Изобретение относится к правке, восстановлению формы листового металла или устранению местных деформаций на листовом металле либо изделий из него.
Уже известны способы правки листового проката, например способ правки листового проката путем его знакопеременного упругопластического изгиба между роликами с растяжением за счет разности окружных скоростей роликов входной и выходной секций, выбираемых по определенным соотношениям (авт. свид. СССР №1690887, опубл. 15.11.91, Мкл B21D 1/02).
Известен также способ правки листового проката путем знакопеременного изгиба листа в процессе его охлаждения от температуры конца прокатки до комнатной, при котором лист изгибают со значениями радиусов изгибов, большими радиусов изгибов, соответствующих появлению в листе остаточных деформаций (авт. свид. СССР №460031, опубл. 15.02.75, Мкл B21D 1/00).
Известен еще способ правки полосы путем многократного упругопластического знакопеременного изгиба ее на роликах с растяжением, отличающийся тем, что по мере износа роликов величину растяжения ε полосы уменьшают (авт. свид. СССР №1555011, опубл. 07.04.90, Мкл B21D 1/02).
Наиболее близким известным техническим решением, выбранным за прототип, является способ правки толстого листа, включающий знакопеременный упругопластический изгиб листа в роликоправильной машине (авт. свид. СССР №816612, опубл. 30.03.81, Мкл B21D 1/00).
Однако аналоги и прототипы обладают тем основным недостатком, что при использовании толстого листа у потребителя для изготовления изделий цилиндрической формы, например газонефтепроводных труб большого диаметра, значительно снижается предел текучести σт металла толстого листа. То есть возникает эффект Баушингера, когда при перемене знака нагрузки деформации (во время вальцевания листа в цилиндр) обнаруживается понижение сопротивления начальным пластическим деформациям металла.
В основу изобретения поставлена задача подавления эффекта Баушингера при деформировании стального толстого листа у потребителя металла при изготовлении продукции цилиндрической формы, например газонефтепроводных труб большого диаметра, путем выбора оптимальных режимов правки прокатанного стального толстого листа для штрипсовой стали.
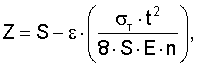
Поставленная задача решается тем, что в способе правки толстого листа, например для штрипсовой стали, включающем знакопеременный упругопластический изгиб листа в роликоправильной машине, согласно изобретению перед знакопеременным упругопластическим изгибом проводят противофлокенную обработку листа, определяют фактическое значение предела текучести σ данной партии штрипсовой стали и по диаграмме n - σт находят фактическое значение коэффициента жесткости правки n для данной партии штрипсовой стали, после чего с учетом найденных значений σт и n и фактического значения температурного коэффициента ε, найденного по диаграмме ε - Т, где Т - температура конца противофлокенной обработки °С, задают зазор между роликами правильной машины по формуле
где S - толщина выправляемого листа, мм;
ε - температурный коэффициент как функция от Т;
σт - предел текучести, Н/мм2;
t - шаг роликов, мм;
Е=21,07·104, Н/мм2 - модуль упругости;
n - коэффициент жесткости правки как функция от σт,
и затем осуществляют знакопеременный упругопластический изгиб листа при температуре конца противофлокенной обработки.
Экспериментально доказано, что новая совокупность ограничительных и отличительных признаков заявляемого способа является причиной, а достигаемый технический результат - подавление эффекта Баушингера, возникающего при деформации стального толстого листа у потребителя, - его следствием.
Ниже изобретение поясняется на примере его выполнения со ссылкой на прилагаемые чертежи, на которых представлены:
на фиг.1 - схема осуществления предлагаемого способа правки толстого листа для штрипсовой стали (после противофлокенной обработки);
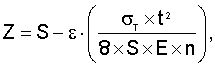
на фиг.2 - диаграмма n - σт;
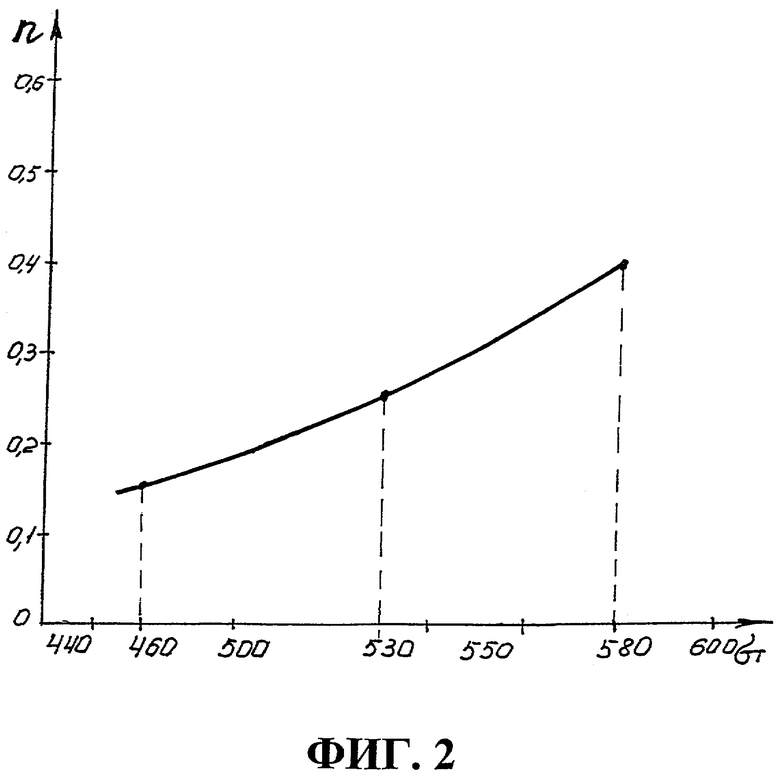
на фиг.3 - диаграмма ε - Т.
Предлагаемый способ правки толстого листа для штрипсовой стали осуществляют следующим образом.
Перед правкой проводят противофлокенную обработку (ПФО) толстых листов в штабеле с целью выделения из металла диффузионно-подвижного водорода при замедленном охлаждении с температуры 450...500°С до 20...100°С.
До укладки листов на ПФО для данной партии штрипсовой стали путем механических испытаний образцов определяют фактическое значение предела текучести σт (Н/мм2) и по специально составленной диаграмме n - σт находят фактическое значение коэффициента жесткости правки n для данной партии штрипсовой стали.
Затем по специально разработанной диаграмме ε - Т находят фактическое значение температурного коэффициента в зависимости от фактического значения Т конца противофлокенной обработки.
После этого задают зазор между верхними 1 и нижними 2 роликами правильной машины по формуле
где S - толщина выправляемого листа, мм;
ε - температурный коэффициент как функция от Т;
σт - предел текучести, Н/мм2;
t - шаг роликов, мм;
Е=21,07·104, Н/мм2 - модуль упругости;
n - коэффициент жесткости правки как функция от σт.
Затем задают толстый лист 3 между верхними 1 и нижними 2 роликами роликоправильной машины (РПМ) и с учетом заданных режимов подвергают лист 3 знакопеременному упругопластическому изгибу за 3...5 проходов.
Конкретные примеры выполнения данного способа осуществляют с помощью таблицы расчета режимов правки толстых листов на РПМ, специально разработанной на основе экспериментов, проведенных на ОАО "Мариупольский металлургический комбинат им. Ильича".
Таблица расчета режимов правки толстых листов на РПМ с учетом диаграмм n - σт и ε - Т
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463360C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463359C1 |
| СПОСОБ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1998 |
|
RU2138354C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2040983C1 |
Изобретение относится к области обработки металлов давлением, в частности к правке листового металла. В роликоправильной машине лист подвергают знакопеременному упругопластическому изгибу, перед которым проводят противофлокенную обработку листа. Определяют фактическое значение предела текучести данной партии штрипсовой стали, находят фактическое значение коэффициента жесткости правки для данной партии штрипсовой стали по составленной для штрипсовой стали диаграмме n - σт. Фактическое значение температурного коэффициента определяют по составленной для штрипсовой стали диаграмме ε - Т. Зазор между роликами правильной машины задают по расчетной формуле. При этом знакопеременный упругопластический изгиб листа осуществляют при температуре конца противофлокенной обработки. Повышается качество продукции, изготовленной из толстого листа, за счет повышения предела текучести металла. 3 ил., 1 табл.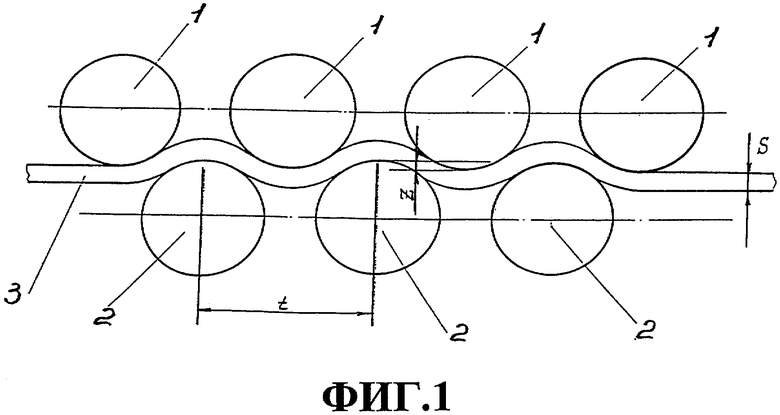
Способ правки толстого листа штрипсовой стали, включающий знакопеременный упругопластический изгиб листа в роликоправильной машине, отличающийся тем, что перед знакопеременным упругопластическим изгибом проводят противофлокенную обработку листа, определяют фактическое значение предела текучести данной партии штрипсовой стали, находят фактическое значение коэффициента жесткости правки для данной партии штрипсовой стали по составленной для штрипсовой стали диаграмме n - σt и фактическое значение температурного коэффициента по составленной для штрипсовой стали диаграмме ε - Т, задают зазор между роликами правильной машины по формуле
где S - толщина выправляемого листа, мм;
ε - температурный коэффициент как функция от Т;
σт- предел текучести, Н/мм2;
t - шаг роликов, мм;
Е=21,07·104, Н/мм2 - модуль упругости;
n - коэффициент жесткости правки как функция от σt;
Т - температура конца противофлокенной обработки, °С,
а знакопеременный упругопластический изгиб листа осуществляют при температуре конца противофлокенной обработки.
| Способ правки горячекатанногопРОКАТА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1978 |
|
SU816612A1 |
| Способ правки листового проката | 1973 |
|
SU460091A1 |
| СПОСОБ ПРАВКИ ПРОКАТА И РОЛИКОПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136421C1 |
| US 3420082 A, 07.01.1969 | |||
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2006609C1 |

