0,45
Титан0,05 - 0,13
Ванадий0,03 - 0,25
Магний0,01-0,06
ЖелезоОстальное.
Источники информации,
принятые во внимание при экспертизе 1. Грицук Н. Ф., Антонов С. П. Производство широкополочных двутавров. М., «Металлургия, 1973, с. 8.
....-..;/..j.;.-. ; VJ-i,-
