Область техники
Изобретение относится к машинам, используемым в чулочно-носочной и трикотажной промышленности. В частности, изобретение относится к модернизированным машинам для обработки трубчатых трикотажных изделий, таких как носки, чулки и т.п. Раскрытые варианты осуществления изобретения относятся, в частности, к способам и устройствам для транспортировки, ориентирования и термоотделки трубчатых трикотажных изделий, имеющих эластичный край.
Предшествующий уровень техники
В чулочно-носочной и трикотажной промышленности применяются кругловязальные машины, используемые для изготовления трубчатых изделий, например носков и чулок, имеющих эластичный край на открытом конце и мысок, обычно закрытый посредством сшивания или связывания, на противоположном конце. Сформированные изделия складываются и упаковываются.
В чулочно-носочной промышленности понятие «термоотделка» означает обработку паром и/или тепловую обработку чулочно-носочных изделий с целью удаления складок на изделиях, подготавливаемых к упаковке.
Обычно для термоотделки носки загружают на так называемые термоотделочные формы для того, чтобы их можно было формировать посредством нагрева для принятия плоской формы, которая допускает последующую упаковку. Как правило, оператор надевает трубчатые трикотажные изделия на термоотделочные формы вручную, что является достаточно трудоемкой операцией, поскольку оператор должен поштучно надеть трубчатые трикотажные изделия на термоотделочные формы, обеспечивая их правильную ориентацию перед подачей в камеру тепловой обработки или печь, где трубчатые трикотажные изделия подвергаются тепловой обработке и термоотделке.
В процессе изготовления трубчатых трикотажных изделий, таких как носки и чулки, формируются карманы, образующие мысок и пятку. Эти части трубчатого трикотажного изделия должны быть правильно ориентированы на термоотделочной форме, чтобы на упаковку поступило правильно сложенное изделие. Ориентацию выполняют в соответствии с типом изделия, в результате чего, можно получить, в частности, сложенное изделие, в котором две продольные линии сгиба располагаются на пятке и следе. При иной ориентации изделия относительно формы можно получить сложенное изделие, в котором две продольные линии сгиба будут проходить по бокам следа.
К тому же, перед надеванием на термоотделочную форму необходимо правильно ориентировать трубчатое изделие относительно термоотделочной формы, что представляет определенную сложность для персонала, или требует применения весьма сложных машин, приспособленных ориентировать трубчатое трикотажное изделие перед надеванием на термоотделочную форму.
В документе WO-02/18696 раскрыт способ и устройство для автоматической ориентации чулочно-носочных изделий. Эти известные способ и устройство обеспечивают угловую ориентацию трубчатого швейного изделия, такого как носок, подготавливая его к последующей окончательной отделке или обработке паром, например, для последующего надевания носка на форму для пропарки.
В документе GB 2181465 раскрыто автоматическое устройство для подгонки чулочно-носочных изделий, контроля и термоотделки пар чулочно-носочных изделий. Машина содержит плоские термоотделочные формы, на которые надевают чулочно-носочные изделия для последующей термоотделки.
В документе ЕР 0677608 раскрыта машина для управления и термоотделки чулок и колготок. Машина оснащена плоскими термоотделочными формами, на которые автоматически надеваются носки.
В документе WO 01/77432 раскрыты способ и устройство для позиционирования отверстия носка и надевания носков на термоотделочные формы. В этой известной машине обеспечены плоские, то есть, планарные термоотделочные формы.
В документе US 2005/0173476 раскрыта машина для термоотделки носков, оснащенная средствами для съема носков с термоотделочных форм. Формы являются плоскими. Носки снимаются с плоских форм посредством пары конвейерных лент, которые поджимаются к противоположным плоским поверхностям формы.
В документе GB 2374090 раскрыто устройство для термоотделки чулочно-носочных изделий. Указанное устройство содержит плоские термоотделочные формы, причем съем чулочно-носочных изделий с форм обеспечивают две противоположные конвейерные ленты, которые поджимаются к противоположным плоским поверхностям отделочной формы.
В документе ЕР 1460165 раскрыто устройство для изготовления швейных изделий, включая трубчатые трикотажные изделия. Указанное устройство оснащено трубчатой опорой, на которую надевается необработанный трубчатый полуфабрикат швейного изделия. Надетый на трубчатую опору полуфабрикат швейного изделия обрабатывают паром и сушат, отсасывая воздух, в результате чего, полуфабрикат плотно облегает наружную поверхность трубчатой опоры. Плотно облегающий наружную поверхность трубчатой опоры полуфабрикат швейного изделия обрезается лазером для получения готового швейного изделия. После обрезки швейное изделие снимается с трубчатой опоры для дальнейшей обработки.
Автоматические термоотделочные машины известного уровня техники являются сложными и дорогостоящими. Поэтому существует необходимость в машинах и способах, которые позволяют упростить вышеупомянутые операции, уменьшая использование рабочей силы и облегчая работу оператора.
Раскрытие изобретения
Один из аспектов изобретения относится к машине для термоотделки трубчатых трикотажных изделий, таких как носки и чулки, содержащей: по меньшей мере одну трубчатую термоотделочную форму с продольной осью; камеру тепловой обработки, приспособленную для вмещения трубчатой термоотделочной формы для осуществления тепловой обработки трубчатого трикотажного изделия; захватное устройство, приспособленное для захвата трубчатых трикотажных изделий, надеваемых на трубчатую отделочную форму.
Машина дополнительно включает в себя блок окончательной термоотделки и съема для снятия трубчатых трикотажных изделий с трубчатой термоотделочной формы и сжатия их, таким образом, формируя их, во время извлечения или снятия с трубчатой термоотделочной формы. Блок окончательной термоотделки и съема размещен, предпочтительно, рядом с камерой тепловой обработки, следовательно, блок окончательной термоотделки и съема выполняет требуемые операции, когда волокна, входящие в состав пряжи, все еще горячие и, возможно, влажные. Таким образом, можно повысить эффективность окончательной термоотделки, в частности, повысить эффективность сжатия изделий, располагаемых между двумя прижимаемыми друг к другу конвейерными лентами.
Трубчатая термоотделочная форма, называемая здесь также «термоотделочной формой» или «трубчатой формой», может быть, по существу, цилиндрической. Трубчатая термоотделочная форма имеет, предпочтительно, круглое поперечное сечение, и обладает особыми преимуществами, описываемыми подробно далее. Тем не менее, можно использовать трубчатые термоотделочные формы, имеющие некруглое поперечное сечение, например, эллиптическое поперечное сечение. В этом случае, предпочтительно, установлено ограничение разности между наибольшей и наименьшей длиной осей эллипса, определяющих поперечное сечение трубчатой термоотделочной формы, например, разность может составлять 30% или менее, предпочтительно, 20% или менее, предпочтительнее, 10% или менее.
Трубчатое трикотажное изделие, надетое на трубчатую термоотделочную форму, имеет преимущество сравнительно с плоскими формами известного уровня техники, поскольку растягивается равномерно, без концентрации напряжений и деформаций пряжи. Равномерность распределения натяжения нитей в пряже, образующей трубчатое трикотажное изделие, в полной мере определяется равномерностью поперечного сечения трубчатой термоотделочной формы. В связи с этим, применение трубчатых термоотделочных форм с круглым поперечным сечением является предпочтительным.
Трубчатые термоотделочные формы с круглым или слегка эллиптическим поперечным сечением, являются предпочтительными, поскольку облегчают угловую ориентацию элементов трубчатого изделия. Когда применяются плоские термоотделочные формы, перед надеванием изделия на форму необходимо обеспечить надлежащее угловое положение трубчатого трикотажного изделия относительно краев плоской термоотделочной формы. В частности, карманы для мыска и пятки необходимо точно ориентировать относительно краев плоской термоотделочной формы, чтобы линии сгиба, образованные на этапе формировки, занимали требуемое положение относительно пятки.
Когда применяется трубчатая термоотделочная форма, сначала надевают трубчатое трикотажное изделие на трубчатую термоотделочную форму, а затем выполняют угловую ориентацию указанного изделия относительно оси трубчатой термоотделочной формы и окончательную термоотделку, то есть сжатие трубчатого трикотажного изделия посредством двух прижимаемых друг к другу конвейерных лент.
Машина может содержать устройство угловой ориентации, предназначенное обеспечивать угловую ориентацию самой трубчатой термоотделочной формы. Машина может дополнительно содержать множество станций, обеспечивающих, например, надевание трубчатого трикотажного изделия на трубчатую термоотделочную форму, угловую ориентацию, тепловую обработку в тепловой камере, выгрузку и окончательную термоотделку. Предпочтительно, трубчатая термоотделочная форма установлена на транспортере, посредством которого трубчатая термоотделочная форма перемещается от одной к другой из множества станций для манипулирования, отделки или обработки трубчатых трикотажных изделий, причем имеются станции погрузки и разгрузки.
Камера тепловой обработки может содержать нагревательный блок, обеспечивающий нагрев, например, посредством электрических резисторов, и систему циркуляции воздуха, которая, предпочтительно, закрыта или частично закрыта, с целью уменьшения расхода энергии. В замкнутом контуре может быть обеспечен вентилятор, обеспечивающий циркуляцию воздуха. Во избежание риска возгорания камера может быть оснащена фильтрами, удаляющими примеси, такие как порошки или волокна, с целью предотвращения их контакта с электрическими резисторами.
Температура воздуха в камере тепловой обработки может поддерживаться, например, от 50 до 100°C, предпочтительно, от 60°C до 90°C и, предпочтительнее, приблизительно от 75°C до 85°C.
Воздух может быть сухим. Согласно другим вариантам осуществления изобретения также может быть обеспечено использование влажного воздуха.
Согласно некоторым вариантам осуществления изобретения время выдержки трубчатого трикотажного изделия в камере тепловой обработки может составлять от 10 с до 60 с, предпочтительно, от 20 с до 30 с.
Указанные параметры процесса, включая температуру, которая несколько ниже температуры, задаваемой в известных машинах, способствуют уменьшению или предотвращению растворения используемых смягчителей и, таким образом, обеспечивают получение конечного продукта более высокого качества.
Для повышения производительности машины, на транспортере может быть установлено несколько трубчатых термоотделочных форм, например, количество трубчатых термоотделочных форм может быть равно количеству станций машины или может превышать количество станций машины.
Транспортер может представлять собой гибкий конвейер, то есть, может являться цепью или ремнем. Согласно другим вариантам осуществления изобретения транспортер может быть жестким, например, может представлять собой поворотный стол или вращающееся карусельное устройство.
Трубчатые термоотделочные формы позиционированы, предпочтительно, так, чтобы их оси были параллельны. Если обеспечен поворотный транспортер, ось вращения транспортера может быть параллельна осям трубчатых термоотделочных форм.
Согласно некоторым вариантам осуществления изобретения после того как трубчатое трикотажное изделие надето на трубчатую термоотделочную форму, можно обеспечить его угловую ориентацию, вынуждая скользить по поверхности термоотделочной формы, например, при помощи радиально расположенных подушечек, которые обжимают изделие и при повороте увлекают за собой трубчатое трикотажное изделие посредством трения, заставляя его поворачиваться.
Согласно некоторым вариантам конструкции машины, трубчатая термоотделочная форма, или каждая из множества трубчатых термоотделочных форм, которыми оснащена машина, может быть установлена с возможностью вращения вокруг собственной продольной оси, что позволяет в процессе обработки трубчатого трикотажного изделия избежать напряжений в структуре текстиля и выполнить щадящую обработку трубчатого трикотажного изделия. В таком случае можно обеспечить требуемую угловую ориентацию трубчатого трикотажного изделия относительно оси трубчатой термоотделочной формы посредством вращения трубчатой термоотделочной формы, на которую надето трубчатое трикотажное изделие.
Таким образом, можно избежать напряжений в структуре текстиля, вызываемых сжимающей силой и трением.
Машина может быть оснащена камерой тепловой обработки, в частности, может содержать камеру сухой тепловой обработки, или камеру влажной тепловой обработки, либо камеру, приспособленную для проведения как сухой, так и влажной обработки, в зависимости от типа пряжи или других характеристик трубчатого трикотажного изделия. Машина может содержать многосекционную камеру тепловой обработки или несколько камер тепловой обработки, которые расположены, предпочтительно, последовательно, и приспособлены для проведения процесса тепловой обработки при разных рабочих параметрах, таких как температура и/или влажность.
Согласно некоторым из вариантов осуществления изобретения, чтобы облегчить съем трубчатого трикотажного изделия с трубчатой термоотделочной формы, трубчатая термоотделочная форма, или каждая из множества трубчатых термоотделочных форм может содержать съемник, располагаемый внутри трубчатой термоотделочной формы и способный выдвигаться и втягиваться с одного конца трубчатой термоотделочной формы. Когда трубчатое трикотажное изделие надето на трубчатую термоотделочную форму, закрытый мысок изделия покрывает дальний конец трубчатой термоотделочной формы, то есть, конец, который отдален от точки соединения трубчатой термоотделочной формы, например, с транспортером, перемещающим ее между разными станциями. Съемник выдвигается из дальнего конца трубчатой термоотделочной формы, подталкивая трубчатое трикотажное изделие изнутри, то есть, инициируя съем изделия с трубчатой термоотделочной формы. Таким образом, облегчается захват трубчатого трикотажного изделия двумя конвейерными лентами, которые поджимаются к съемнику.
Согласно другим аспектам изобретения, предлагается способ термоотделки трубчатого трикотажного изделия, включающий себя этапы, на которых:
- надевают подлежащее термоотделке трубчатое трикотажное изделие на трубчатую термоотделочную форму;
- осуществляют тепловую обработку трубчатого трикотажного изделия, надетого на трубчатую термоотделочную форму;
- снимают трубчатое трикотажное изделие с трубчатой термоотделочной формы.
Предпочтительно, способ дополнительно включает этап окончательной термоотделки трубчатого трикотажного изделия, выполняемый одновременно со съемом трубчатого трикотажного изделия с трубчатой термоотделочной формы.
Дополнительные преимущества и варианты осуществления машины и способа согласно изобретению раскрыты далее со ссылками на чертежи и формулу изобретения, которые являются неотъемлемой частью раскрытия.
Далее описана термоотделочная машина и соответствующий способ термоотделки трубчатых трикотажных изделий согласно изобретению, причем термоотделочная машина оснащена автоматическим устройством, которое приспособлено раскрывать край трубчатых трикотажных изделий и надевать их на трубчатую термоотделочную форму. Однако машина может содержать иное устройство для надевания трубчатых трикотажных изделий на трубчатую термоотделочную форму, либо трубчатые трикотажные изделия могут надеваться на форму вручную. И в том и в другом случае работа оператора упрощается, поскольку отсутствует этап ориентировки трубчатого трикотажного изделия вручную.
По существу, машина и способ, описанные здесь, позволяют подразделять процесс формировки трубчатых трикотажных изделий на два этапа, при этом первый этап заключается в тепловой обработке трубчатого трикотажного изделия, надетого на трубную термоотделочную форму. Только по завершении указанного этапа трубчатое трикотажное изделие подхватывается и снимается с трубчатой термоотделочной формы, например, посредством двух противоположных конвейерных лент, выполняющих сжатие для получения сложенного изделия.
Описанный способ характеризуется множеством преимуществ. Наряду с уже описанным упрощением этапа ориентации трубчатого трикотажного изделия способ позволяет выполнять термоотделку трубчатого трикотажного изделия со сгибом на любом участке изделия относительно кармана ткани (пятки и мыска) в зависимости от типа изделий. Причем, указанные операции выполняются за счет надлежащего позиционирования ориентирующих элементов изделия без применения каких-либо механических или регулировочных средств.
Трубчатая термоотделочная форма предпочтительно круглого поперечного сечения позволяет ориентировать трубчатое трикотажное изделие в любом заданном угловом положении, чтобы получить формированное трубчатое трикотажное изделие с линиями сгиба в любом положении относительно пятки. Например, на трубчатой термоотделочной форме можно ориентировать изделие так, чтобы карман для пятки и карман для пальцев формированного трубчатого трикотажного изделия были сложены посередине и линии сгиба продолжались вдоль задника стопы и подошвы стопы. При иной ориентации трубчатого трикотажного изделия на трубчатой форме линии сгиба формированного изделия будут продолжаться по бокам стопы.
Ориентацию трубчатого трикотажного изделия можно обеспечить посредством поворота трубчатой термоотделочной формы под контролем любой подходящей системы детектирования углового положения, способной идентифицировать угловое положение трубчатого изделия относительно системы отсчета. Система детектирования углового положения может быть приспособлена «обнаруживать» положение кармана для мыска и/или пятки, в частности, по рисунку или любой другой оптической метке, обеспеченной на трубчатом трикотажном изделии, которая является хорошо различимой с помощью видеосистемы. Оптическая метка, имеющая точное угловое положение по отношению к карманам изделия, может быть нанесена, например, во время вязания трубчатого изделия на кругловязальной машине.
Применение трубчатых термоотделочных форм является предпочтительным также при проведении тепловой обработки, поскольку текстиль растягивается на форме равномерно без концентрации напряжений и/или деформации трикотажной ткани в отдельных областях. Текстильные волокна трубчатого трикотажного изделия располагаются равномерно по всей поверхности трубчатой термоотделочной формы.
Краткое описание чертежей
Для облегчения понимания изобретения приведено описание неограничительных вариантов его осуществления со ссылками на чертежи.
На фиг. 1 - схематично показана машина для термоотделки трубчатых трикотажных изделий, таких как чулки или носки, имеющих на одном конце эластичный край, вид сверху;
на фиг. 2 - пневматическая труба для подачи трубчатых трикотажных изделий к термоотделочным элементам;
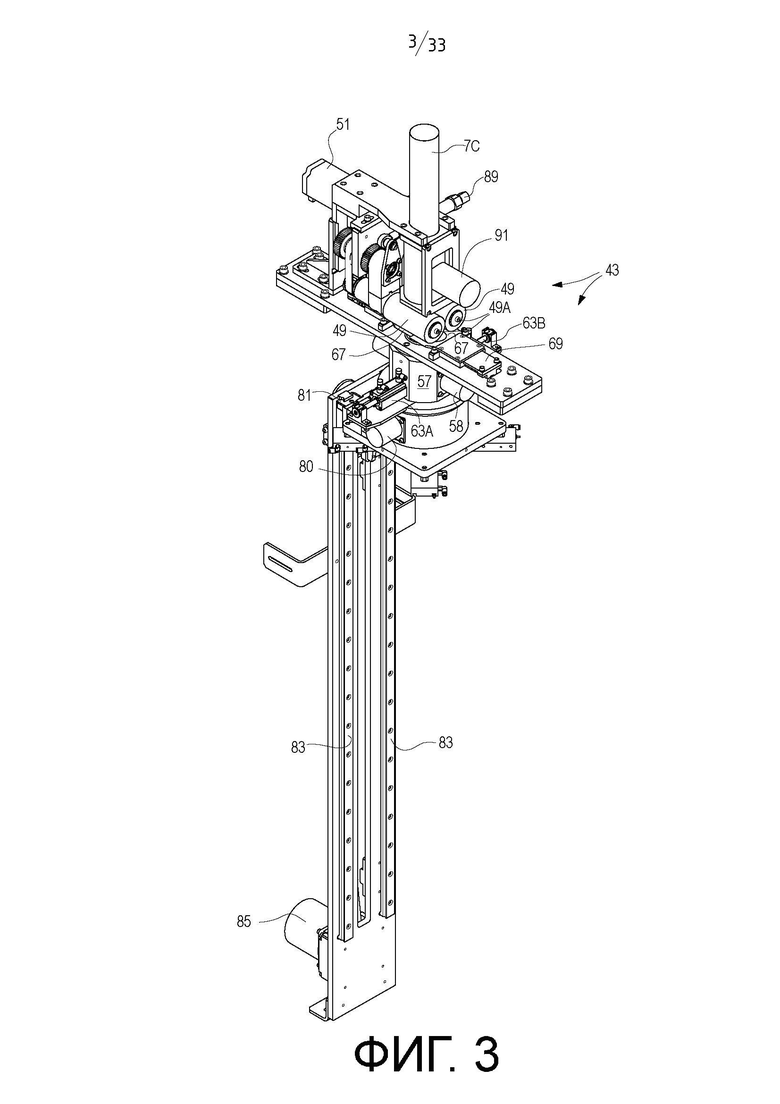
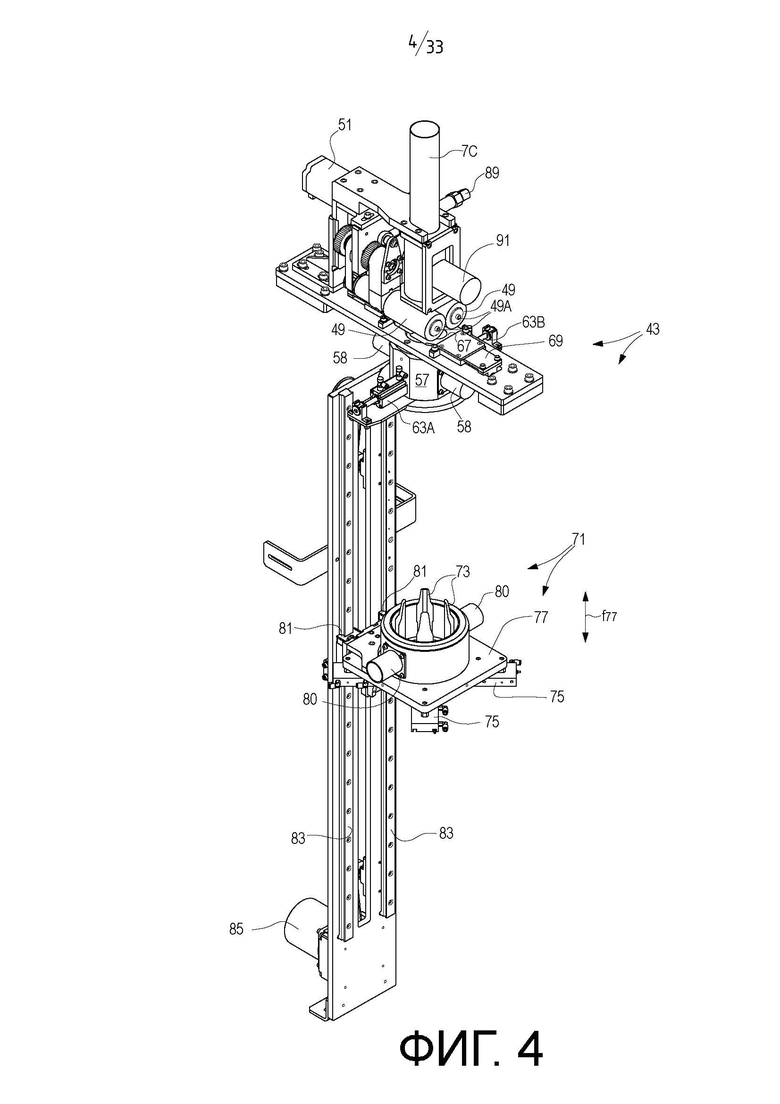
на фиг. 3 и 4 - устройство, обеспечивающее раскрытие эластичного края трубчатого трикотажного изделия, и захватный элемент, передающий трубчатые трикотажные изделия к трубчатым термоотделочным формам, виды в аксонометрии;
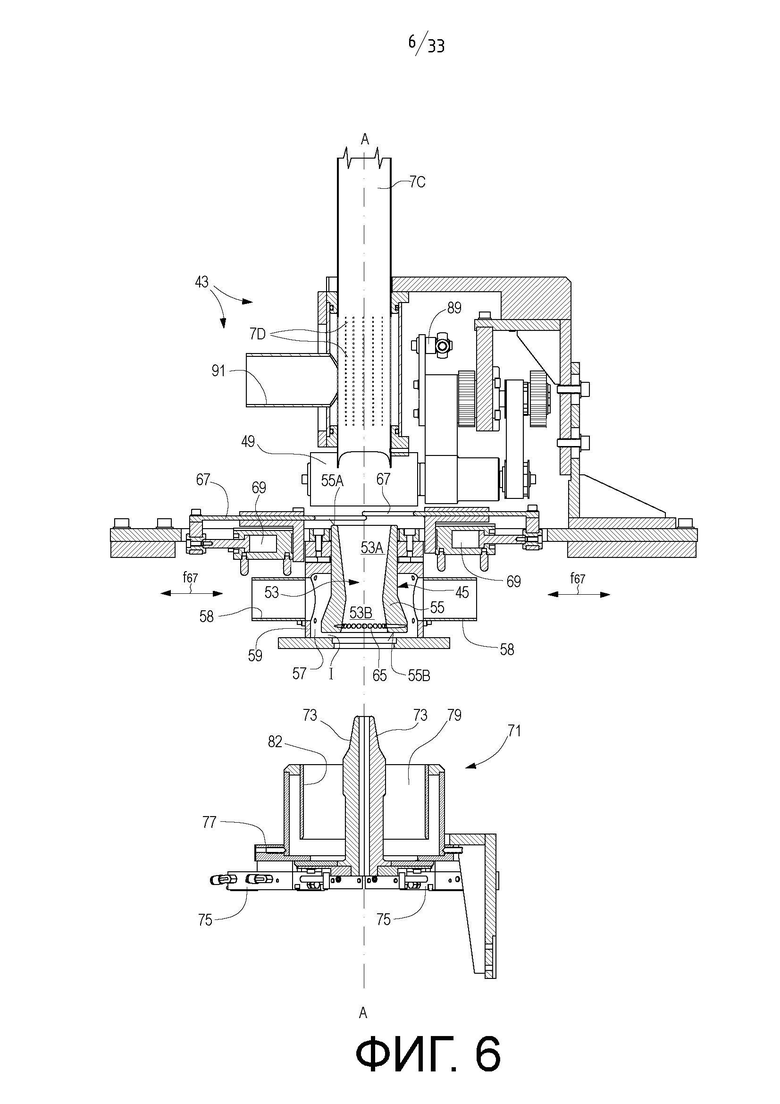
на фиг. 5 и 6 - устройство и соответствующий захватный элемент на фиг. 3 и 4, два вида в разрезе по продольным плоскостям, перпендикулярным друг другу,
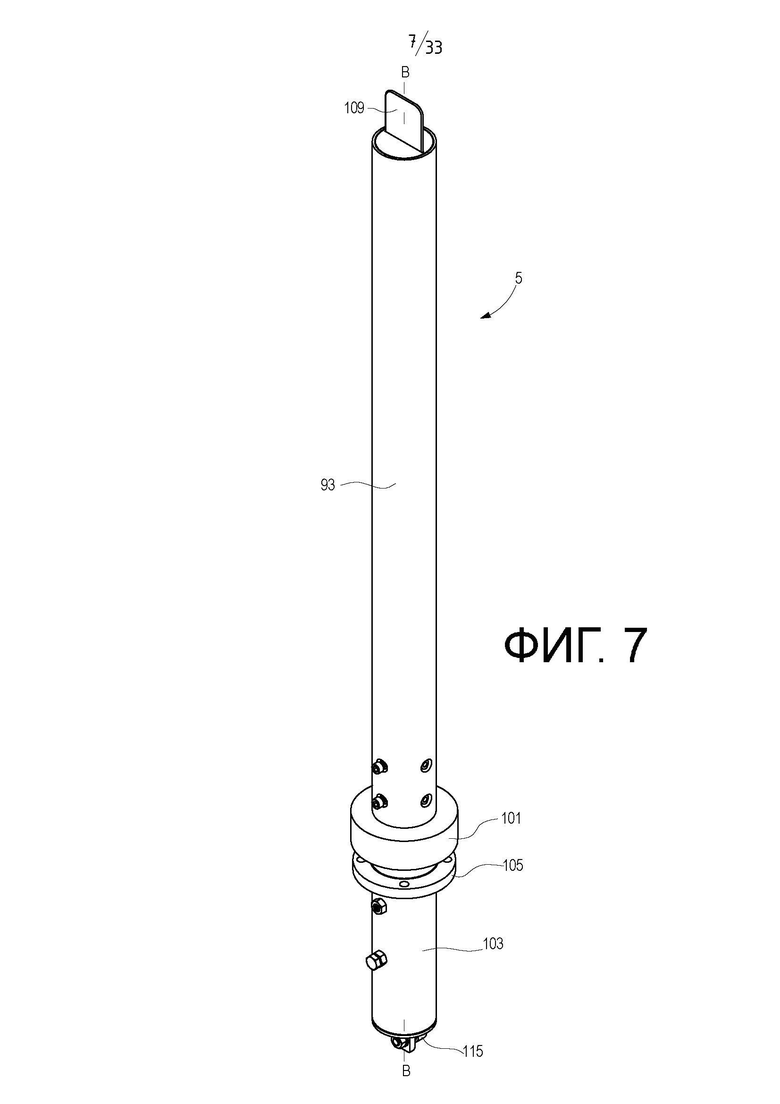
на фиг. 7 - трубчатая термоотделочная форма, вид в аксонометрии;
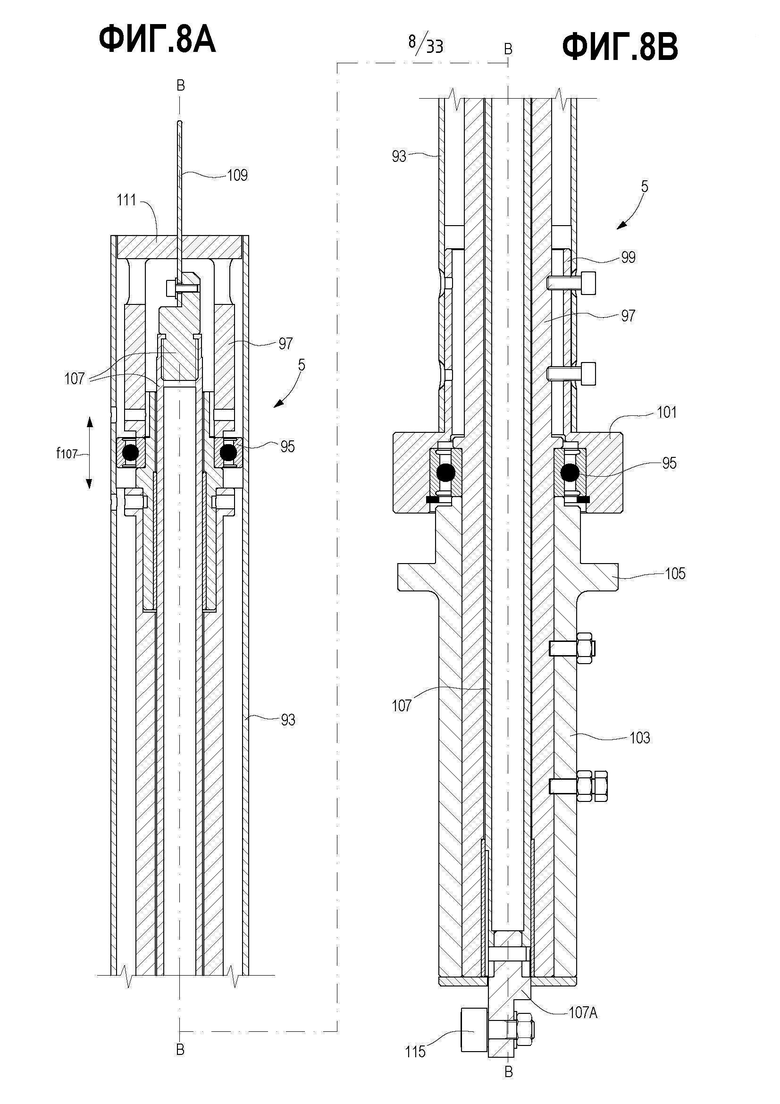
на фиг. 8А и 8В - верхний конец и нижний конец трубчатой термоотделочной формы на фиг. 7, виды в продольном разрезе;
на фиг. 9А и 9В - блок, обеспечивающий вращение трубчатых термоотделочных форм в двух разных режимах работы;
на фиг. 10 - область, где трубчатые термоотделочные формы входят в камеру тепловой обработки, вид в аксонометрии;
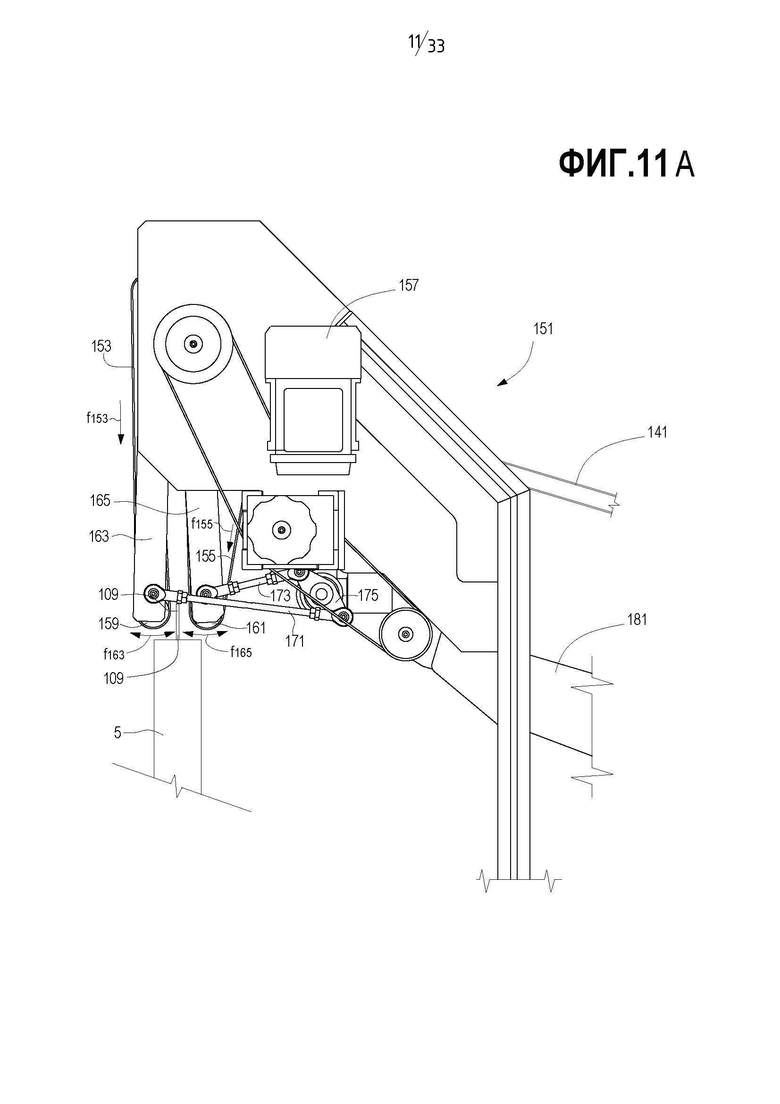
на фиг. 11А и 11В - станция захвата трубчатых трикотажных изделий, термоотделанных посредством трубчатых термоотделочных формах, вид сбоку;
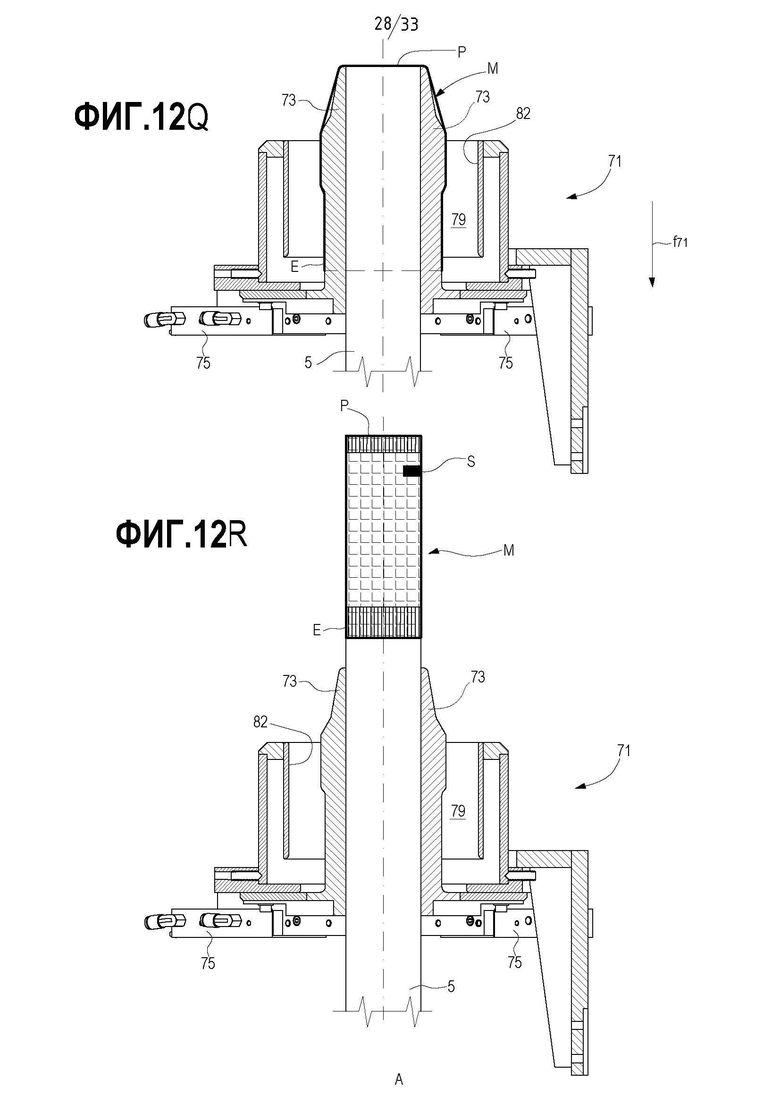
на фиг. 12А-12S - последовательность этапов раскрытия эластичного края трубчатого трикотажного изделия и надевания трубчатого трикотажного изделия на трубчатую термоотделочную форму;
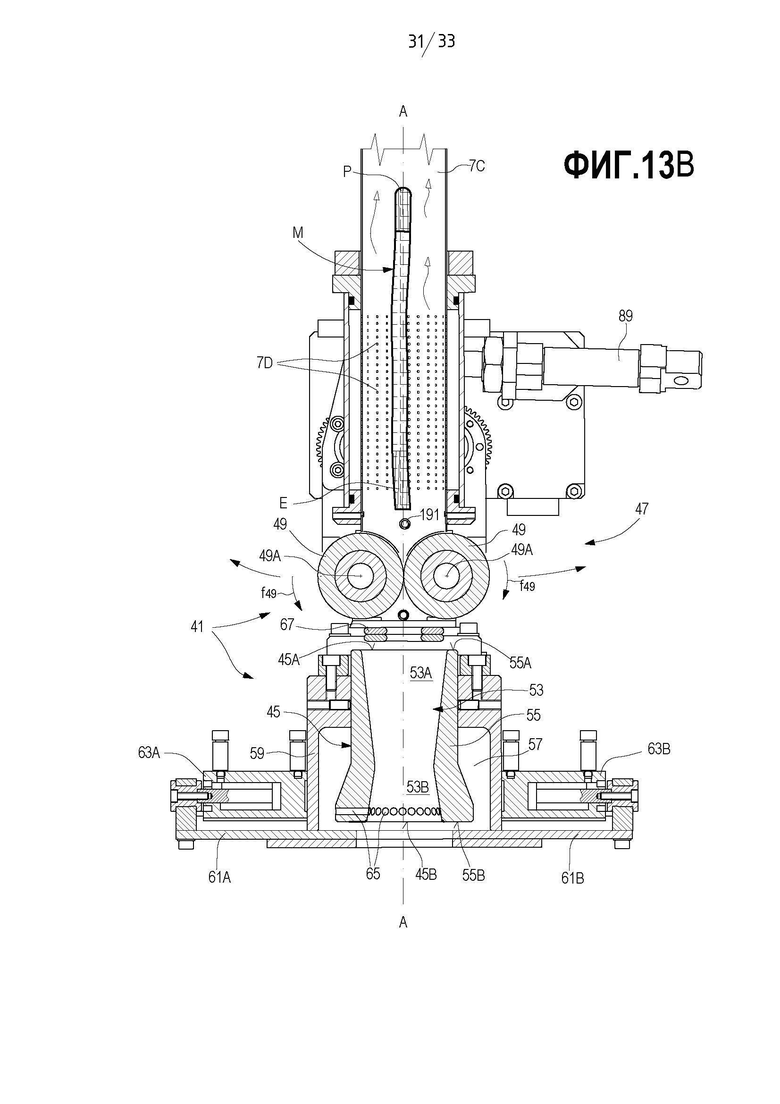
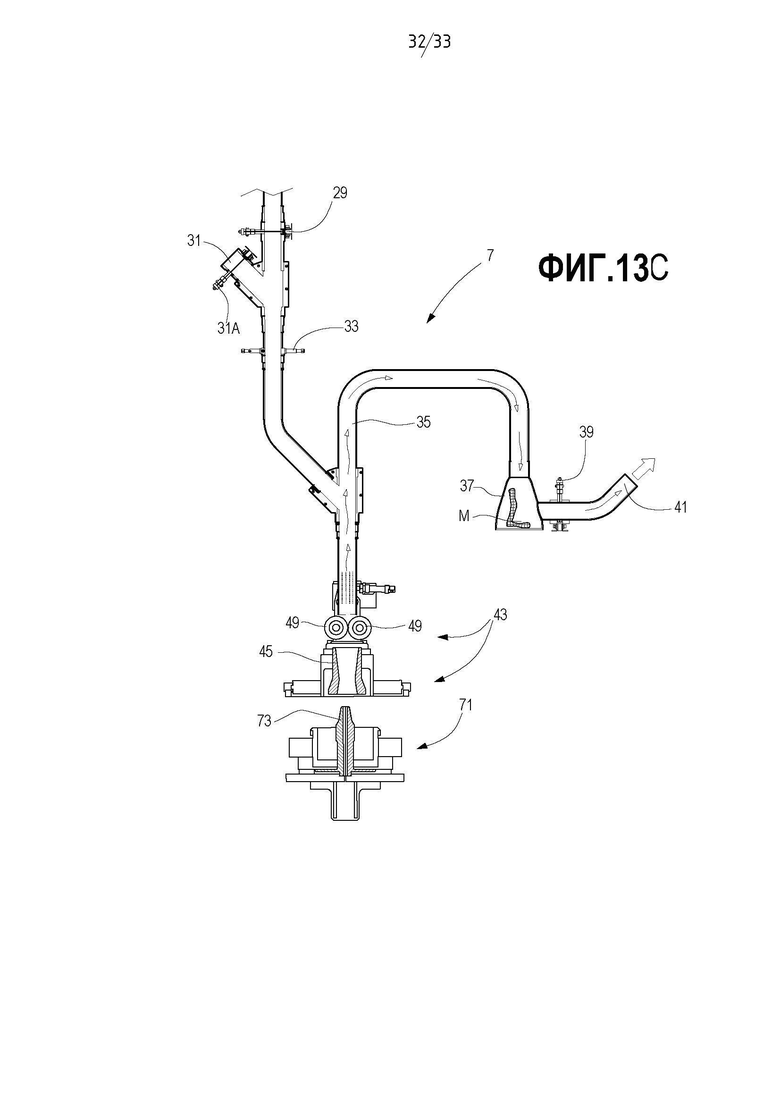
на фиг. 13А-13D - этапы выгрузки трубчатого трикотажного изделия при нераскрытом должным образом эластичном крае.
Варианты осуществления изобретения
Далее подробно описаны поясняющие варианты осуществления изобретения со ссылками на чертежи. На разных чертежах одинаковые или аналогичные элементы обозначены одинаковыми ссылочными позициями. Кроме того, чертежи не обязательно выполнены в масштабе. Следует отметить, что последующее подробное описание вариантов осуществления изобретения не ограничивает изобретение. Объем изобретения определяется формулой изобретения.
Ссылка в последующем описании на «один вариант осуществления изобретения» или «вариант осуществления изобретения» или «некоторые варианты осуществления изобретения» означает, что конкретная особенность, структура или характеристика, описанные в конкретном варианте осуществления изобретения, распространяются, по меньшей мере, на один из вариантов осуществления изобретения. Точнее говоря, используемые в разных абзацах описания изобретения словосочетания «в одном варианте осуществления изобретения» или «в варианте осуществления изобретения» или «в некоторых вариантах осуществления изобретения» необязательно относятся к одному и тому же варианту (вариантам). Кроме того, конкретные особенности, структуры или характеристики могут быть объединены в любой подходящей комбинации в одном или нескольких вариантах осуществления изобретения.
На фиг. 1 схематично показана термоотделочная машина 1 трубчатых трикотажных изделий, таких как чулки и носки с эластичным краем, вид сверху. Как схематично показано, машина 1 содержит поворотное карусельное устройство 3, имеющее, по существу, вертикальную ось 3А вращения. На поворотном карусельном устройстве 3 установлены трубчатые термоотделочные формы 5, распределенные вокруг оси 3А вращения карусельного устройства 3. Количество термоотделочных форм 5 может варьироваться, например, в зависимости от размера машины 1. Более подробно термоотделочные формы 5 будут описаны далее. Следует отметить, что в показанном варианте термоотделочные формы 5 выполнены круглыми в поперечном сечении, а не с гранями, которые обычно имеют термоотделочные формы термоотделочных машин известного уровня техники.
Пневматическая труба, обозначенная в целом ссылочной позицией 7, соединена с машиной 1 для подачи отдельных трубчатых трикотажных изделий в указанную термоотделочную машину; подробное описание пневматической трубы приводится далее.
Термоотделочная машина 1 содержит множество станций, в частности, первую станцию 9, на которой трубчатые трикотажные изделия, выходящие из пневматической трубы 7, раскрываются посредством растяжения, то есть путем кольцеобразного расширения эластичного края, и надеваются на трубчатые термоотделочные формы 5. Термоотделочная машина 1 также содержит вторую станцию 11, обеспечивающую ориентацию термоотделочной формы 5, при которой вертикальная ось (В-В) вращения термоотделочной формы 5, по существу, параллельна оси 3А вращения карусельного устройства 3. Ссылочной позицией 12 обозначено устройство угловой ориентации, обеспечивающее угловую ориентацию термоотделочных форм 5. Термоотделочная машина 1 также содержит станцию 13 термоотделки, оснащенную печью или камерой 15 тепловой обработки, которая может проходить по дуге, центр которой совпадает с осью 3А вращения карусельного устройства 3. Также обеспечена станция 17 для захвата или снятия отдельных трубчатых трикотажных изделий с термоотделочных форм 5 с последующей подачей их к упаковочной машине (не показана).
На фиг. 2 более детально показана конфигурация пневматической подающей трубы для подачи трубчатых трикотажных изделий к машине 1. Пневматическая труба 7 содержит входной конец 7А и выходной конец 7В, причем выходной конец 7В соединен по текучей среде с открывающим устройством, обеспечивающим раскрытие эластичного края трубчатых трикотажных изделий, которое будет описано более подробно со ссылкой на фиг. 3-6. Пневматическая труба 7 между входным концом 7А и выходным концом 7В содержит ряд элементов, разделяющих пневматическую трубу 7 на секции. Начиная с входного конца 7А вдоль пневматической трубы 7 обеспечена, первая заслонка 21, первый воздухозаборник 23 и первый датчик 25 прохода, отслеживающий проход трубчатого трикотажного изделия вдоль пневматической трубы 7, первый всасывающий патрубок 27, вторая заслонка 29, второй воздухозаборник 31, второй датчик 33 прохода. К пневматической трубе 7 подсоединена отводная линия 35, при этом отводная линия заканчивается разгрузочным раструбом 37, который соединен по текучей среде через третью заслонку 39 со вторым всасывающим патрубком 41 с определенной целью, поясняемой далее.
Каждый воздухозаборник 23 и 31 имеет соответствующие открывающие и закрывающие заслонки 23А и 31А. Всасывающий патрубок 27 имеет открывающую и закрывающую заслонку 27А, которая способна открываться и закрываться. Согласно показанному варианту отдельные трубчатые трикотажные изделия загружаются вручную с заданной ориентацией во входной конец 7А пневматической трубы 7 и перемещаются к выходному концу 7В пневматической трубы 7 для введения в открывающее устройство, обеспечивающее раскрытие эластичного края трубчатого трикотажного изделия с последующим надеванием изделия на термоотделочную форму 5.
Последовательность перемещения отдельных трубчатых трикотажных изделий по пневматической трубе 7 будет описана со ссылкой на фиг. 12A-12S.
Открывающее устройство, обеспечивающее раскрытие эластичного края трубчатого трикотажного изделия, расположено на станции 9 машины 1, куда трубчатое трикотажное изделие перемещается по пневматической трубе 7, после чего надевается на одну из термоотделочных форм 5 машины 1.
Конструкция открывающего устройства, обеспечивающего раскрытие эластичного края трубчатого трикотажного изделия, подробно показана на фиг. 3-6. Устройство в целом обозначено ссылочной позицией 43. Устройство 43 связано с пневматической трубой 7 посредством соединения 7С. Соединение 7С приблизительно соосно с полым корпусом 45, имеющим продольную ось А-А. Между полым корпусом 45 и трубчатым соединением 7С обеспечено подающее устройство, обозначенное в целом ссылочной позицией 47.
Согласно показанному варианту подающее устройство 47 содержит пару роликов 49, вращающихся вокруг осей 49А, которые, по существу, параллельны друг другу и перпендикулярны оси А-А полого корпуса 45. На фиг. 3 и 4 ссылочной позицией 51 обозначен электродвигатель, который обеспечивает вращение, по меньшей мере, одного из роликов и, предпочтительно, обоих роликов 49 подающего устройства 47. Ролики 49 могут вращаться по часовой стрелке или против часовой стрелки в зависимости от этапа транспортировки трубчатого трикотажного изделия, как будет описано более подробно далее. Ролики 49 вращаются по или против часовой стрелки, таким образом, трубчатое трикотажное изделие, поступившее в зазор между роликами, может перемещаться вперед или назад в зависимости от направления вращения роликов 49.
Согласно некоторым вариантам осуществления изобретения может быть обеспечен исполнительный механизм, например цилиндропоршневой привод 89, для перемещения роликов 49 подающего устройства 47 по направлению друг к другу и друг от друга, причем направление указанного перемещения перпендикулярно осям 49А вращения роликов.
Концевая часть трубчатого соединения 7С, то есть часть, расположенная ближе к роликам 49, может содержать отверстия 7D, которые обеспечивают связь по текучей среде между внутренним пространством трубчатого соединения 7С и всасывающим патрубком 91 с определенной целью, поясняемой далее.
Полый корпус 45 имеет внутреннее пространство 53, ограниченное стенкой 55, при этом стенка является, по существу, осесимметричной относительно оси A-A. Внутреннее пространство 53 полого корпуса 45 может иметь сужающуюся первую область 53А и расширяющуюся вторую область 53В. Каждая из областей 53А и 53В внутреннего пространства 53 полого корпуса 45 может иметь, по существу, форму усеченного конуса, при этом они соединяются между собой с образованием переходной области продольной протяженности полого корпуса 45. В показанном варианте продольная протяженность сужающейся область 53А примерно в два раза превышает продольную протяженность расширяющейся области 53В. В других вариантах осуществления изобретения соотношение длин сужающейся области 53А и расширяющейся области 53В может быть иным.
Полый корпус 45 имеет входное отверстие 45А и выходное отверстие 45В для трубчатого трикотажного изделия. Входное отверстие 45А и выходное отверстие 45В, предпочтительно, соосны и расположены на расстоянии друг от друга в продольном направлении оси вдоль А-А полого корпуса 45. Поперечное сечение внутреннего пространства 53 полого корпуса 45 и входных и выходных отверстий 45А и 45В может быть круглым.
Стенка 55 полого корпуса 45, ограничивающая внутреннее пространство 53, имеет входную кромку 55А, ограничивающую входное отверстие 45А, и выходную кромку 55В, ограничивающую выходное отверстие 45В.
Всасывающее устройство связано с полым корпусом 45. Согласно представленному варианту полый корпус 45 окружен первой всасывающей камерой 57, которая является частью всасывающего устройства и ограничена стенкой 59. Первая всасывающая камера 57 имеет один или более всасывающих патрубков 58 (см., в частности, фиг. 6). В представленном варианте обеспечено два всасывающих патрубка 58, расположенных диаметрально противоположно друг другу. Тем не менее, количество всасывающих патрубков может быть иным.
Первая всасывающая камера 57 имеет направленный вниз воздушный канал, который может избирательно открываться и закрываться при помощи закрывающего элемента 61 в виде открываемой стенки. Закрывающий элемент 61 может содержать множество створок, например две створки 61А и 61В, перемещаемые относительно друг друга. На чертеже двойными стрелками f61A и f61B показано направление перемещения двух створок 61A, 61B при открытии и закрытии первой всасывающей камеры 57. Ссылочными позициями 63A и 63B обозначены два привода, например два пневматических или гидравлических поршневых привода, которые регулируют перемещение двух створок 61A, 61B закрывающего элемента 61. В других вариантах осуществления изобретения закрывающий элемент 61 может иметь другую конструкцию, например, он может содержать только одну створку или может иметь конструкцию, аналогичную открывающейся и закрывающейся диафрагме, подобной оптической диафрагме.
На фиг. 5 и 6 закрывающий элемент показан в закрытом положении, причем две створки 61А и 61В образуют стенку, расположенную перед выходным отверстием 45В полого элемента 45 на расстоянии от кромки 55В.
Поскольку между выходной кромкой 55В стенки 55 и поверхностью створок 61А и 61В, обращенной к полому корпусу 45, имеется определенное расстояние, между выходной кромкой 55В стенки 55 и закрывающим элементом 61 создается зазор I. Зазор I, который, по существу, образует кольцевое пространство вокруг продольной оси A-A полого элемента 45, обеспечивает связь по текучей среде первой всасывающей камеры 57 с внутренним пространством 53 полого корпуса 45.
Вблизи выходного отверстия 45В и выходной кромки 55В полый корпус 45 содержит радиально расположенные всасывающие отверстия 65, которые совместно с всасывающей камерой 57 формируют часть всасывающего устройства. В показанном варианте отверстия 65 имеют, по существу, круглое поперечное сечение, что не является обязательным. Они образованы сквозными отверстиями, которые проходят через всю толщину стенки 55. Отверстия 65, предпочтительно, приближены к выходной кромке 55В насколько это возможно и, в любом случае, расположены в расширяющейся области 53В внутреннего пространства 53 полого корпуса. Отверстия 65, расположенные по окружности или кольцеобразно вокруг продольной оси А-А, обеспечивают связь по текучей среде внутреннего пространства 53 полого корпуса 45 с первой всасывающей камерой 57.
Между роликами 49 подающего устройства 47 и входным отверстием 55А полого корпуса 45 могут быть обеспечены вилки 67, указанные вилки могут перемещаться по направлению друг к другу и друг от друга под управлением линейных исполнительных механизмов, например цилиндропоршневых приводов 69. Ссылочной позицией f67 показано направление перемещения вилок 67 в открытое или закрытое положение.
Захватный элемент, обозначенный в целом ссылочной позицией 71, расположен под полым элементом 45. Захватный элемент показан в двух различных рабочих положениях на фиг. 3 и 4. В показанном варианте захватный элемент 71 оснащен растягивающим устройством в виде четырех подвижных пальцев 73, которые способны перемещаться относительно друг друга, отдаляясь или приближаясь друг к другу. На фиг. 5 и 6 пальцы 73 захватного элемента 71 приближены друг к другу, то есть находятся на минимальном расстоянии относительно продольной оси A-A. На фиг. 4 пальцы 73 показаны в разведенном положении. Приводы 75 могут быть поддержаны пластиной 77 для управления перемещением разведения и сближения пальцев 73.
В показанном варианте захватный элемент 71 содержит, к тому же, вторую всасывающую камеру 79, связанную АО текучей среде с одним или более всасывающими патрубками 80. Вторая всасывающая камера 79 поддерживается пластиной 77.
Пластина 77 представляет собой каретку и может быть снабжена колодками 81 (см. фиг. 3 и 4), которые находятся в скользящем контакте с линейными направляющими 83, имеющими продольную протяженность, по существу, параллельную продольной оси А-А. Электродвигатель 85 регулирует перемещение каретки 77 вдоль направляющих 83 (на фиг. 3 и 4 направление перемещения каретки обозначено ссылочной позицией f77).
При движении каретки 77 в соответствии с двойной стрелкой f77 захватный элемент 71 может быть перемещен между двумя положениями, показанными на фиг. 3 и 4, а также может быть перемещен в более низкое положение, чем показанное на фиг. 4, для надевания отдельных трубчатых трикотажных изделий на термоотделочные формы 5 в соответствии с рабочим циклом, который будет описан со ссылкой на фиг. 12A-12S.
На фиг. 7 показана трубчатая термоотделочная форма 5, вид в аксонометрии, а на фиг. 8-трубчатая термоотделочная форма 5, разные виды в продольном разрезе. В конкретном показанном варианте термоотделочная форма 5 содержит наружную втулку 93, по существу, цилиндрической формы, которая, например, посредством подшипников 95 может поддерживаться на центральной опоре 97, проходящей внутри втулки 93 вдоль продольной оси В-В термоотделочной формы 5. Центральные опоры 97 разных термоотделочных форм 5, перемещаемых посредством поворотного карусельного устройства 3, могут быть закреплены на поворотном карусельном устройстве 3. Согласно предпочтительным вариантам осуществления изобретения наружная втулка 93 составляет единое целое с внутренней втулкой 99, которая формирует фрикционное колесо 101, радиально выступающее относительно цилиндрической втулки 93. Опора 97 составляет единое целое с трубчатым корпусом 103, имеющим фланец 105 для прикрепления опоры 97 к поворотному карусельному устройству 3.
Описанная конструкция позволяет втулке 93, образующей наружную поверхность термоотделочной формы 5, вращаться на подшипниках 95 вокруг продольной оси В-В относительно внутренней опоры 97.
Внутри термоотделочной формы 5, предпочтительно, внутри опоры 97 имеется шток 107, который установлен соосно с опорой 97 и наружной втулкой 93 и заканчивается съемником 109 плоской формы, например, приблизительно прямоугольной формы, который может выдвигаться в осевом направлении через верхний закрывающий диск 111 термоотделочной формы, закрепленный относительно опоры 97. Шток 107 приспособлен совершать осевое возвратно-поступательное движение, как показано двойной стрелкой f107, для выдвижения и втягивания съемника 109 через закрывающий диск 111. Согласно некоторым вариантам осуществления изобретения на нижнем конце 107А полого штока 107, противоположном съемнику 109, закреплен чувствительный элемент 115, взаимодействующий с кулачком или с другим исполнительным механизмом, который регулирует возвратно-поступательное движение штока 107 по двойной стрелке f107 для выдвижения или втягивания съемника 109.
Фрикционное колесо 101 приспособлено для взаимодействия с приводным фрикционным колесом 121, показанным, в частности, на фиг. 9А и 9В устройства 12 угловой ориентации, обеспечивающего угловую ориентацию термоотделочных форм 5. Фрикционное колесо 121 расположено на станции 11 термоотделочной машины 1 и регулирует поворот каждой термоотделочной формы 5 вокруг ее продольной оси В-В, чтобы обеспечить требуемое угловое положение наружной втулки 93 с надетым трубчатым трикотажным изделием относительно внутренней опоры 97 и, соответственно, относительно съемника 109. Как схематично показано на фиг. 1, станция 11 содержит оптический считыватель или другой считыватель, обозначенный ссылочной позицией 123, который предназначен отслеживать угловое положение термоотделочной формы 5 с надетым трубчатым трикотажным изделием, чтобы угловая ориентация трубчатого трикотажного изделия соответствовала требуемой для последующей операции упаковки.
В некоторых вариантах осуществления изобретения электродвигатель 123 может приводить в движение фрикционное колесо 121 посредством пары шкивов 125, 127 и ремня 129. Согласно некоторым вариантам осуществления изобретения фрикционное колесо 121, двигатель 123 и передаточные элементы 125, 127, 129 перемещаются посредством каретки 131, скользящей вдоль направляющей 133, продолжающейся в радиальном направлении относительно поворотного карусельного устройства 3. Как легко можно понять при сравнении фиг. 9А и 9В, перемещение каретки 131 по двойной стрелке f131 может приводить моторизированное фрикционное колесо 121 попеременно в положение контакта с фрикционным колесом 101 термоотделочной формы 5 (фиг. 9А) и в положение разъединения, при котором моторизованное фрикционное колесо 121 не препятствует прохождению термоотделочных форм 5, перемещаемых по круговой траектории с помощью поворотного карусельного устройства 3, которое вращается вокруг оси 3А, как показано стрелкой f3.
На фиг. 10 представлена, на виде в аксонометрии, входная зона камеры тепловой обработки или печи 15, расположенной на станции 13 термоотделки термоотделочной машины 1. Камера 15 тепловой обработки содержит входное отверстие 15А, которое может быть закрыто гибкими тонкими пластинами 132, которые могут деформироваться при прохождении термоотделочных форм 5, чтобы термоотделочные формы 5 проходили через входное отверстие 15А без чрезмерных потерь тепла. Аналогичное приспособление может быть обеспечено на противоположной стороне камеры 15 тепловой обработки, то есть на выходе для термоотделочных форм.
На фиг. 10 схематично показаны трубы 134, 135, по которым циркулирует горячий воздух, вентилятор 137, обеспечивающий циркуляцию горячего воздуха, а также фильтр 139. Нагрев воздуха могут обеспечивать электрические резисторы, которые на чертеже не показаны. Согласно некоторым вариантам осуществления изобретения тепловая обработка может быть сухой, однако, согласно другим вариантам осуществления изобретения может использоваться влажный воздух или пар. Время выдержки термоотделочных форм 5 с трубчатыми трикотажными изделиями в камере тепловой обработки может варьироваться в зависимости от температуры в камере тепловой обработки. Например, при температурах порядка 75-85°С указанное время выдержки может составлять от 20 до 30 с.
В некоторых вариантах, не представленных на чертежах, выполняется увлажнение трубчатого трикотажного изделия М перед подачей в камеру 15 тепловой обработки. С этой целью может быть обеспечена специальная станция, например, снабженная соплами, которые распыляют мелкодисперсную воду на трубчатое трикотажное изделие М.
На станции 17 термоотделочной машины 1 может быть установлен блок окончательной термоотделки и съема, обеспечивающий термоотделку и съем трубчатых трикотажных изделий с термоотделочных форм 5, причем блок окончательной термоотделки обеспечивает съем трубчатых трикотажных изделий с трубчатых термоотделочных форм 5 после тепловой обработки в камере 15 тепловой обработки и выгружает их на выходной транспортер 141 (фиг. 11А, 11В), который перемещает термоотделанные трубчатые трикотажные изделия к упаковочной машине (не показано).
На фиг. 11А и 11В показан блок окончательной термоотделки и съема, обеспечивающий термоотделку и съем термоотделанных трубчатых трикотажных изделий с форм. Блок в целом обозначен ссылочной позицией 151. Блок 151 окончательной термоотделки и съема может содержать две транспортерные ленты 153, 155, управляемые двигателем 157 и приводимые в движение колесами 159, 161, перемещаемыми рычагами 163, 165. Как показано на фиг. 11А и 11В, рычаги 163 и 165 являются подвижными, например, поворотными, при этом способны занимать первое положение (фиг. 11А), обеспечивающее разнесение конвейерных лент 153, 155, по меньшей мере, в области колес 159, 161, и занимать закрытое положение, обеспечивающее сближение друг с другом конвейерных лент 153 и 155, по меньшей мере, вдоль, по существу, вертикального прямолинейного сегмента (фиг. 11b). Возвратно-поворотное перемещение рычагов 163 и 165 в соответствии с двойными стрелками f163 и f165 можно регулировать с помощью исполнительного механизма 169 и посредством соединительных тяг 171, 173, соединяющих два качающихся рычага 163, 165 с элементом 175 поворота, совершающим возвратно-поворотное движение, как показано на фиг. 11А и 11В.
Как показано ломаной линией на фиг. 11А, каждая термоотделочная форма 5 перемещается под блоком 151 окончательной термоотделки и съема, причем съемник 109, находится между рычагами 163, 165 в выдвинутом положении. Когда надетое на термоотделочную форму 5 трубчатое трикотажное изделие несколько приподнимается съемником 109, рычаги 163, 165 смыкаются, в результате чего конвейерные ленты 153, 155 перемещаются к съемнику 109 и захватывают трубчатое трикотажное изделие, при этом трубчатое трикотажное изделие подвергается сдавливанию и зажиманию между съемником 109 и конвейерными лентами 153, 155. Вслед за этим конвейерные ленты 153, 155 приводятся в движение в соответствии с двойными стрелками f153 и f155 и обеспечивают съем трубчатого трикотажного изделия с термоотделочной формы 5 с последующей подачей на выходной транспортер 141. Выходящее из камеры 15 тепловой обработки трубчатое трикотажное изделие сохраняет тепло, под давлением двух конвейерных лент 153, 155 формируется и стабилизируется сгиб изделия, которое выгружается на выходной транспортер 141.
В вышеприведенном описании раскрыты основные элементы термоотделочной машины 1, далее со ссылкой на фиг. 12A-12S будет подробно описан рабочий цикл, включающий надевание трубчатого трикотажного изделия на термоотделочную форму 5, перемещение термоотделочной формы 5 с трубчатым трикотажным изделием между станциями 11-13 и 17 для термоотделки трубчатого трикотажного изделия, съема с термоотделочной формы 5 и подачи на упаковочную машину.
На фиг. 12А-12G показано введение трубчатого трикотажного изделия в пневматическую трубу 7 и последовательность перемещения трубчатого трикотажного изделия вдоль пневматической трубы 7 к открывающему устройству 43, обеспечивающему раскрытие эластичного края трубчатого трикотажного изделия.
На фиг. 12А трубчатое трикотажное изделие схематично обозначено позицией М. Показанное изделие имеет на первом конце закрытый мысок P, а на втором конце открытый эластичный край E. Как вариант, трубчатое трикотажное изделие М может иметь надписи или другие элементы, занимающие заданное положение на трубчатом трикотажном изделии М. Указанные элементы схематично обозначены ссылочной позицией S. Трубчатое трикотажное изделие М может представлять собой носок или чулок с пяткой Т. Элементы S, которые используются для угловой ориентации изделия, имеют заданное положение относительно мыска P и пятки T, если они имеются.
Введенное во входной конец 7А, например, вручную, трубчатое трикотажное изделие всасывается внутрь пневматической трубы 7. В указанной рабочей фазе первая заслонка 21 находится в открытом положении, первый воздухозаборник 23 закрыт посредством заслонки 23А, в то время как первый всасывающий патрубок 27 открыт и воздух всасывается (показано стрелкой А) через первый всасывающий патрубок 27 для создания потока С1 воздуха, проходящего от входного конца 7А вплоть до всасывающего патрубка 27.
Введенное во входной конец 7А трубчатое трикотажное изделие М в результате всасывающего действия втягивается в трубу в направлении первого всасывающего патрубка 27. Датчик 25 прохода отслеживает прохождение трубчатого трикотажного изделия М и инициирует закрытие заслонки 21, открытие первого воздухозаборника 23 и через определенное время приостановку всасывания воздуха через первый всасывающий патрубок 27. После закрытия первого всасывающего патрубка 27 трубчатое трикотажное изделие М под действием инерции продолжает перемещаться вдоль пневматической трубы 7, минуя область соединения указанного патрубка с трубой и поступая (как показано на фиг. 12С) на участок пневматической трубы между первым всасывающим патрубком 27 и заслонкой 29, которая на этом этапе закрыта. Затем заслонка 29 открывается, и трубчатое трикотажное изделие проходит через заслонку 29, минуя второй датчик 33 прохода, который при прохождении трубчатого трикотажного изделия М генерирует сигнал, инициирующий закрытие первого воздухозаборника 23 и заслонки 29 (см. фиг. 12Е). Далее открывается заслонка 31А и, соответственно, открывается второй воздухозаборник 31. Под действием инерции трубчатое трикотажное изделие М продолжает перемещаться по направлению к устройству 43 вплоть до указанного устройства 43, располагаясь в концевой части трубного соединения 7С (фиг. 12F).
Когда эластичный край введенного в пневматическую трубу трубчатого трикотажного изделия М раскрыт и изделие извлечено из устройства 43, в первую секцию пневматической трубы 7, расположенную выше по ходу от заслонки 29, может вводиться тем же самым образом второе трубчатое трикотажное изделие М, которое будет перемещаться до поступления в устройство 43.
При открытии заслонки 39, как показано на фиг. 12G, активизируется всасывание воздуха через ответвление 35 пневматической трубы 7, в результате чего, создается воздушный поток, показанный стрелкой A на фиг. 12G. Воздушный поток A растягивает часть трубчатого трикотажного изделия М, находящуюся выше роликов 49 устройства 43. Фактически, когда трубчатое трикотажное изделие поступает в нижнюю часть трубчатого соединения 7С, его эластичный край Е проникает в зазор между роликами 49, которые его захватывают при повороте (стрелка f49 на фиг. 12H), обеспечивая перемещение трубчатого трикотажного изделия вперед и, в частности, его эластичного края E за пределы зазора между роликами 49 ниже по ходу фотоэлемента или другого чувствительного элемента 191.
Когда эластичный край E трубчатого трикотажного изделия М перекрывает фотоэлемент 191, указанный фотоэлемент подает сигнал, инициирующий всасывание воздуха через ответвление 35 и второй всасывающий патрубок 41 для растягивания верхней части трубчатого трикотажного изделия М выше по ходу от зазора между роликами 49.
Когда в результате всасывающего действия (стрелка А на фиг. 12Н и 12I) трубчатое трикотажное изделие М растянулось, может быть инициировано всасывание через первую камеру 57 всасывания. Поскольку ролики 49 продолжают вращаться, как показано стрелкой f49, эластичный край E трубчатого трикотажного изделия M перемещается вперед, поступая во внутреннее пространство полого корпуса 45, как показано на фиг. 12J. Чтобы облегчить перемещение эластичного края Е вперед, обеспечивается всасывание воздуха через всасывающие патрубки 58, первую всасывающую камеру 57, отверстия 65, зазор I, внутреннее пространство 53 полого корпуса 45 и входное отверстие 45А, как показано стрелками А1 на фиг. 12J.
Воздушный поток, генерируемый во внутреннем пространстве 53 полого корпуса 45, вызывает растяжение или раскрытие эластичного края E трубчатого трикотажного изделия М, которое постепенно перемещается внутрь полого корпуса 45.
На фиг. 12K показан эффект перемещения вперед трубчатого трикотажного изделия М с эластичным краем Е в направлении выходного отверстия 45В полого корпуса 45 при непрерывном всасывании воздуха через первую камеру 57 всасывания, радиальные отверстия 65 и зазор I. В результате всасывающего действия эластичный край Е сначала прилипает к внутренней поверхности расходящейся области 53В внутреннего пространства 53 полого корпуса 45, а затем входит в зазор I.
Когда трубчатое трикотажное изделие М с эластичной манжетой Е занимает положение, показанное на фиг. 12К, радиальные всасывающие отверстия 65, по существу, перекрываются тканью трубчатого трикотажного изделия, и кольцевой зазор I, по меньшей мере, частично блокируется тканью эластичного края Е. Следовательно, всасывание воздуха вызывает перепад давления в первой всасывающей камере 57, который обнаруживает реле вакуума (не показано). Возникающее в первой всасывающей камере 57 разрежение, то есть снижение давления ниже атмосферного давления, которое обнаруживает реле вакуума, является свидетельством того, что заблокирована большая часть зазора I, а также радиальные всасывающие отверстия 65, следовательно, трубчатое трикотажное изделие М расположено правильно, как показано на фиг. 12К. После обнаружения пониженного давления во всасывающей камере 57, всасывание может быть приостановлено.
На следующем этапе, показанном на фиг. 12L, прекращается вращение роликов 49, при этом в зазоре остается концевой участок изделия, то есть участок, прилегающий к мыску P трубчатого трикотажного изделия М. Закрывающий элемент 61 открывается и продолжается всасывание через первую всасывающую камеру 57, наружный воздух начинает поступать, как показано стрелками A3 через воздушный канал, открытый за счет перемещения створок 61A, 61B, образующих закрывающий элемент 61. Под действием потока воздуха эластичный край E, вступивший в контакт со стенкой 55 полого корпуса 45, удерживается прилипшим к выходной кромке 55В стенки 55.
На следующем этапе, показанном на фиг. 12M, захватный элемент 71 поднимается, при этом пальцы 73, проходя через выходное отверстие 45В, частично входят во внутреннее пространство 53 полого корпуса 45. Пальцы 73 имеют конусообразную дальнего конца, благодаря чему, дистальный конец может легко входить в расширяющуюся область 53В внутреннего пространства 53 полого корпуса 45. При подъеме захватного элемента 71 в положение, показанное на фиг. 12M, обеспечивается связь по текучей среде второй всасывающей камеры 79 с первой всасывающей камерой 57 и с внутренним пространством 53 полого корпуса 45 через всасывающий канал второй всасывающей камеры.
На этом этапе может быть инициировано всасывание воздуха через всасывающие патрубки 80. Как показано стрелками А4 на фиг. 12N, воздушный поток, поступая через входное отверстие 45А, входит во внутреннее пространство 53 полого корпуса 45, затем выходит из внутреннего пространства 53 полого корпуса 45 через выходное отверстие 45В, поступая во вторую всасывающую камеру 79, и выходит через всасывающие патрубки 80. Воздушный поток, создающийся в узком проходе, который остается между внутренней поверхностью стенки 55 полого корпуса 45 и пальцами 73, затягивает трубчатое трикотажное изделие М, отделяя его от выходной кромки 55В, и вынуждает эластичный край E трубчатого трикотажного изделия М облегать пальцы 73 и скользить по ним до достижения положения, показанного на фиг. 12N. В нижнюю часть второй всасывающей камеры 79 подается воздушный поток А4, проходящий через втулку 82, приблизительно соосную пальцам 73 захватного элемента 71, причем указанная втулка 82 продолжается в направлении нижней части всасывающей камеры 79, частично перекрывая всасывающие патрубки 80, в результате чего, воздушный поток A4 обтекает штырь, образованный пальцами 73, примыкающими друг к другу, и создает силу, необходимую для натягивания эластичного края E трубчатого трикотажного изделия М на примыкающие друг к другу пальцы 73.
На фиг. 12O представлено, на виде в аксонометрии, устройство 43 с захватным элементом 71 на описываемом рабочем этапе. На фиг. 12P показан следующий этап, на котором закрывающий элемент 61 возвращается в закрытое положение после того, как захватный элемент начал движение вниз (стрелка f71 на фиг. 12P), извлекая пальцы 73 из внутренней части полого корпуса 45. В этот момент следующее трубчатое трикотажное изделие М1 может быть введено в зазор между роликами 49, которые начинают снова вращаться, инициируя новый цикл обработки, тогда как трубчатое трикотажное изделие М, натянутое на пальцы 73 захватного элемента 71, может быть опущено вниз и надето на форму 5, которая расположена соосно с устройством 43 и захватным элементом 71.
На фиг. 12Q схематично показана термоотделочная форма 5 в положении, соосном захватному элементу 71, пальцы 73 которого были раздвинуты.
Продолжая движение вниз в соответствии со стрелкой f71, захватный элемент 71, пальцы 73 которого предварительно раздвинуты, надевает трубчатое трикотажное изделие М на термоотделочную форму 5. Четыре пальца 73 раздвинуты на соответствующее расстояние, позволяющее трубчатой форме 5 расположиться между ними. При последующем перемещении захватного элемента 71 вниз в направлении стрелки f71 пальцы 73 извлекаются из трубчатого трикотажного изделия М, которое постепенно надевается на форму 5, пока не примет положение, показанное на фиг. 12R. На данном этапе трубчатое трикотажное изделие М целиком надето на форму 5, а захватный элемент 71 с пальцами 73 находится ниже эластичного края Е трубчатого трикотажного изделия М, надетого на верхнюю часть термоотделочной формы 5.
На фиг. 12S, на виде в аксонометрии, показано устройство 43 с захватным элементом 71 и термоотделочной формой 5, которые занимают описанное выше положение. На этом этапе захватный элемент 71 может быть приведен в движение для перемещения в обратном направлении до уровня выше дальнего конца термоотделочной формы 5. Таким образом, указанная форма может перемещаться в угловом направлении посредством поворотного карусельного устройства 3 к следующей станции 11 угловой ориентации. На станции 11 моторизованное фрикционное колесо 121 (фиг. 9А и 9В), взаимодействуя с фрикционным колесом 101, составляющим единое целое с наружной втулкой 93 термоотделочной формы 5, поворачивает наружную втулку 93 термоотделочной формы 5 с трубчатым трикотажным изделием М, чтобы привести трубчатое трикотажное изделие М в требуемое угловое положение относительно съемника 109. На этом этапе съемник полностью втянут внутрь термоотделочной формы 5 и расположен ниже верхней поверхности диска 111. Угловую ориентацию изделия можно также выполнить после термоотделки изделия в камере 15 тепловой обработки.
Таким образом, при последовательном выполнении этапов, описанных со ссылкой на фиг. 12A-12S, по давлению в первой всасывающей камере 57 можно судить о правильности и полноте раскрытия эластичного края E, или о прилипании края к внутренней поверхности стенки 55 полого элемента 45. Если трубчатое трикотажное изделие не удается правильно позиционировать, то есть, эластичный край Е не перекрывает должным образом всасывающие отверстия 65 и/или не вставлен в зазор I, в первой всасывающей камере 57 не будет достигнуто достаточное разрежение, точнее говоря, достаточное отрицательное давление относительно внешнего давления. Давление в указанной камере определяется с помощью реле вакуума (не показано).
Чтобы всасывающие отверстия 65 и зазор I были перекрыты, эластичный край E трубчатого трикотажного изделия М должен быть растянут, то есть раскрыт, что требует определенного времени, если в заданный период времени давление в первой всасывающей камере 57 не снижается ниже заданного порогового значения, блок управления (не показан) термоотделочной машины 1 интерпретирует состояние эластичного края E трубчатого трикотажного изделия М как нераскрытое или частично раскрытое, в связи с этим инициирует повторную процедуру раскрытия эластичного края E или цикл выгрузки трубчатого трикотажного изделия, эластичный край которого не был раскрыт должным образом.
В первом случае, то есть при повторении операций раскрытия края, направление вращения роликов 49 изменяют на противоположное, чтобы эластичный край E трубчатого трикотажного изделия М снова располагался на уровне фотоэлемента 191, после чего цикл, описанный со ссылкой на фиг. 12H-12S повторяется.
Если повторение операций раскрытия является безуспешным, то есть не обеспечивается должное растяжение и раскрытие эластичного края E трубчатого трикотажного изделия М, трубчатое трикотажное изделие М, эластичный край E которого не был раскрыт надлежащим образом, может быть выгружено. Последовательность операций выгрузки изделия показана на фиг. 13А-13Е.
На фиг. 13А схематично показано трубчатое трикотажное изделие, занимающее неправильное положение внутри полого корпуса 45. В этом случае эластичный край Е трубчатого трикотажного изделия М прилипает только к части внутренней поверхности стенки 55 полого корпуса 45, блокируя лишь некоторые всасывающие каналы 65 и только часть зазора I. В результате чего, внутри всасывающей камеры 57 не создается разрежение, необходимое для последующего этапа надевания трубчатого трикотажного изделия М на форму 5. В этой ситуации вращение роликов 49 приостанавливается и направление их вращения изменяется на противоположное, как показано стрелками f49X на фиг. 13B. Одновременно открывается заслонка 39 и инициируется всасывание воздуха через второй всасывающий патрубок 41. Образовавшийся в трубчатом соединении 7C воздушный поток, обозначенный стрелкой A6, увлекает вверх выпущенное роликами 49 трубчатое трикотажное изделие M. Воздушный поток А6 втягивает трубчатое трикотажное изделие М внутрь разгрузочного раструба 37. Из разгрузочного раструба трубчатое трикотажное изделие удаляется после закрытия заслонки 39, то есть при прерывании всасывания. Под весом трубчатого трикотажного изделия М нижняя закрывающая створка 37А разгрузочного раструба 37 открывается и трубчатое трикотажное изделие М выгружается, например, в расположенный ниже контейнер (не показан).
Изобретение описано на примере вариантов его осуществления со ссылками на чертежи, целиком и полностью поясняющих все особенности и детали предмета изобретения, при этом специалисты в данной области техники должны понимать, что допускаются всевозможные модификации, изменения и изъятия без существенного отступления от оригинальных идей, принципов и концепций, изложенных здесь, и преимуществ предмета изобретения, изложенного в формуле изобретения. Формулу изобретения, раскрывающую новые решения, следует рассматривать в самой широкой интерпретации, то есть как охватывающую всевозможные модификации, изменения и изъятия.
























Машина содержит по меньшей мере одну трубчатую термоотделочную форму (5) с продольной осью (B-B), камеру (15) тепловой обработки, приспособленную для введения и извлечения трубчатой термоотделочной формы (5), захватное устройство (71), приспособленное для захвата трубчатого трикотажного изделия (М) и надевания трубчатого трикотажного изделия на трубчатую термоотделочную форму (5). 2 н. и 8 з.п. ф-лы, 13 ил.
1. Машина для термоотделки трубчатых трикотажных изделий (М), содержащая:
- по меньшей мере одну трубчатую термоотделочную форму (5) с продольной осью (B-B);
- камеру (15) тепловой обработки, приспособленную для введения и извлечения трубчатой термоотделочной формы (5);
- захватное устройство (71), приспособленное для захвата трубчатого трикотажного изделия (М) и надевания трубчатого трикотажного изделия на трубчатую термоотделочную форму (5);
- блок (151) окончательной термоотделки и съема, приспособленный для съема трубчатого трикотажного изделия (М) с трубчатой термоотделочной формы (5) и содержащий пару расположенных рядом друг с другом противоположных конвейерных лент (153, 155), определяющих путь снимаемого с трубчатой термоотделочной формы (5) трубчатого трикотажного изделия (М).
2. Машина по п. 1, в которой трубчатая термоотделочная форма (5) содержит съемник (109), выполненный с возможностью выдвигаться и втягиваться на одном конце трубчатой термоотделочной формы (5).
3. Машина по п. 2, в которой съемник (109) имеет плоскую форму.
4. Машина по п. 2 или 3, в которой противоположно расположенные конвейерные ленты (153, 155) и съемник (109) выполнены и регулируются так, чтобы при выдвижении съемника из трубчатой термоотделочной формы (5) конвейерные ленты (153, 155) зажимали и сжимали приподнятое над трубчатой термоотделочной формой трубчатое трикотажное изделие (М) между съемником (109) и двумя конвейерными лентами (153, 155).
5. Машина по одному или более из пп. 1-4, в которой трубчатая термоотделочная форма (5) перемещается посредством транспортера (3), который приспособлен обеспечивать регулируемое вставление трубчатых термоотделочных форм (5) в камеру (15) тепловой обработки и извлечение указанных форм из камеры.
6. Машина по одному или более из пп. 1-5, дополнительно содержащая устройство (12) угловой ориентации, обеспечивающее угловое позиционирование трубчатой термоотделочной формы (5).
7. Машина по одному или более из пп. 1-6, содержащая множество трубчатых термоотделочных форм (5).
8. Машина по п. 7, в которой указанные трубчатые термоотделочные формы (5) перемещаются посредством общего транспортера, предпочтительно, в виде карусельного устройства (3), вращающегося вокруг оси, которая, предпочтительно, параллельна продольным осям трубчатых термоотделочных форм (5).
9. Способ термоотделки трубчатого трикотажного изделия (М), включающий в себя этапы, на которых:
- надевают подлежащее термоотделке трубчатое трикотажное изделие (М) на трубчатую термоотделочную форму (5);
- осуществляют тепловую обработку трубчатого трикотажного изделия (М), надетого на трубчатую термоотделочную форму (5);
- захватывают трубчатое трикотажное изделие (М) посредством пары противоположных конвейерных лент (153, 155), прижимаемых друг к другу;
- снимают трубчатое трикотажное изделие (М) с трубчатой термоотделочной формы (5) посредством двух конвейерных лент (153, 155) и осуществляют окончательную термоотделку трубчатого трикотажного изделия (М) посредством двух конвейерных лент (153, 155), прижимаемых друг к другу.
10. Способ по п. 9, в котором этап захвата трубчатого трикотажного изделия (М) посредством пары противоположных конвейерных лент (153, 155) включает в себя:
- подъем трубчатого трикотажного изделия (М) посредством съемника (109), расположенного внутри трубчатой термоотделочной формы и выдвигаемого с одного конца трубчатой термоотделочной формы (5);
- прижимают друг к другу две конвейерные ленты (153, 155), между которыми располагается съемник (109) с трубчатым трикотажным изделием (М).
| Искусственный забой для испытания забойных двигателей и долот | 1986 |
|
SU1460165A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2374090C1 |

