(54) СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ТРУБЧАТОЙ ФОРМБ1
НА ШВЕЙНОЙ МАШИНЕ И УСТРОЙСТВО ДЛЯ ЕГО
ОСУШЕСТВЛЕНИЯ
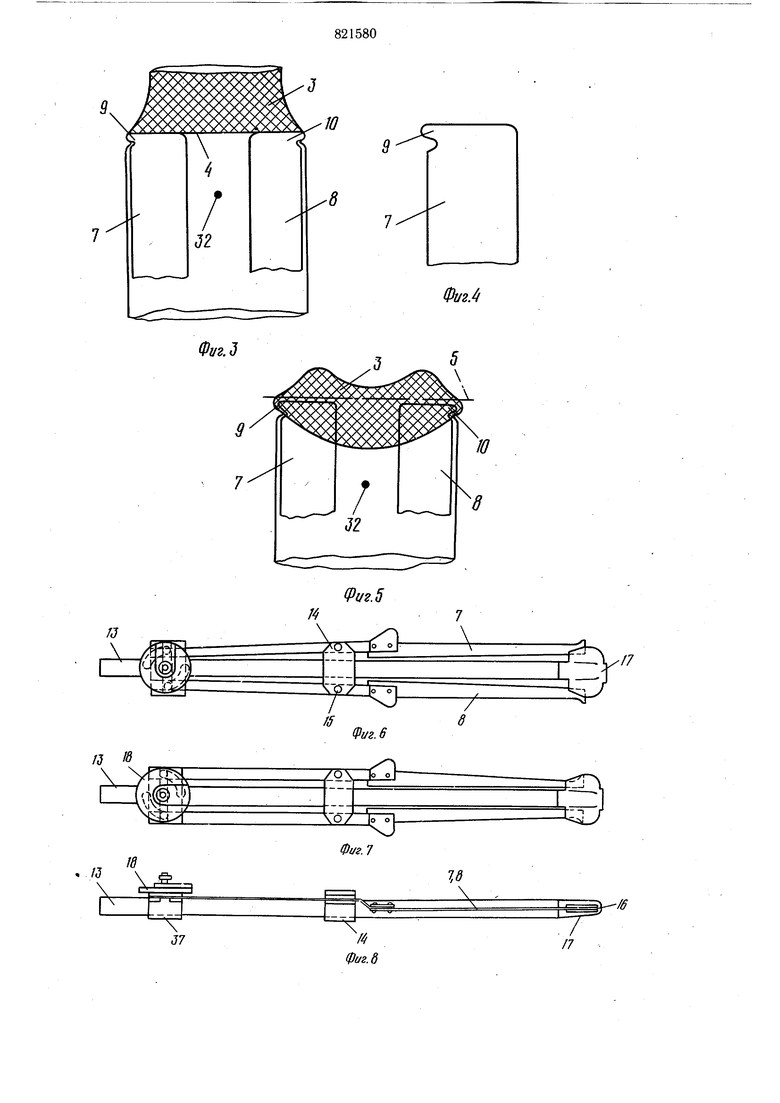
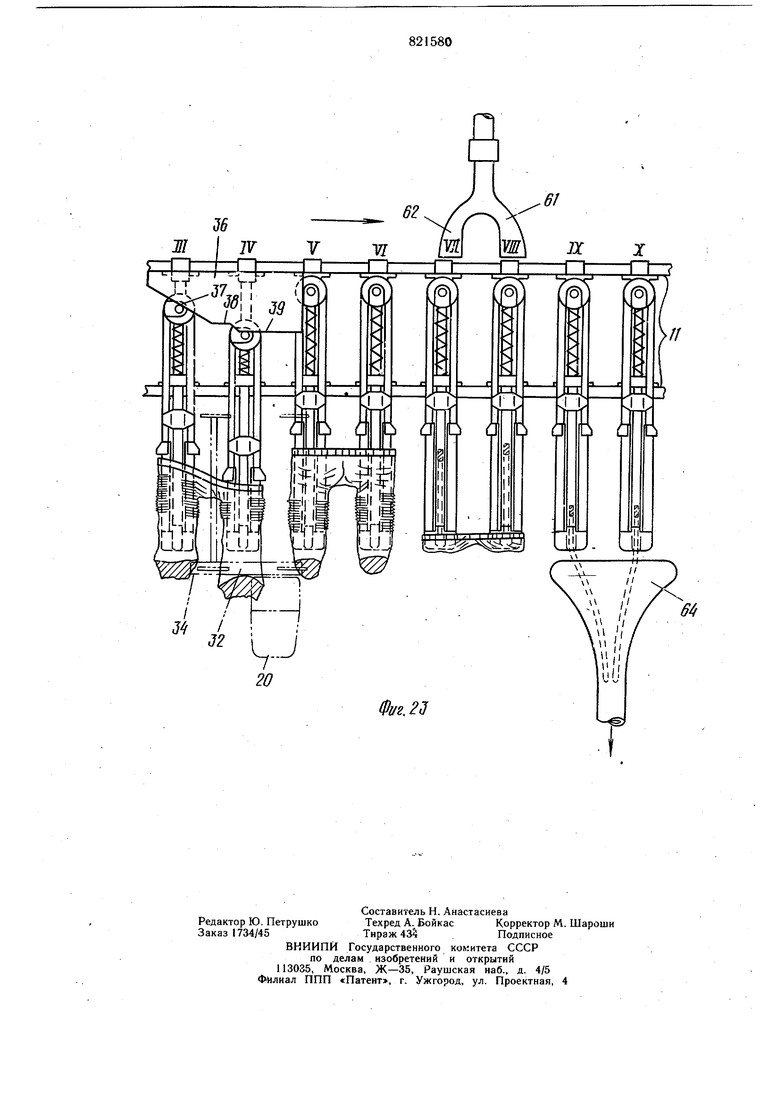
на фиг. 4 - верхняя часть направляющего пальца, вид сбоку; на фиг. 5 - состояние прострочки, вид сбоку (увеличено); на фиг. б - направляющие пальцы, расположенные в поперечном направлении; на фиг. 7 - то же, втянуты; на фиг. 8 - удерживающий элемент блока, вид сбоку; на фиг. 9 - расположение чулка в положении готовности; на фиг. 10 - положение с расставленными направляющими пальцами; на фиг. 11 - несущий щтифт в зацеплении с бесшовным чулком; на фиг. 12 - прямолинейная прострочка указанного, бесшовного чулка; на фиг. 13 - устройство, вид в перспективе; на фиг. 14 - сечение, соответствующее фигурам 11 и 12; на фиг. 15 - направляющий щтифт на фиг. 13, вид в перспективе; на фиг. 16 - устройство, показанное на фиг. 13, вид сверху; на фиг. 17 - устройство, показанное на фиг. 13, вид сбоку; на фиг. 18 - вид, аналогичный фиг. 13; на фиг. 19 - вид сечения, аналогичный фиг. 14; на фиг. 20 - устройство для закрывания носка; на фиг. 21 - вид, аналогичный фиг. 20, устройство для закрывания носков колготок; на фиг. 22 - вид последовательных положений части устройства на фиг. 21; на фиг. 23 - вид сверху, аналогичный ; фиг. 22, на котором указана стадия закры. вания носков и последующий процесс для удаления колготок из устройства.
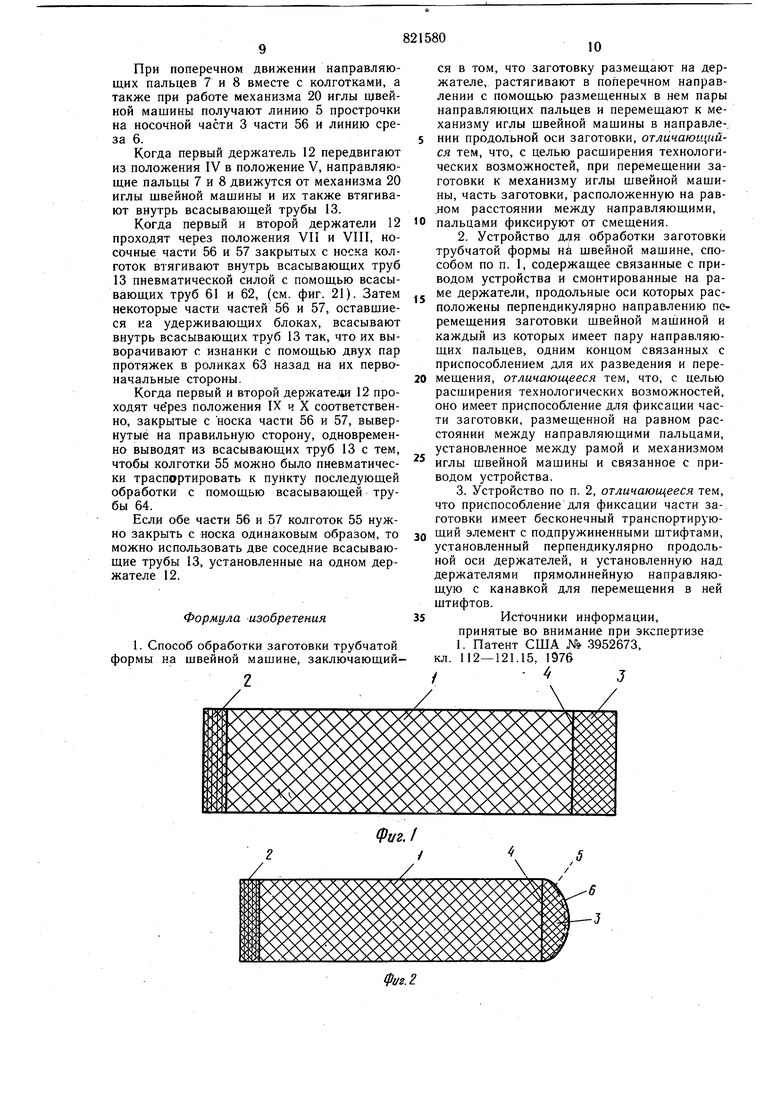
Бесшовный чулок, который можно закрыть с носка с помощью предлагаемого устройства (сти. фиг. 1) состоит из ножной части 1 чулка, рубчиковой части 2, содержащей резиновые нити, и носочной части 3, присоединенной к- одному концу 1 линией 4 соединения. На фиг. 2 показан закрытый с носка бесшовный чулок. Линия 4 соединения является прямой линией.
После деформирования линии 4 соединения по направлению к ноге, чулок прострачивают по прямой линии 5, определяемой по обеим конечным точкам линии соединения 4, причем край б среза закрытой с носка части 3 выполняют параллельно прямой линии, затем освобождают чулок в первоначальное состояние. В момент освобождения деформирования линия 4 соединения восстанавливается до своего первоначального прямого состояния в связи с хорощей восстанавливающей способности материала.
После растягивания чулка в поперечном направлении (фиг. 3) линии 4 соединения придают прямолинейную форму за счет использования направляющих пальцев 7 и 8, имеющих выступающие наружу точки 9 и 10 на верхней части, которые размещены на конечных точках линии 4 соединения. Устройство содержит смонтированные на раме 11 держатели 12, на которых неподвижно закреплены всасывающие трубы 13. Продольные оси держателей 12 расположены перпендикулярно направлению перемещения чулка. Каждый держатель 12 имеет пару
направляющих пальцев 7 и 8, установленных с возможностью вращения на сторонах перед 1его скользящего элемента 14 на осях 15. Передние части направляющих пальцев 7 и 8 могут входить с возможностью скольжения в две направляющие щели 16 опорного элемента 17. Направляющие пальцы 7 и 8 одними концами связаны с приспособлением для их разведения и перемещения, выполненным в виде круглой пластины 18, установленной на задней части скользящего
О элемента 19.
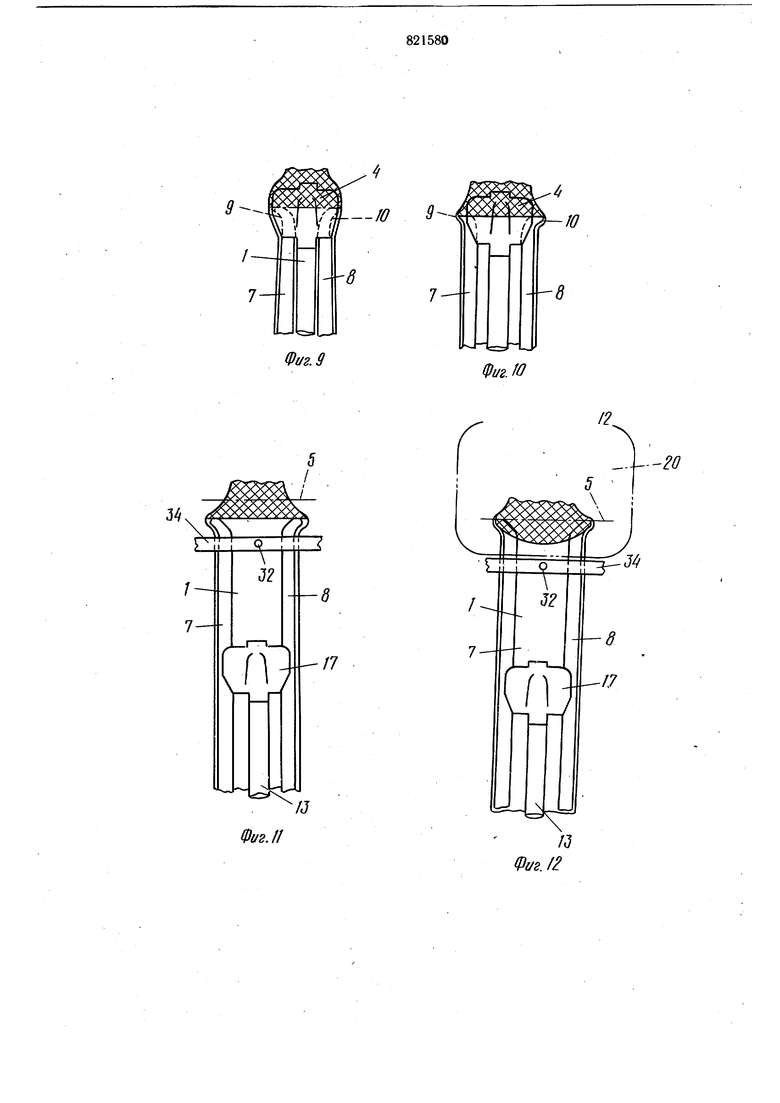
При повороте на четверть оборота пластины 18 передние части пальцев 7 и 8 располагаются в открытом положении (фиг. б). Если пластина 18 повернута в противополож, ном направлении, то передние части направляющих пальцев 7 и 8 возвращаются в положение готовности, как показано на фиг. 7. Между рамой 11 и механизмом 20 иглы щвейной машины установлено приспособление для фиксации части чулка, которое имеет бесконечный транспортирующий элемент, включающий цепной ведущий вал 21 с передним: и задним ценными колесами 22 и 23 и ведомый вал 24 с аналогичными колесами 25 и 26. Через пары цепных колес 22 и.25, а также 23 и 26 проходят в зацеплении с ни ми бесконечные цепи 27 и 28.
На бесконечной цепи 27 установлено множество равноотстоящих приводных элементов 29, причем один приводной выступ 30 выступает -из держателя 12 для того, чтобы
0 выступ 30 толкал приводной элемен т 29. При водной элемент 29 движется на цепи 27 с той же скоростью и в том же направлении, что и держатель 12.
На бесконечной цепи 28 установлено то
5 же число равноотстоящих штифтовых держателей 31 (фиг. 14 и 15), что и приводных элементов 29 (см. фиг. 13). Направляющий штифт 32 удерживается вертикально на штифтовом держателе 31 (см. фиг. 14). Верхняя часть штифта 32 направлена вертикаль° но и проходит в плоскости бесконечной цепи 28. Штифт 32 удерживается с возможностью скольжения внутри отверстия штифтового держателя 31. Нормальное положение штифта 3 относительно держателя ЗГ поддерлси5 вается за счет установки между ними и пружины 33 так, что длина части штиф- а 32, выступающая из держателя 31, остается по; стоянной. Если на штифт 32 действует некоторое давящее усилие, он может скользить вниз внутри отверстия штифтового держателя 31. Над держателями 12 установлена прямолинейная направляющля 34 с канавкой для перемещения в ней штифтов 32. На скользящем элементе 19 (фиг. 8) установлен с возможностью вращения кулачковый ролик 35. Кулачковая пластина 36 снабжена тремя кулачковыми поверхностями 37, 38 и 39, которые приходят в контакт с роликом 35 толкателя.
Соответственно движению держателя 12 по направлению вправо (см. фиг. 13), кулачковый ролик 35 приходит в контакт с кулачковой поверхностью 37, которая действует на блок, толкая его вперед вдоль всасьшающей трубы 13 против пружинящего усилия пружины 40. Когда кулачковый ролик 35 приходит в контакт с кулачковой поверхностью 38, относительное расположение блока и всасывающей трубы 13 становится таким, как показано на фиг. 11. Когда кулачковй ролик 35 приходит в контакт с кулачковой поверхностью 39, указанное расположение становится таким, как показано на фиг. 12. Следовательно, указанный кулачковый ролик 35 остается в контакте с указанной кулачковой поверхностью 39 в течение такого времени, которое нужно затратить для закрывания носка и завершения прострочки носочной части 3. Когда кулачковый ролик 35 приходит в контакт со средней точкой кулачковой поверхности 38, а приводящий выступ 30 на держателе 12 приходит в контакт с одним из приводных элементов 29 бесконечной Рпи 27, направляющий штифт 32 располагается в вертикальной плоскости, содержащей ось вала 21 (фиг. 13).
Когда направляющий штифт 32 толкают вверх в точку, расположенлую на центральной линии чулка при взаимодействии с прямолинейной направляющей 34, штифт 32 удерживает среднюю часть чулка от вытаскивания вперед, хотя обе боковые части середины чулка можно продвинуть вперед по отношению к движению вперед блока (фиг. 11).
После продвижения блока чулку придают форму, показанную на фиг. 12, и поддерживают ее с момента, когда кулачковый ролик 35 придет в контакт с левым концом кулачковой поверхности 39 (см. фиг. 13), до момента, при котором кулачковый родик 35 достигнет правого конца кулачковой поверхности 39. Когда держатели 12 вместе с бесшовными чулками проходят вдоль прямой линии рамы 11 и движутся поперек к центральной .линии чулка, его прострачивают (см. фиг. 5). По мере дальнейшего продвижения держателя 12 и выхода кулачкового р|Олика 35 из контакта с кулачйрвой поверхностью 39 штифт 32 выходит из зацепления с чулком, так как он на бесконечной цепи 28 уже находится в своем наклонном положении (см. фиг. 13). По мере продвижения блока дальше от механизма иглы швейной машины под действием пружины 40 закрытый с носка бесшовный чулок надевают на всасывающую трубу 13.
Закрытый с носка край 6 бесшовного чуЛка входит в зацепление с передним краем опорного элемента 17, посредством чего подготавливают закрытый бесшовньш чулок и втягивают его внутрь всасывающей трубы 13. После выполнен 1я прямолинейной линии 5 прострочки на деформированной носочной части Зи освобождения закрытого с носка 3 чулка из устройства получают бесшовный чулок с закрытым носковыми краем дугообразной формы (см. фиг. 2).
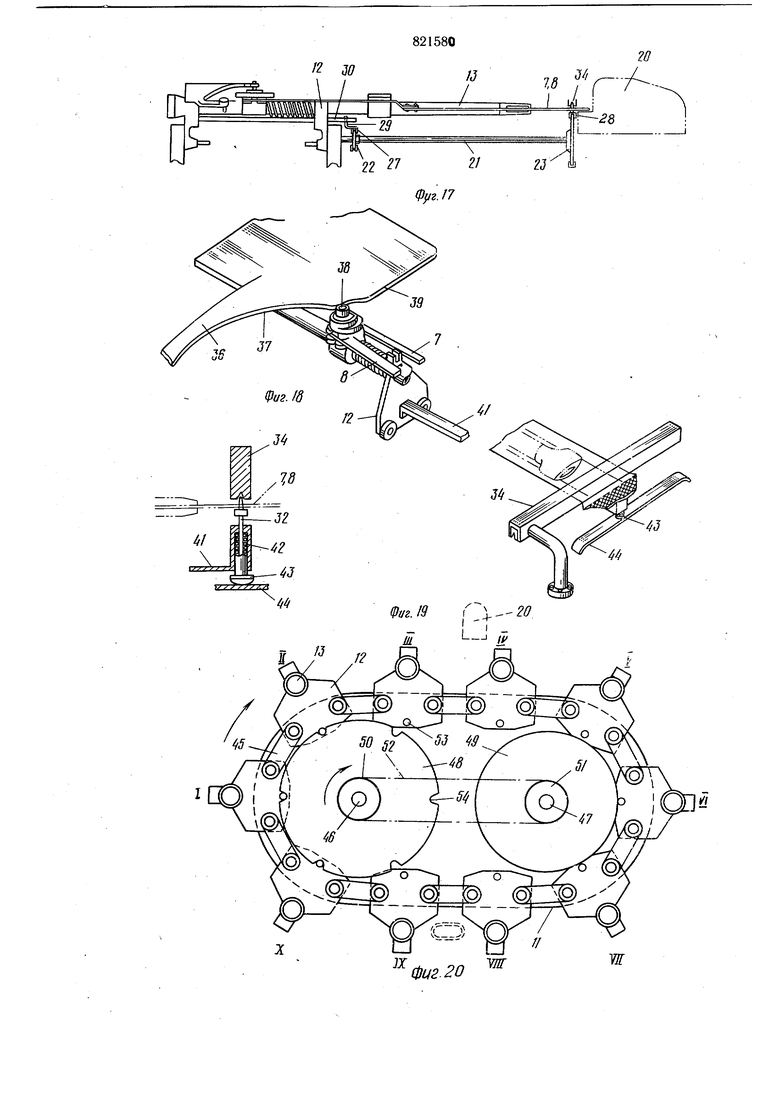
На фиг. 19 показан вариант использования штифта 32, установленного в опорном элементе 41 держателя ,12 таким образом, что верхняя часть штифта 32 может входить в зацепление с канавкой прямолинейной направляющей 34, а пружина 42 установлена таким образом, что верхняя часть штиф та 32 уточнена в опорном элементе 41. Нижняя часть штифта 32 имеет головку 43. Ниже направляющих пальцев 7 и 8 и прямолинейной направляющей 34 расположена направляющая пластина, 44 параллельно прямолинейной направляющей 34. Когда головка 43 входит в контакт с верхней поверхност ю прямолинейной направляющей 34, штифт 32 проталкивается вверх, преодолевая пружину 42 и поддерживается в таком состоянии все время, пока штифт 32 скользит вдоль по поверхности направляющей пластины 44 при поперечном движении держателя 12. В этом случае верхняя часть штифта 32 выступает вверх из поверхности направляющих пальцев 7 и 8 и входит в зацепление с канавкой прямолинейной правляющей 34. Когда держатель 12 (фиг. 18) проходит вдоль рамы 11, блока всасывающей трубы 13 и направляющих пальцев 7 и 8, бесшовный чулок и штифт 32 вместе перемещаются вбок вдоль прямолинейной направляющей 34. При таком боковом перемещении, аналогичном перемещению на фиг. 13, можно осуществить прострачивание прямолинейной линии 5 прострочки (фиг. 2)
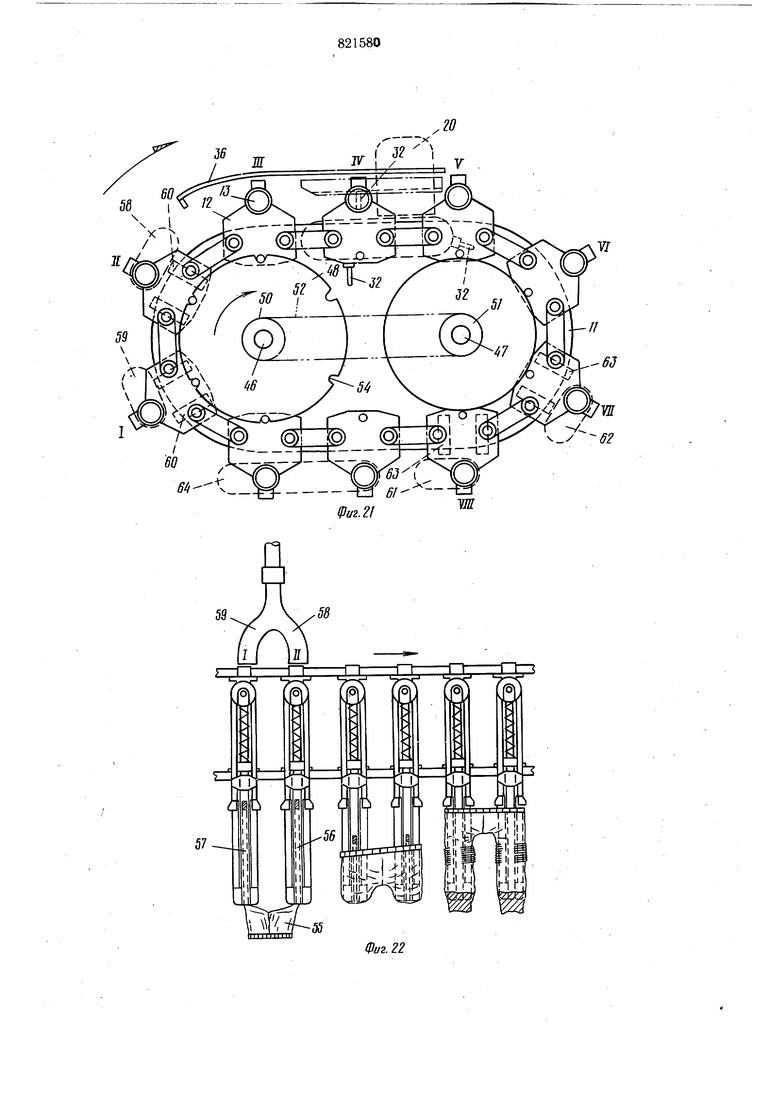
На фиг. 20 показаны десять отдельных держателей 12, расположенных вдоль овального прохода, который выполнен на раме 11. Держатели 12 соединены цепными звеньями 45, образующими одну бесконечную цель. На раме И установлены с возможностью вращения на обеих осях овального прохода основной ведущий вал 46 и ведомый вал 47. На ведущем валу 46 неподвижно установлены два ведущих барабана 48, а на ведомом валу 47 - два ведомых направляющих барабана 49 для проталкивания или для направления держателей 1-2. Посредством ведущего цепного колеса 50, установленного на ведущем валу 46 и ведомого цепного колеса 51, установленного на ведомом валу 47, поворотное движение ведущего вала 46 передается к ведомому валу 47 через бесконечную цепь 52.
Пара ведущих барабанов 48 имеет множество зубчатых канавок, расположенных по его периферической поверхности. Каждый держатель 12 также имеет выступ 53, который входит в зацепление с зубчатой канавкой 54 таким образом, что держатель 12 можно проталкивать с помощью пары ведущих барабанов 48. Следовательно, в
случае, показанном на фиг. 20, три держателя 12 проталкивают так, что они проходят по овальному проходу, когда барабан 48 поворачивается вместе с ведущим валом 46, поддерживая зацепление трех выступов 53 с тремя зубчатыми канавками 54,- соответственно. Каждым из десяти символов 1, II, III, IV, V, VI, VII, VIII,IX, X показано определенное положение одного из держателей 12. При движении одного из держателей 12 из положения I в положение И, оператор захватывает рубчиковую часть 2 бесшовного чулка и удерживает его носочную, часть 3 перед всасывающей трубой 13 удерживающего блока. Затем бесшовный чулок всасывают внутрь всасывающей трубы 13, после чего рубчиковую часть 2 располагают поверх свободной концевой части опорного элемента 17 удерживающего блока. Часть чулка, не покрывающую удерживающий блок, автоматически вытаскивают изнутри всасывающей трубы 13, и бесшовный чулок выворачивают наизнанку. В этом случае необходимо удерживать носочную часть 3 бесщовного чулка от надевания на удерживающий блок. Когда один из держателей 12 передвигают из положения II в положение III,раздвигается пара направляющих пальцев 7 и 8 с тем, чтобы растянуть в поперечном направлении носочную часть. Затем направляющие пальцы 7 и 8 вместе с бесшовным чулком продвигают по направлению к механизму 20 иглы швейной машины. После окончания движения вперед направляющий штифт 32 входит в зацепление с чулком, так что одну точку чулка толкают вверх щтифтом 32. Когда один из держателей 12 передвигают из положения III в положение IV,направляющие пальцы 7 и 8 передвигают дальше по направлению к механизму 20 иглы швейной машины до тех пор, пока линия на носочной части 3 чулка, по которой нужно ее прострочить, не войдет в положение прострочки механизма иглы швейной машины 20. При поперечном движении направляющих пальцев 7 и 8 вместе с чулком, а также при работе механизма иглы швейной машины 20, получают линию 5 прострочки на носочной части 3. При движении одного из держателей 12 из положения IV в положение V направляющие пальцы 7 и 8 отодвигают от механизма 20 Иглы швейной мащины и втягивают внутрь всасывающей трубы 13. При движении o)i,Horo из держателей 12 из положения V в положение VI рубчиковую часть 2 бесшовного чулка надевают на всасывающую трубу 13, а из положения VI в положение VII - носочную часть 3 бесшовного чулка всасывают внутрь всасывающей трубы 13, а затем и часть закрытого с нОска бесшовного чулка, оставшуюся на удерживающем блоке, для выворачивания его с изнанки на лицо, после чего, как показано в положении VIII-X, его
пневматически подают в последующую обработку.
На фиг. 22 показан вариант исполнения устройства для закрывания носка колготок.
Колготки 55 состоят из.двух чулочных частей 56 и 57.
Колготки можно одновременно установить на две соседние всасывающие трубы 13 так, что при движении двух соседних держателей 12 из положения II в положение III или из положения I в положение II соответственно оператор зажимает соединяющую часть заготовки колготок 55 и удерживает их чулочные части перед всасывающими трубами 13. Затем части 56 и 57 колготок всасывают внутрь двух соседних всасывающих труб 13 соответственно с помощью всасывающих труб 58 и 59. после чего соединяющую часть колготок 55 надевают поверх обеих соседних свободных концевых частей опорного элемента 17 соседних удерживающих блоков. Часть колготок, надетую на опорные блоки, автоматически надевают поверх внешней поверхности всасывающей трубы 13 с помощью двух пар протяжек в роликах 60 (см. фиг. 21). Таким образом части 56 И 57 колготок 55 выворачивают наизнанку. В этом случае необходимо удержгать носочйые части колготок от надевания на удерживающие блоки. Когда один из держателей 12 передвигают из положения II в положение III, в то время как другой из держателей 12 передвигают из положения I в положение II, раздвигают пару направляющих вальцев 7 и 8 первого держателя 12 с тем, чтобы растянуть в поперечном направлении носочную часть колготок, внутрь которой вставлена пара направляющих пальцев 7 и 8. Затем направляющие пальцы 7 и 8 вместе с частями 56 и 57 колготок 55 продвигают по направлению к механизму 20 иглы швейной машины. После окончания движения вперед направляющий штифт 32 входит в зацепление с колготками, так что одну точку колготок толкают вверх щтифтом 32. Когда второй держатель 12 передвигают ИЗ положения 1 в положениее II, а первый - из положения II в положение III, не происходит раздвижения пары направляющих пальцев 7 и 8 второго держателя. Однако когда второй держатель передвигают из положения II в положение HI, часть 57 колготок захватывается другим штифтом 32. Следовательно, за частью 56 следует с некоторой задержкой часть 57 при сохранении тех же рабочих условий, поэтому описывастся последовательность операций только ДЛЯ части 56. Когда первый держатель 12 передвигают из положения III в положение IV, направляющие пальцы 7 и 8 продвигают вперед по направлению к механизму 20 иглы швейной машины до тех пор, пока линия на носочной части 3 указанной части 56, по которой ее можно прострочить, не подойдет до положения прострочки механизма 20 иглы швейной машины. При поперечном движении направляющих пальцев 7 и 8 вместе с колготками, а также при работе механизма 20 иглы щвейной машины получают линию 5 прострочки на носочной части 3 части 56 и линию среза 6. Когда первый держатель 12 передвигают из положения IV в положение V, направляющие пальцы 7 и 8 движутся от механизма 20 иглы щвейной машины и их также втягивают внутрь всасывающей трубы 13. Когда первый и второй держатели 12 проходят через положения VII и VIII, носочные части 56 и 57 закрытых с носка колготок втягивают внутрь всасывающих труб 13 пневматической силой с помощью всасывающих труб 61 и 62, (см. фиг. 21). Затем некоторые части частей 56 и 57, оставшиеся на удерживающих блоках, всасывают внутрь всасывающих труб 13 так, что их выворачивают с изнанки с помощью двух пар протяжек в роликах 63 назад на их первоначальные стороны. Когда первый и второй держатели 12 проходят через положения IX и X соответственно, закрытые с носка части 56 и 57, вывернутые на правильную сторону, одновременно выводят из всасывающих труб 13 с тем, чтобы колготки 55 можно было пневматически траспортировать к пункту последующей обработки с помощью всасывающей трубы 64. Если обе части 56 и 57 колготок 55 нужно закрыть с носка одинаковым образом, то можно использовать две соседние всасывающие трубы 13, установленные на одном держателе 12. Формула изобретения 1. Способ обработки заготовки трубчатой формы на щвейной машине, заключаюшийся в том, что заготовку размещают на держателе, растягивают в поперечном направлении с помощью размещенных в нем пары направляющих пальцев и перемещают к механизму иглы щвейной мащины в направле-, НИИ продольной оси заготовки, отличающийся тем, что, с целью расширения технологических возможностей, при перемещении заготовки к механизму иглы швейной машины, часть заготовки, расположенную на рав.ном расстоянии между направляющими, пальцами фиксируют от смещения. 2.Устройство для обработки заготовки трубчатой формы на щвейной мащине, способом по п. 1, содержащее связанные с приводом устройства и смонтированные на раме держатели, продольные оси которых расположены перпендикулярно направлению перемещения заготовки щвейной машиной и каждый из которых имеет пару направляющих пальцев, одним концом связанных с приспособлением для их разведения и перемещения, отличающееся тем, что, с целью расширения технологических возможностей, оно имеет приспособление для фиксации части заготовки, размещенной на равном расстоянии между направляющими пальцами, установленное между рамой и механизмом иглы швейной машины и связанное с приводом устройства. 3.Устройство по п. 2, отличающееся тем, что приспособление для фиксации части заготовки имеет бесконечный транспортируюший элемент с подпружиненными штифтами, установленный перпендикулярно продольной оси держателей, и установленную над держателями прямолинейную направляющую с канавкой для перемещения в ней щтифтов. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3952673, кл. 112-121.15. 1976 - J

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕНОСА КОЛГОТОК СО СТРОЧНОЙ ШВЕЙНОЙ МАШИНЫ НА НОСОЧНУЮ ШВЕЙНУЮ МАШИНУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2089687C1 |
| УСТРОЙСТВО И СПОСОБ ПРОШИВКИ МЫСКА КРУГЛОВЯЗАНОГО ИЗДЕЛИЯ | 2017 |
|
RU2734486C2 |
| СПОСОБ СШИВАНИЯ МЫСКА НОСКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2235813C2 |
| МАШИНА И СПОСОБ ТЕРМООТДЕЛКИ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2709427C1 |
| Способ вязания чулочно-носочного изделия | 1980 |
|
SU1028745A1 |
| СПОСОБ ЗАДЕЛКИ МЫСКА ТРУБЧАТОГО ЧУЛКА ИЛИ КОЛГОТОК НА КРУГЛОВЯЗАЛЬНОЙ МАШИНЕ | 1972 |
|
SU342367A1 |
| Линия для производства суровых чулок | 1977 |
|
SU735684A1 |
| ТРИКОТАЖНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ВЯЗАНИЯ | 2006 |
|
RU2379389C2 |
| ТГХКНЧЕСКАЯ БИБЛИОТЕКА | 1969 |
|
SU247448A1 |
| Приспособление для направления трубчатых деталей на швейной машине | 1980 |
|
SU931851A1 |

X IP Q Г
-
Т
fS
17
/
8
Фиг. 6
/j №
LA
Фи2.9
- Ю 3
8
Фиг. fO
Г:
л
32
/- 7
/7
VJ
Ф1/г.//
.1--20 П Х . л Фиг 20 W
Фи2.21
-п7 V 7 ЧЗЛ (д изо ШГ
TTV
Фиг. 23
