(5) СПОСОБСБОРКИ плоских ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки плоских деталей | 1989 |
|
SU1710195A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ | 2002 |
|
RU2296960C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СИСТЕМА ПРОФИЛЕЙ ДЛЯ ЗАКРЕПЛЕНИЯ ПАНЕЛИ НА ФАСАДЕ ЗДАНИЯ И СПОСОБ ЕЕ УСТАНОВКИ | 2020 |
|
RU2741424C1 |
| КОМПОЗИЦИОННЫЙ ДЕРЕВЯННЫЙ БРУС | 2006 |
|
RU2357054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫХОДНОГО ОКНА ГАЗОВОГО ЭЛЕКТРОЛЮМИНЕСЦЕНТНОГО ДЕТЕКТОРА ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 1996 |
|
RU2139778C1 |
| ИГРОВАЯ РУЛЕТКА | 2002 |
|
RU2212923C1 |
| ФАСАДНАЯ СИСТЕМА С ОБЛИЦОВОЧНЫМИ ПАНЕЛЯМИ ИЗ ЗАКАЛЕННОГО СТЕКЛА | 2021 |
|
RU2803028C2 |
, 1
Изобретение относится к машиностроению и может быть использовано для сборки плоских деталей с обеспечением заданного размера меходу деталями при регулировочных и пригоночных работах.
Известен способ сборки плоских деталей, заключающийся в том, что между собираемыми деталями размещают промежуточные элементы В виде клеевой прослойки и метешлической прокладки и устанавливают заданный размер между деталями путем деформации одного из элементов, например, металлической прокладки в виде колец 11 .
Недостатком известного способа сборки плоских деталей является получение неразъемного соединения И невозможность обеспечения подвижности соединяе1«их деталей в сборе.
Цель изобретения - обеспечение подвижности соединяемых деталей в сборе.:
Указанная цель, достигается за счет того, что в способе сборки плоких деталей, при котором меходу собираемыми деталями размещают npOMsV жуточные элементы в виде клеевой прослойки и металлической Прокладки
и устанавливают заданный размер между деталями путем деформации одного из элементов, в качестве металлической прокладки берут намагниченные закаленные шарики, а заданный размер устанавливают путем деформации клеевой прослойки, при этом между металлической прокладкой и одной из собираемых деташей помещают разделительный слой.
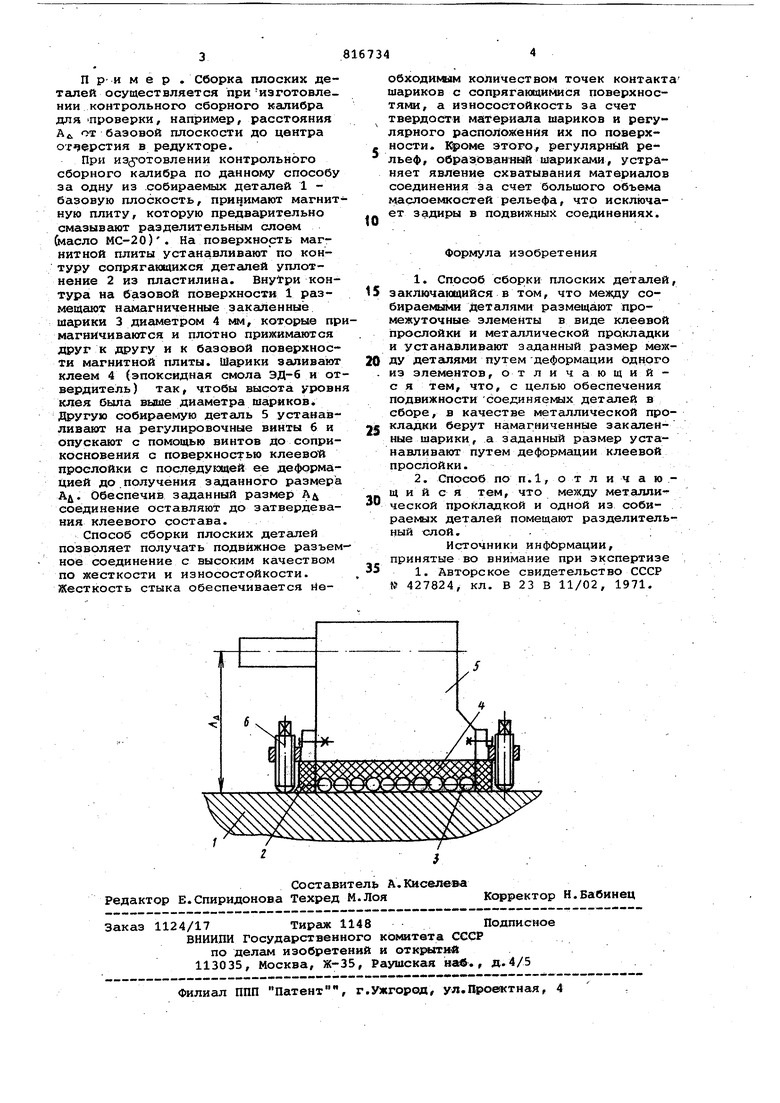
На чертеже представлена схема сборки плоских деталей.
Способ сборки плоских детал.ей осуществляется следующим образом.
Поверхность одной лз собираемых деталей 1 смазывают разделительным слоем и по.контуру стыка размещают уплотнение 2. Внутри контура располагают промежуточные элементы: металлическую прокладку в виде намагниченных закаленных шариков 3, которые образуют регулярный рельеф и клеевую прослойку 4. Затем деталь 1 соединяют с обезжиренной поверхностью другой собираемой детали 5. Для этого деталь 5 с помощью регулировочных винтов 6 опускают, деформируя клеевую прослойку 4 до получения заданного размера между соединяемыми деталями 1 и 5.
