Изобретение относится к прокатному производству, а точнее к способу изготовления композитных валков с калибрами.
Известны цельнолитые двухслойные чугунные валки, изготавливаемые методом статического или центробежного литья (см., например, Н.А. Будагьянц, В.Е. Карсский "Литые прокатные валки" - Москва, Металлургия, 1983, с. 9).
Рабочий износостойкий слой известных валков имеет две градации - отбеленный слой и переходную зону. Эти валки изготовляют методом статического или центробежного литья, что предопределяет ограниченную глубину отбеленного слоя - при увеличении глубины отбела резко увеличивается переходная зона, которая при небольших диаметрах бочки может доходить до шеек валка, снижая его прочность. Кроме того, при центробежном литье достижение достаточной глубины отбела сопряжено с необходимостью большей выдержки до затвердения заливаемого легированного чугуна, предназначенного для формирования рабочего слоя, вследствие этого после последующей заливки серого чугуна для формирования сердцевины бочки увеличивается вероятность несвариваемости между слоями, что ведет к появлению трещин на поверхности валка.
Эти недостатки особенно резко проявляются в случае изготовления валков с литыми калибрами, так как выступающие части профиля калиброванного валка будут иметь более толстый отбеленный слой, чем глубинные части (см. там же, стр. 16-17). В результате нижние участки полостей калибров после механической обработки, а затем и после последующих переточек, имеют низкую износостойкость.
Указанные недостатки значительно устраняются при изготовлении валков с наплавкой на стальную ось рабочего слоя чугуном электрошлаковым способом (см. Автоматическая сварка, 1966, 5, с. 63-67, статья "Кольцевая электрошлаковая наплавка цилиндрических деталей в вертикальном положении", автор Г. В. Ксендзык).
По совокупности существенных признаков вышеуказанный способ является наиболее близким к заявляемому и может быть принят за прототип.
Преимуществом этого способа является использование стальной оси, что позволяет повысить удельные нагрузки на валок при прокатке; кроме этого указанный способ обеспечивает наплавку на валок рабочего слоя толщиной до 100 мм и более с последующей нарезкой калибров.
Как видно, в известном и заявляемом способах имеются следующие сходные существенные признаки: наплавка на стальную основу слоя отбеленного чугуна электрошлаковым способом с последующим изготовлением на бочке валка калибров.
Однако прототип имеет существенные недостатки.
Для изготовления валков с калибрами толщину наплавляемого слоя выбирают равной расстоянию от наплавленной наружной поверхности бочки валка до нижней кромки полости калибра после его окончательной переточки при последней завалке валка в клеть. Это требование обуславливает уменьшение массы стальной бочки, ее жесткости, а следовательно, снижение долговечности валка; уменьшение сечения и массы наплавляемой заготовки ведет к снижению твердости рабочего слоя в зоне у линии сплавления по сравнению с наружной поверхностью из-за снижения теплоотвода и недостаточной степени отбела чугуна, что тоже отрицательно сказывается на долговечности валка.
Кроме того, неэффективно используется наплавленный рабочий слой, особенно при однониточной прокатке, когда на бочке валка выполняется 1-2 калибра.
В основу изобретения положена задача создать способ изготовления композитных валков с калибрами, имеющих повышенную долговечность.
Эта задача решается за счет технического результата, который заключается в том, что по сечению наплавленного рабочего слоя в зоне калибров обеспечивается равномерная степень отбела, а следовательно, одинаковая износостойкость.
Для достижения этого технического результата в способе изготовления композитных валков с калибрами, включающем электрошлаковую наплавку на стальную заготовку рабочего слоя отбеленного чугуна с последующим изготовлением калибров на поверхности рабочего слоя валка, предварительно на стальной заготовке образовывают профильную поверхность, соответствующую по контуру профилю калибров валка, после чего производят наплавку профилированного рабочего слоя.
Между отличительными признаками изобретения и техническим результатом имеется причинно-следственная связь.
В процессе электрошлаковой наплавки профилированного рабочего слоя у кромок полостей создаются благоприятные условия для отбела, вследствие чего по сечению наплавленного рабочего слоя в зоне калибров обеспечивается одинаковая структура чугуна, с равномерным уровнем твердости, что повышает износостойкость, а следовательно, долговечность валка.
Сущность изобретения поясняется чертежами, где:
- на фиг.1 показана стальная заготовка, на которой предварительно образовывают профильную поверхность, соответствующую профиль калибров валка:
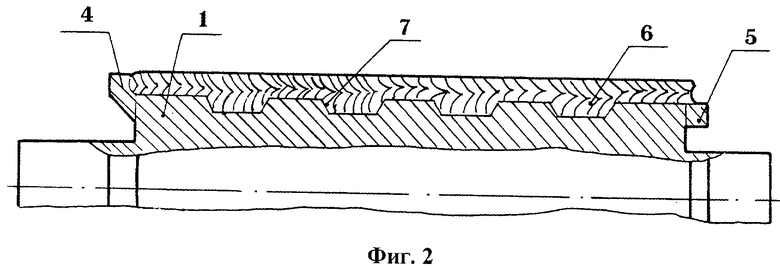
- на фиг.2 показан валок после электрошлаковой наплавки профилированного рабочего слоя;
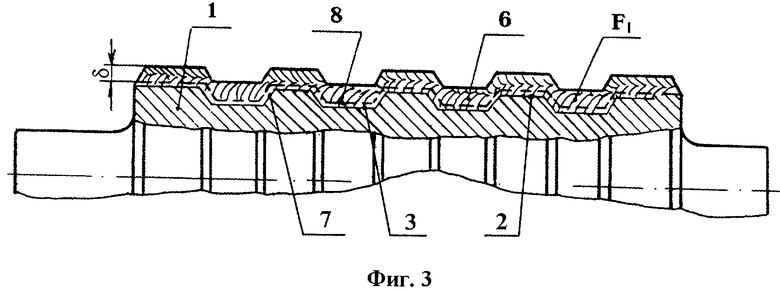
- на фиг. 3 показан тот же валок после нарезки на поверхности рабочего слоя калибров;
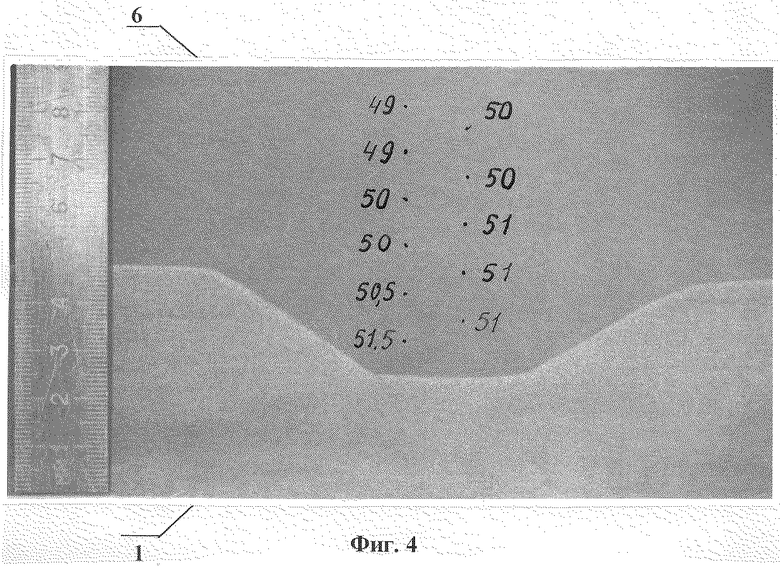
- на фиг. 4 приведен фрагмент продольного макрошлифа с электрошлаковой наплавкой профилированного рабочего слоя; на фотографии цифрами показаны значения твердости НRСЭ в зоне калибра;
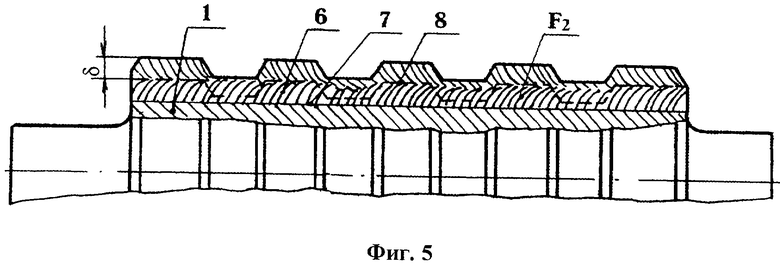
- на фиг.5 показан валок, изготовленный по известному способу, принятому за прототип.
Буквами обозначено:
δ - максимально допустимая глубина переточки поверхности бочки валка;
F1 - площадь сечения наплавленного слоя по заявленному способу;
F2 - площадь сечения наплавленного слоя по известному способу.
Заявленный способ осуществляется в следующей последовательности действий:
1. Предварительно на бочке стальной заготовки 1 образовывают профильную поверхность, соответствующую по контуру профилю калибров валка, состоящую из выступов 2 и впадин 3. При этом на заготовке 1 предусмотрены технологический уступ 4, предназначенный для разведения электрошлакового процесса и начала наплавки, и припуск 5 - для выполнения конечного участка наплавки (фиг.1).
2. Затем осуществляют электрошлаковую наплавку профилированного рабочего слоя 6 отбеленным чугуном с образованием линии сплавления 7 по профильной поверхности заготовки 1 (фиг.2).
3. После наплавки рабочего слоя 6 на его поверхности нарезают калибры в соответствии с профильной поверхностью в виде выступов 2 и впадин 3 (фиг.1 и 3).
В процессе эксплуатации валка выполняют последующие переточки рабочей поверхности валка по профильному контуру 8 на глубину 6, величина которой соответствует максимальной выработке калибров в результате последней переточки валка (фиг.3).
Из сопоставления композитных валков с калибрами, изготовленных по заявленному способу (фиг. 3) и известному способу (фиг.5), следует, что в зоне сплавления у кромок впадин профильной поверхности (фиг.2) в процессе электрошлаковой наплавки создаются более благоприятные условия для оптимального процесса отбеливания чугуна. В результате этого твердость по сечению наплавленного слоя в зоне калибров oт наружной поверхности до линии сплавления распределяется равномерно (фиг.4).
По этой же причине, а также учитывая хорошие литейные свойства чугуна, можно увеличивать глубину канавок под калибры при выполнении стальной заготовки с профильной поверхностью, соответствующей профилю калибров валка, что обеспечивает возможность увеличить число переточек валка в процессе его эксплуатации, а следовательно, повысить его долговечность.
Заявленный способ изготовления композитных валков обеспечивает получение попутного эффекта.
За счет того, что общая площадь F1 (фиг.3) сечения наплавленного слоя в случае наплавки по заявленному способу в 1,3-1,6 раза меньше, чем площадь F2 (фиг.5) при изготовлении валка с калибрами известным способом, снижаются затраты по изготовлению валка. Это наглядно подтверждается чертежами: наплавленный слой в заявленном способе очерчен изогнутой линией сплавления 7, проходящей по выступам 2 и впадинам 3 (фиг.2-3), а в известном - по прямой линии 7 (фиг.5).
Пример конкретной реализации заявленного способа.
Валок изготовлен из поковки - сталь 40ХН. На валке предусмотрен технологический уступ 4, предназначенный для разведения электрошлакового процесса и начала наплавки, а также технологический припуск 5 для выполнения конечного участка наплавки.
Предварительно на бочке стальной заготовки 1 путем механической обработки образовывали профильную поверхность в виде выступов 2 и впадин 3.
Электрошлаковая наплавка осуществлена при вертикальном положении стальной заготовки 1 на специальной установке. В качестве наплавочного материала использовался легированный чугун типа ЧХН2М1.
После наплавки и последующего удаления технологических припусков 4 и 5 произведена нарезка калибров по шаблону с выполнением контура 8, соответствующего профильной поверхности, предварительно образованной в виде выступов 2 и впадин 3 на стальной заготовке перед наплавкой.
Исследования изготовленного композитного валка с калибрами по заявленному способу показали, что за счет оптимального отбеливания наплавленного слоя чугуна, твердость вдоль глубины полости калибра, измеренная на продольном темплете, распределилась равномерно (фиг.4).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2209706C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЖИДКИМ МЕТАЛЛОМ КОМПОЗИТНЫХ ВАЛКОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2286229C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| ДВУХСЛОЙНЫЙ ВАЛОК ПРОКАТНОГО СТАНА С ОСЕВОЙ ПОЛОСТЬЮ | 2014 |
|
RU2576718C1 |
| СПОСОБ ПРОИЗВОДСТВА ВАЛКОВ ИЗ ШТАМПОВОЙ СТАЛИ | 2000 |
|
RU2194081C2 |
| СПОСОБ РЕМОНТА ТРЕФОВ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2006 |
|
RU2335387C2 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Чугунный горизонтальный валок | 1978 |
|
SU816591A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245771C2 |
Изобретение относится к изготовлению прокатных валков. На бочке стальной заготовки механической обработкой получают поверхность, которая соответствует профилю калибров валка. Осуществляют наплавку рабочего слоя из отбеленного чугуна. На поверхности наплавленного слоя производят нарезку калибров по шаблону в соответствии с профильной поверхностью. По сечению наплавленного слоя в зоне калибров обеспечивается равномерная твердость и износостойкость. Повышается долговечность валков. 5 ил.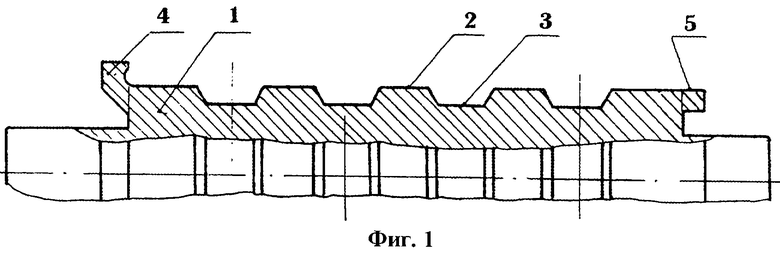
Способ изготовления композитных валков с калибрами, включающий электрошлаковую наплавку на стальную заготовку рабочего слоя из отбеленного чугуна, нарезку на поверхности рабочего слоя калибров, отличающийся тем, что наплавку осуществляют на предварительно выполненную на стальной заготовке профильную поверхность, соответствующую по контуру профилю калибров валка.
| КСЕНДЗЫК Г.В | |||
| Кольцевая электрошлаковая наплавка цилиндрических деталей в вертикальном положении | |||
| - Автоматическая сварка, 1966, № 5, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| БАДАГЬЯНЦ Н.А., КАРССКИЙ В.Е., Литые прокатные валки | |||
| - М.: Металлургия, 1983, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Ассоциативное запоминающее устройство и ассоциативный накопитель информации для него | 1981 |
|
SU976477A1 |
| Способ изготовления биметаллической заготовки | 1987 |
|
SU1496918A1 |
| Устройство для изготовления биметаллических отливок прокатных валков | 1988 |
|
SU1613247A1 |
| SU 97112617, 27.02.1999. | |||

