(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО МАШИНЫ ВЫКЛЮЧЕНИЯ ФОРМОВОЧНОЙ
мовочноР смеси методом встряхивания и не может быть использовано при уплотнении формовочной смеси, например, методом прессования или воздушным импульсом, что снижает технологические возможности устройства.
Цель изобретения - расширение технологических возможностей, повышение надежности .и долговечности устройств
Указанная цель достигается тем, что Ецуп смонтирова н в расточке корпуса с возможностью возвратно-поступательного перемещения в плоскости перпендикулярной направлению перемещения смеси, и выполнен в виде стержня с гсловкой, установленной в потай в боковой стенке корпуса, а привод перемещения щупа выполнен в виде регулируемого дифференциального механизма и отключающие контакты расположены, за пределами корпуса, при . этом один из контактов связан со щупом пневматически.
А также тем, что регулируемый дифференциальный механизм выполнен в .виде упругой оболочки, закрепленной на поверхности корпуса, и размещенных в расточке корпуса, соосной расточке под щуп, поршня со штоком, соединенным со щупом через упругий элемент, шайбы, связанной с корпусом при помощи пропущенной через отверстия в поршне П-образной тяги, шарнирно соединённой с регулировочным винтом, и установленной между шайбой и поршнем корсетной пружины
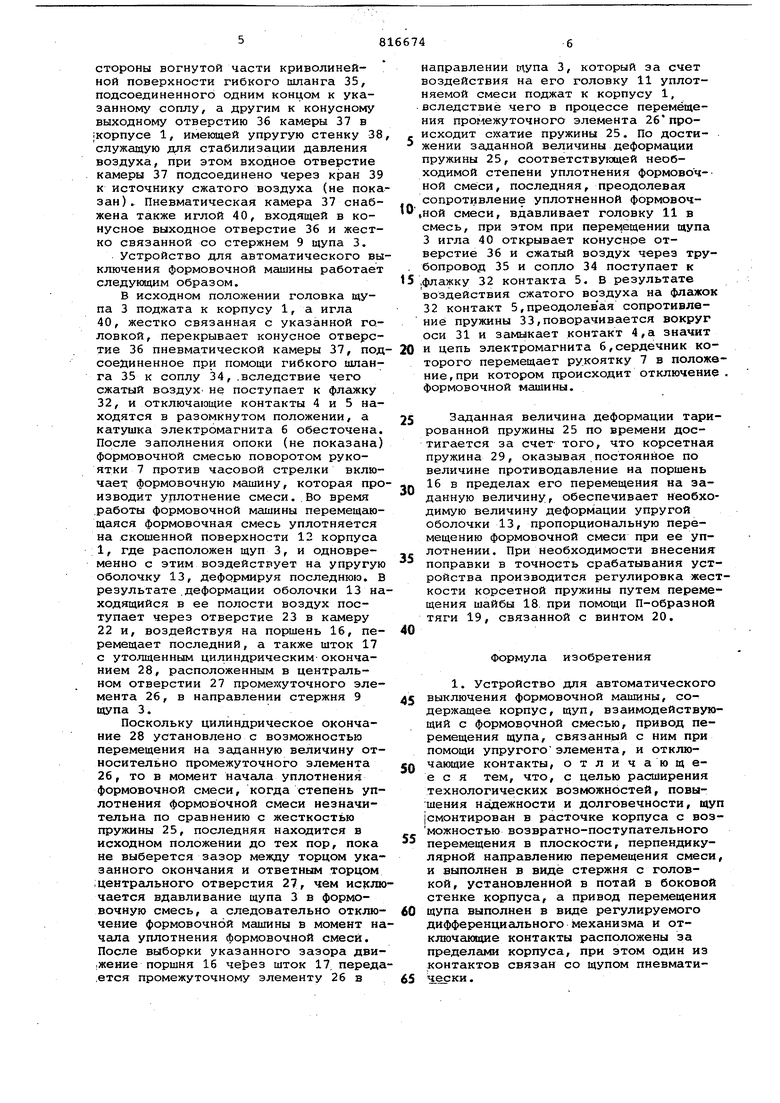
На чертеже изображено устройство, продольный разрез.
Устройство для автоматического выключения формовочной машины содержит корпус 1, смонтированный на. подмодельной плите 2, щуп 3 для контроля степени уплотнения формовочной смеси, привод перемещения щупа 3 и отключающие контакты 4 и 5, подсоединенные к цепи электромагнита 6, сердечник которого связан с рукояткой 7 управления формовочной машиной. ВДуп 3 установлен в расточке 8 корпуса 1 с.возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной направлению перемещения смеси при ее уплотнении, и выполнен в виде стержня 9 с головкой 10, имеющей сферическое окончание 11, установленной в потай в скошенной бокс ой поверхности 12 корпуса 1.
Привод перемещения щупа 3 выполнен в виде регулируемого дифферентциального механизма, который содержит воспринимающую давление уплотняемой смеси упругую оболочку 13, например из резины, герметично закрепленную на поверхности 14 корпуса 1, а также размещенные в расточке 15 соосной расточке В под щуп 3, поршень 16 со штоком 17, шайбу 18, связанную с корпусом 1 при помощи П-образной тяги 19, пропущенной через
отверстия в поршне 16 и шарнирно соединенной с регулировочным винтом 20, ввинченным в донную часть резьбовой втулки 21, внутреняя поверхность которой образует с тгорцовой поверхностью поршня 16 камеру 22, соединенную каналом 23 с полостью упругой оболочки 13, а ее торцовая поверхнос 24 служит упором для поршня 16. Шток 17 поршня 16 соединен со щупом 3 при помощи задатчика степени уплотнения формовочной смеси, представляющим собой упругий элемент в виде тарированной по усилию пружины 25, причем связь указанного штока с одним из концов пружины 25 осуществляется при помощи промежуточного элемента 26, в центральном отверстии 27 которого установлено с возможностью перемещения в осевом направлении на заданную величину утолщенное цилиндрическое окончание 28 штока 17, чем исключается перемещение щупа 3 в момент начала уплотнения смеси, когда степень уплотнения смеси незначительна по сравнению с жесткостью пружины 25 в момент начала ее деформации.
Кроме того, между поршнем 16 и шайбой 18 установлена корсетная пружина 29, представляющая собой пружину переменной жесткости, обеспечивающая при перемещении поршня 16 (за счет сжатия ее крайних витков) практически постоянное по величине про тиводавление, воздействующее на поршень 16, а значит и на упругую оболочку 13 при ее деформации в процессе уплотнения смеси,при этом жесткость упругой оболочки 13 и жесткост крайних деформируемых витков корсетной пружины 29выбирается из условия перемещения поршня 16 на величину сжатия тарированной пружины 25, при которой сила упругости пружины, во,здействующая на щуп 3, пропорциональна заданной степени уплотнения- смеси . Корректировка жесткости корсетной пружины 29 осуществляется при помощи регулировочного винта 20.
Для исключения отрицательного воздействия ударов и вибраций, возникающих при уплотнении смеси на отключающие контакты 4 и 5, последние вынесены за пределы корпуса 1 и размещены на неподвижном основании 30, при Э.ТОМ контакт 4 закреплен на основании 30 неподвижно, а контакт 5 выполнен двуплечим и установлен с возможностью поборота на оси 31, причем одно из плеч контакта 5 снабжено флажком 32 с криволинейной поверхностью и связано пружиной 33 сжатия, с основанием 30, и пневматически со щупом 3.
Пневматическая связ,ь щупа 3 с контактом 5 выполнена в виде сопла 34, жестко связанного с основанием 30 и установленного напротив флажка со
стороны вогнутой части криволинейной поверхности гибкого шланга 35, подсоединенного одним концом к указанному соплу, а другим к конусному выходному отверстию 36 камеры 37 в jKOpnyce 1, имеющей упругую стенку 38 служащую для стабилизации давления воздуха, при этом входное отверстие камеры 37 подсоединено через кран 39 к источнику сжатого воздуха (не показан). Пневматическая камера 37 снабжена также иглой 40, входящей в конусное выходное отверстие 36 и жестко связанной со стержнем 9 щупа 3.
Устройство для автоматического выключения формовочной машины работает следующим образом.
В исходном положении головка щупа 3 поджата к корпусу 1, а игла 40, жестко связанная с указанной головкой, перекрывает конусное отверстие 36 пневматической камеры 37, подсоединенное при помощи гибкого вшанга 35 к соплу 34, .вследствие чего сжатый ВОЗДУХ не поступает к флажку 32, и отключающие контакты 4 и 5 находятся в разомкнутом положении, а катушка электромагнита 6 обесточена. После заполнения опоки (не показана) формовочной смесью поворотом рукоятки 7 против часовой стрелки включает формовочную машину, которая производит уплотнение смеси..Во время .работы формовочной машины перемещающаяся формовочная смесь уплотняется на .скошенной поверхности 12 корпуса 1, где расположен щуп 3, и одновременно с этим воздействует на упругую оболочку 13, деформируя последнюю. В результате деформации оболочки 13 находящийся в ее полости воздух поступает через отверстие 23 в камеру 22 и, воздействуя на поршень 16, перемещает последний, а также шток 17 с утолщенным цилиндрическим-окончанием 28, расположенным в центральном отверстии 27 промежуточного элемента 26, в направлении стержня 9 щупа 3.
Поскольку цилиндрическое окончание 28 установлено с возможностью перемещения на заданную величину относительно промежуточного элемента 26, то в момент начала уплотнения формовочной смеси, когда степень уплотнения формовочной смеси незначительна по сравнению с жесткостью пружины 25, последняя находится в исходном положении до тех пор, пока не выберется зазор между торцом указанного окончания и ответным торцом центрального отверстия 27, чем исключается вдавливание щупа 3 в формовочную смесь, а следовательно отключение формовочной машины в момент начала уплотнения формовочной смеси. После выборки указанного зазора дви|Жение поршня 16 через шток 17, переда.ется промежуточному элементу 26 в
направлении щупа 3, который за счет воздействия на его головку 11 уплотняемой смеси поджат к корпусу 1, .вследствие чего в процессе перемещения промежуточного элемента 26 про- исходит сжатие пружины 25. По достижении заданной величины деформации пружины 25, соответствующей необходимой степени уплотнения формовоч-ной смеси, последняя, преодолевая сопротивление уплотненной формовоч0 ной смеси, вдавливает головку 11 в смесь, при этом при перемещении щупа 3 игла 40 открывает конусное отверстие 36 и сжатый воздух через тру. бопровод 35 и сопло 34 поступает к
5 .флажку 32 контакта 5, В результате воздействия сжатого воздуха на флажок 32 контакт 5, преодолевая сопротивление пружины 33,поворачивается вокруг оси 31 и замыкает контакт 4,а значит
0 и цепь электромагнита 6,сердечник которого перемещает рукоятку 7 в положение, при котором происходит отключение . формовочной машины.
5 Заданная величина деформации тарированной пружины 25 по времени достигается за счет- того, что корсетная пружина 29, оказывая постоянное по величине противодавление на поршень
.« 16 в пределах его перемещения на заданную величину, обеспечивает необходимую величину деформации упругой оболочки 13, пропорциональную перемещению формовочной смеси при ее уплотнении. При необходимости внесения
5 поправки в точность срабатывания устройства производится регулировка жесткости корсетной пружины путем перемещения шайбы 18. при помощи П-образной тяги 19, связанной с винтом 20,
0
Формула изобретения
1. Устройство для автоматического
5 выключения формовочной машины, содержащее корпус, щуп, взаимодействующий с формовочной смесью, привод перемещения щупа, связанный с ним при помощи упругогоэлемента, и отклюл чающие контакты, отличающееся тем, что, с целью расширения технологических возможностей, повышения надежности и долговечности, щуп |смонтирован в расточке корпуса с возможностью возвратно-поступательного
перемещения в плоскости, перпендикулярной направлению перемещения смеси, и выполнен в виде стержня с головкой, установленной в потай в боковой стенке корпуса, а привод перемещения
0 щупа выполнен в виде регулируемого дифференциального механизма и отключающие контакты расположены за пределами корпуса, при этом один из контактов связан со щупом пневматически.
2. Устройство по п. 1, отличающееся тем, что регулируемый дифференциальный механизм выполнен в виде упругой оболочки, закрепленной на поверхности корпуса, и размещенных в расточке корпуса, соосной расточке под щуп, поршня со штоком, соединенным со щупом через упругий элемент, шайбы,.связанной с корпусом при помощи пропущенной чере отверстия в поршне П обраэной тяги, шарнирно соединенной с регулировочным винтом, и установленной между шайбой и поршнем корсетной-пружины.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 153542, кл. В 22 С 19/04, 1961.,
2,Чунаев М. Основы конструи-;. рования автоматических.устройств литейного производства..Машиностроительная литература, 1960, с. 318, фиг.224..
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПОДАТЛИВОСТИ СЛИЗИСТОЙ ОБОЛОЧКИ ЧЕЛЮСТЕЙ | 2003 |
|
RU2240079C2 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| Формовочная машина для изготовления форм кольцевых элементов | 1986 |
|
SU1369853A1 |
| Клапан для редуцирования давления в тормозной системе автомобиля | 1976 |
|
SU728733A3 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ С ОДНОСТОРОННИМ УПРАВЛЕНИЕМ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2242575C1 |
| Моторизованный молоток автономного действия | 1990 |
|
SU1703812A1 |
| Бесшатунный двигатель внутреннего сгорания | 1984 |
|
SU1262074A1 |
| Пневматическая машина ударного действия | 1983 |
|
SU1131647A1 |
| Устройство для активации пульпы | 1986 |
|
SU1344420A1 |
| Формовочная машина | 1990 |
|
SU1773551A2 |
; .LfafL 10 9 в 25 ZSffZa 15- 18 23 t7,, 2B2t
