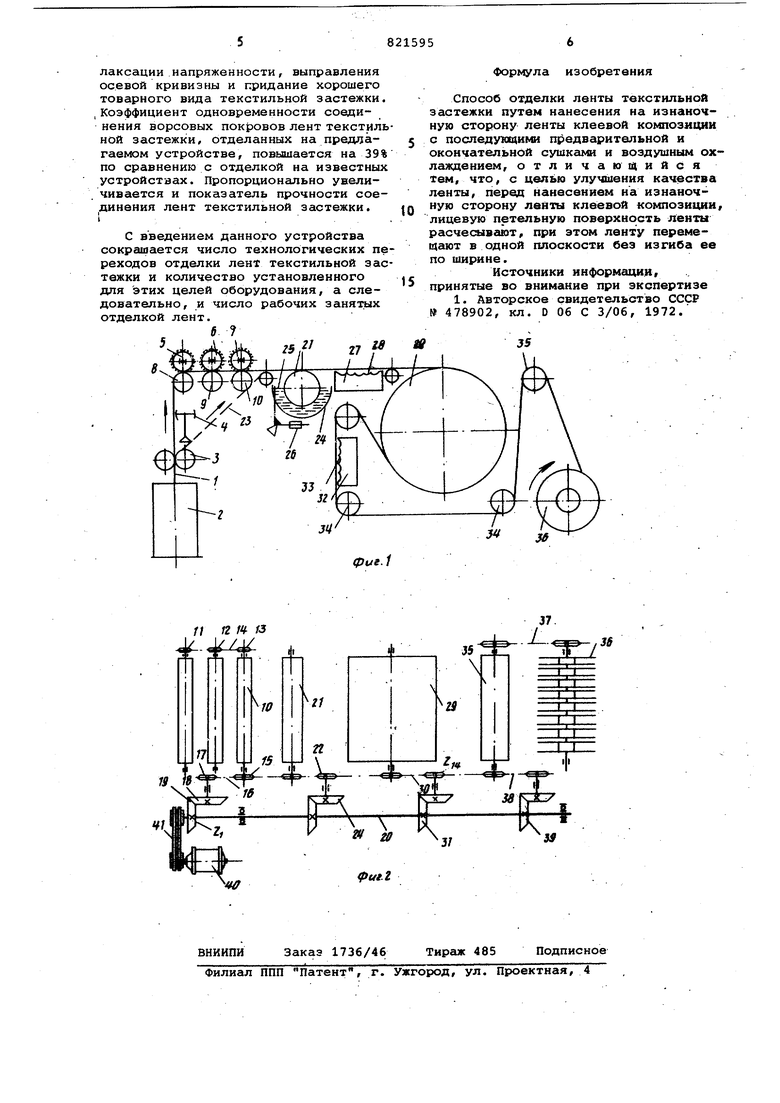
(54) СПОСОБ ОТДЕЛКИ ЛЕНТЫ ТЕКСТИЛЬНОЙ ЗАСТЕЖКИ вида, а также улучшение потребительских свойств текстильной застежки. На фиг, 1 изображена технологическая схема устройства для отделки лент; на фиг. 2 - йинематическая схема устройства. Устройство для отделки ленты состо ит из зоны расчесывания петельной ленты 1 и зон пропитки, предваритель ной и окончательной сушек. Перед зоной расчесывания установлены таз 2 для ленты, которая после таза 2 проходит через пару натяжных валиков 3, после которых установлен датчик 4 наличия ленты. Зона расчесывания содержи-т валики 5-7 обтянутые крючковой лентой, оси которых свободно уст новлены в вертикальных направля сщих. По валикам 5-7 установлены валики 8-10, на осях которых закреплены зве дочки 11-13, связанные цепью. 14. На валике 10 с другой стороны также зак реплена звездочка 15 связанная через цепь 16, звездочку 17 и коническую пару зубчатых колес 18 и 19 распределительным валом 20 устройства. Пос ле зоны .расчесывания размещен валик 21, связанный посредством цепной 22 и зубчатой 23 передачами с распределительным валом 20, при этом скорость валика 21 больше скорости пере мещения ленты в устройстве. Валик 21 установлен в клеевом корыте 24. Клеевая композиция 12 размещена в клеевом кориыте 24. Доза нанесения клеево композиции на изнаночную сторону петельной ленты регулируется степенью прижима ракли 25 к валику 21 действи ем груза 26, а также составом и вязкостью клеевой композиции. После зоны пропитки расположена зона предварительной сушки . В под сушив авздем аппарате 27 через сопла 28 на изнаночную сторону петельной ленты подается горячий воздух, который и производит интенсивную подсушку клеевой композиции, нанесенной на ленту. Зона око чательной сушки представляет собой сушильный барабан 29, связанный также посредством цепной 30 и зубчатой 31 nepёдaчa ш с расгфеделительшлм валом 20. Зона охладцения гфедставляет ссбой аппаф1ат 32, через сопла 33 которого подается холодный воздух, после охлаждения через систему напрааля(яф1х валиков 34 и приводной 35 с канавками лента нгкматывается на кассеты 36-, кинематически св эанные через цепную передачу 37 с приводным валиком 15, который также через целную 38 и зубчатую передачу 39 связан с распределительным валом 20. Распределительный вал 20 свя зан с электродвигателем 40 через ременную передачу 41. Отделка ленты такстнльцрй застежки осуществляется следукхщгм образом Петельнгм лента 1 укладывается в ТАЗ 2 на подготовительнсм столе, где роизводится сшивка в -стык лент (100мJ, нятых с ткацкого станка, в длинную енту (1000м). Одновременно в устойство можно заправить 20 лент. С елью контроля за наличием лент в заправке и остановки устройства при оработке ленты в тазе 2, против кажой ленты установлен датчик 4. При отсутствии петельной ленты датчик 4 поворачивается против часовой стрелки и выключает агрегат из работы. При переходе на отработку крючковой ленты датчик 4 переключается в правую сторону. В этом случае при от-г сутствии крючковой ленты датчик 4 поворачивается по часовой стрелке и также выключает агрегат из работы. Расчесывание петель петельной ленты производится полимерными крючками крючковой ленты закрепленной на расчесывающих валиках. Оси расчесываю1ф1х валиков 5-7 расположены в направляюви х стойках и имеют возможность перемещаться в вертикальном направлении. Соединение ворсового покрова петельной и крючковой лент в зоне расчесывания осуществляется за счбт собственной массы расчесывающих валиков. Вращение расчесывающих валиков -5-7 производится воздействием-петель движущейся ленты 1 на крючки этих валиков. При обработке крючковой ленты она расчесыванию не подвергается и минуя зону расчесывания поступает сразу в зону пропитки изнаночной поверхности ленты. После нанесения на изнаночную сторону кле- евой композиции лента предварительно подсушивается горячим воздухом в гшпарате 27 и поступает на барабан 29, где и происходит окончательная сушка. На поверхности барабана 29 и валика 35 имеется двадцать канавок с дву&торонни «1 ребрами. В кгикдую канавку заправляется одна лента. Это способствует лу ииему осевому выправлению ленты и приданию ей хорошего товарного вида. Так как на сушильнЁХй 18 ленты поступают пройдя зону предварительной подс;| шки, то налипание клеевой компо9ящт на поверхность, барабана исключается.. После барабана 29 ленты охлаждаются и наматывгиотся в кассеты 36. Скорость движения лент в устройстве 10-20 м/эдан. В предцлагашлом устройстве произвоя тая одновременигш отделка до 20 а&уепьтт или крючковых лент текстильной застежки, что,покшмо .по- . вмаевия производительности устройства, позволяет получить текстильную застежку с более равномерньши показателями ее свойств по воей партии застежки. В устройстве совмещены операции расчесывания петель петельной ленты, 19 опиткв ее грунта, высушивания, jge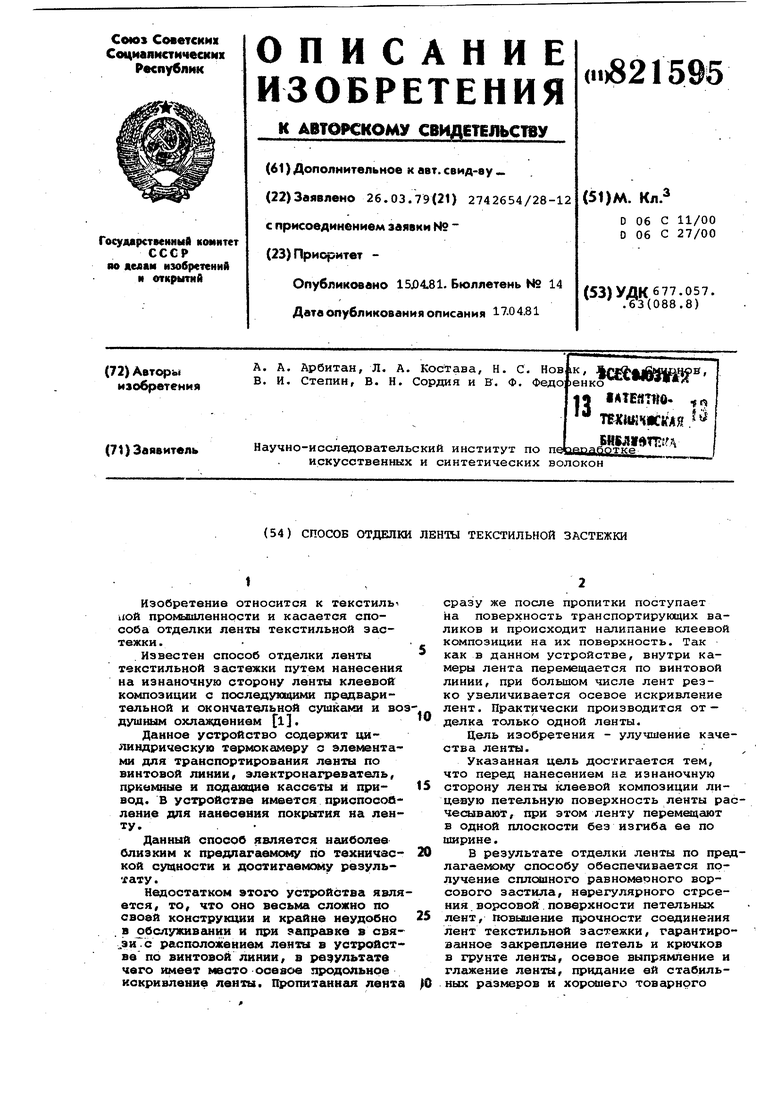

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработкипЕТЕльНОй лЕНТы ТЕКСТильНОй зАСТЕжКи | 1979 |
|
SU848506A1 |
| Машина для ворсования петель ленты текстильной застежки | 1978 |
|
SU720079A1 |
| ПРИСПОСОБЛЕНИЕ К ЛЕНТО-ТКАЦКОМУ СТАНКУ | 1971 |
|
SU316787A1 |
| Устройство для намотки трубчатых текстильных фильтров | 1973 |
|
SU479707A1 |
| Чесальная машина | 1979 |
|
SU933837A1 |
| Способ изготовления соединительных элементов застежки типа "молния" | 1973 |
|
SU521139A1 |
| ПРОФИЛАКТИЧЕСКИЙ КОРСЕТ | 2014 |
|
RU2568509C2 |
| Устройство для разрезания петельКРючКОВОй лЕНТы ТЕКСТильНОй зАСТЕжКи | 1979 |
|
SU796275A1 |
| Ворсовальная машина для тканей с неразрезным петельным ворсом | 1975 |
|
SU558079A1 |
| Штора | 1978 |
|
SU802490A1 |
