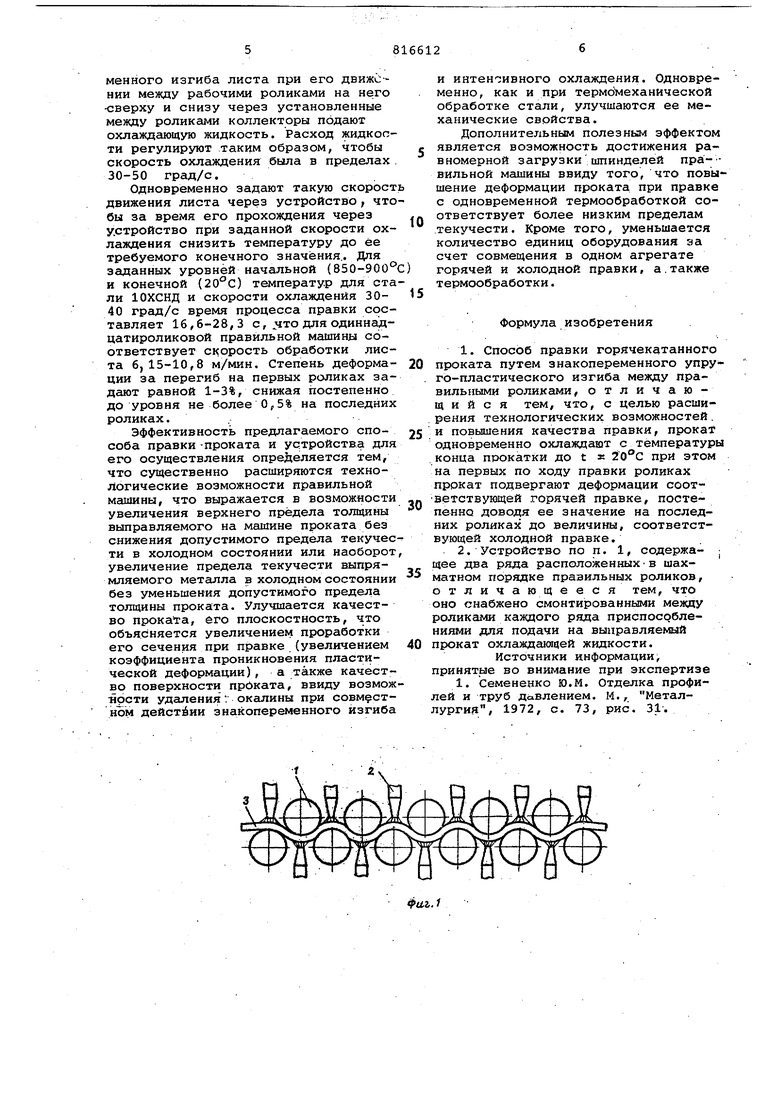
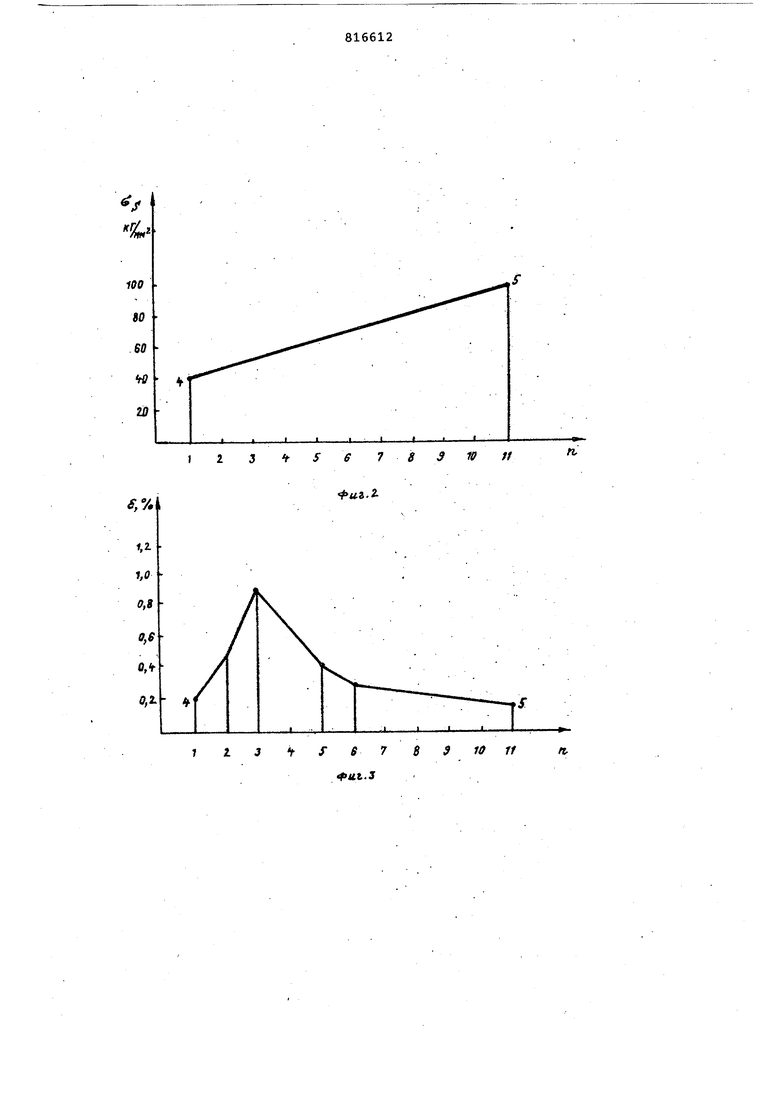
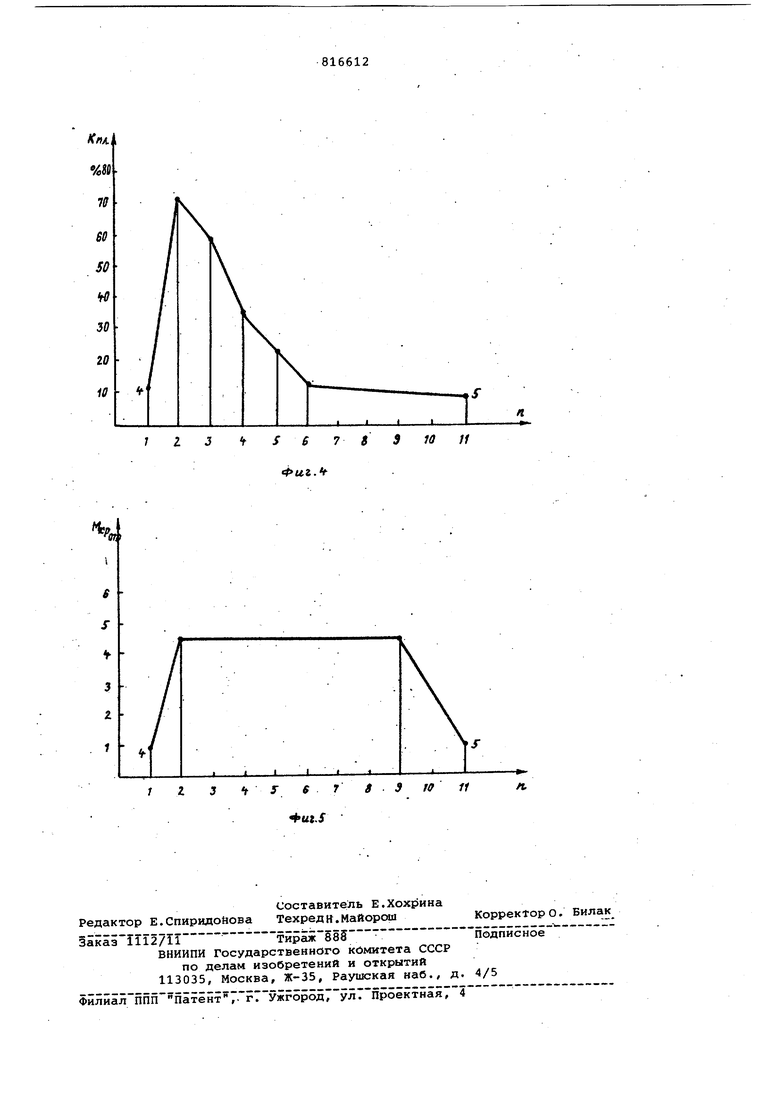
2для подачи на выпрямляемый прокат 3охлаждающей жидкости. Устройство, работает следукйцим Образом. При правке листрвого проката определенной толщины зазор между рабочими роликами настраивают таким образом, чтобы обеспечить требуемый закон изменения степени деформации при движении листового проката между роликами устройства. Вместе с этим, регулируют систему подачи охлаждающей жидкости на прокат сверху и снизу для обеспечения необходимой интенсивности теплоотвода (скорости охлаждения), а так же задания тре.буемого распределения охлаждающей жидкости вдоль устройства. Наибольшую деформацию проката задают на вто ром ролике устройства и ее величина определяется пластическими свойствами металла при температуре входа в устройство и допускаемым значением крутящего момента на шпинделе. По мере движения проката через устройство, зазор между рабочими роликами которого увеличивается, степень деформации его уменьшается, что при одновременном увеличении предела текучести металла дает сохранение крутящего момента примерно на задан ном уровне. На последних роликах за зор между ними устанавливашзт таким, чтобы уменьшить степень деформации проката до предела, при котором она носит упругий характер. Крутящий мо мент на шпинделях последних рЬликов уменьшается до величины, определяемой только упругими деформациями. Совмещение процессов правки и те мообработки проката дает эффект сов мещения в одном агрегате горячей и холодной правки. При высокой темпер туре металл имеет небольшой предел текучести и позволяет получить значительные пластические деформации, что является определяющим условием обеспечения высокой плоскостности листов при произвольной исходной кр визне. При этом высокая степень пла стической деформации металла достигается при допускаемых значениях кр тящих моментов и усилий правки в су ществукндих конструкциях правильных машин без их усиления. По мере движения проката через правильную маши ну, понижения его температуры и повышения предела текучести, допуска. емый уровень крутящих моментов и усилий правки на роликах машины сохраняется за счет уменьшения степени деформации металла -путем соответ ствующей настройки правильной машины. Удельнаа работа пластической деформации по роликам машины при этом выравнива;ется, а суммарная сте пень деформации в правильной машине ув.еличивается. Таким образом, бе усиления конструкции правильной машины, существенно расширяются ее технологические возможности, а именно возможность выпрямлять прокат повышенной толщины с повышенными ме-т ханическими свойствами. Правку производят следующим образом. Горячий прокат, предел текучести которого минимален, на первых роликах правильной машины подвергают максимальной I деформации, которую по мере охлаждения металла и повышения его предела текучести, постепенно снижают. Началу правки соответствует точка 4 на характеристиках (фиг. 2-5). По мере повышения предела текучести металла степень деформации изменяют по определенному закону так, чтобы обеспечить постоянство крутящего момента по роликам, задаваемого равным максимально допускаемсжу в пределах рабочей части правильной машины (без крайних роликов)(фиг. 3 и 5). Коэффициент проникновения пластической дефомации при этом (характеристика . фиг. 4) уменьшается от максимального значения на первых роликах, когда практически все сечение проката подвергается только упругой, деформации (характеристики фиг. 25f точки 5). Предлагаемый способ правки, производимой одновременно с термообработкой, эквивалентен термомеханической обработке стали, обеспечивает измельчение зерен исходного аустенита и увеличение дисперсности мартенситных кристаллов. Особенностью его является то, что он может объединять высокотемпературную и низкотемпературную термомеханическую обработку сталей при наличии повышенной устойчивости аустенита (режим правки с охлаждением с температуры конца прокатки или с температуры нагрева под закалку до t 20°С.}. Такие стали допускают низкотемпературную термомеханическую обработку, которой соответствует режим правки с охлаждением с температуры t 450-500с до t 20 С. Стали с недостаточной устойчивостью аустенита подвергают только высокотемпературной термомеханической обработке, которой соответствует режим правки с охлаждением с температуры конца прокатки или температуры нагрева под закалку до t 450500 с с последующим самоотпуском. Пример. Конструкционную низколегированную сталь ЮХСНД подвергают правке с термообработкой с температуры конца прокатки (850-900 CJ до t 20c. Для этого лист после его выхода из последней клети прокатного стана подают по рольгангу непосредственно в предлагаемое устройст.во, в котором в процессе знакопереманного изгиба листа при его движении между рабочими роликами на него -сверху и снизу через установленные между роликами коллекторы подают охлаждающую жидкость. Расход жидкости регулируют таким образом, чтобы скорость охлаждения была в пределах 30-50 град/с. Одновременно задают такую скорост движения листа через устройство что бы за время его прохождения через у.стройство при заданной скорости охлаждения снизить температуру до ее требуемого конечного значения.. Для заданных уровней начальной (850-900 и конечной (20°С) температур для ста ли 10ХСНД и скорости охлаждения 3040 град/с время процесса правки составляет 16,6-28,3 с, что для одиннадцатироликовой правильной машины соответствует скорость обработки листа 6,15-10,8 м/мин. Степень деформации за перегиб на первых роликах задают равной 1-3%, снижая постепенно до уровня не более 0,5% на последних роликах. Эффективность предлагаемого способа правки -проката и устройства для его осуществления определяется тем, что существенно расширяются технологические возможности правильной мавшны, что выражается в возможности увеличения верхнего предела толщины выправляемого на машине проката без снижения допустимого предела текучее ти в холодном состоянии или наоборот увеличение предела текучести выпрямляемого металла в холодном состоянии без уменьшения допустимого предела толщины проката. Улучшается качество проката, его плоскостность, что объясняется увеличением проработки его сечения при правке (увеличением коэффициента проникновения пластической деформации), а также качество поверхности проката, ввиду возмож ирсти удаления v окалины при совм стном действии знакопеременного изгиба и интенсивного охлаждения. Одновременно, как и при термо леханической обработке стали, улучшаются ее механические свойства. Дополнительным полезным эффектом является возможность достижения равномерной загрузки шпинделей пра-вильной машины ввиду того, что повышение деформации проката при правке с одновременной термообработкой соответствует более низким пределам текучести. Кроме того, уменьшается количество единиц оборудования за счет совмещения в одном агрегате горячей и холодной правки, а.также термообработки. Формула изобретения 1. Способ правки горячекатанного проката путем знакопеременного упруго-пластического изгиба между правильными роликами, отличающийся тем, что, с целью расширения технологических возможностей, и повышения качества правки, прокат одновременно охлаждают с температуры конца прокатки до t ж 20°С при этом на первых по ходу правки роликах прокат подвергают деформации соответствующей горячей правке, посте пенно доводя ее значение на последних роликах до величины, соответствующей холодной правке. 2. Устройство по п. 1, содержаее два ряда расположенныхв шахатном порядке правильных роликов, тличающееся тем, что но снабжено смонтированными между оликами каждого ряда приспосрблеиями для подачи на выправляемый рокат охлаждаю1аей жидкости. Источники информации; ринятые во внимание при экспертизе 1. Семененко Ю.М. Отделка профией и труб Давлением. М., Металургия / 1972, с. 73, рис. 31.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463359C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463360C1 |
| СПОСОБ ПРАВКИ ТОЛСТОГО ЛИСТА ШТРИПСОВОЙ СТАЛИ | 2005 |
|
RU2299775C2 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
.if s
V
2
JL
i
i
HNIff 11
/t
