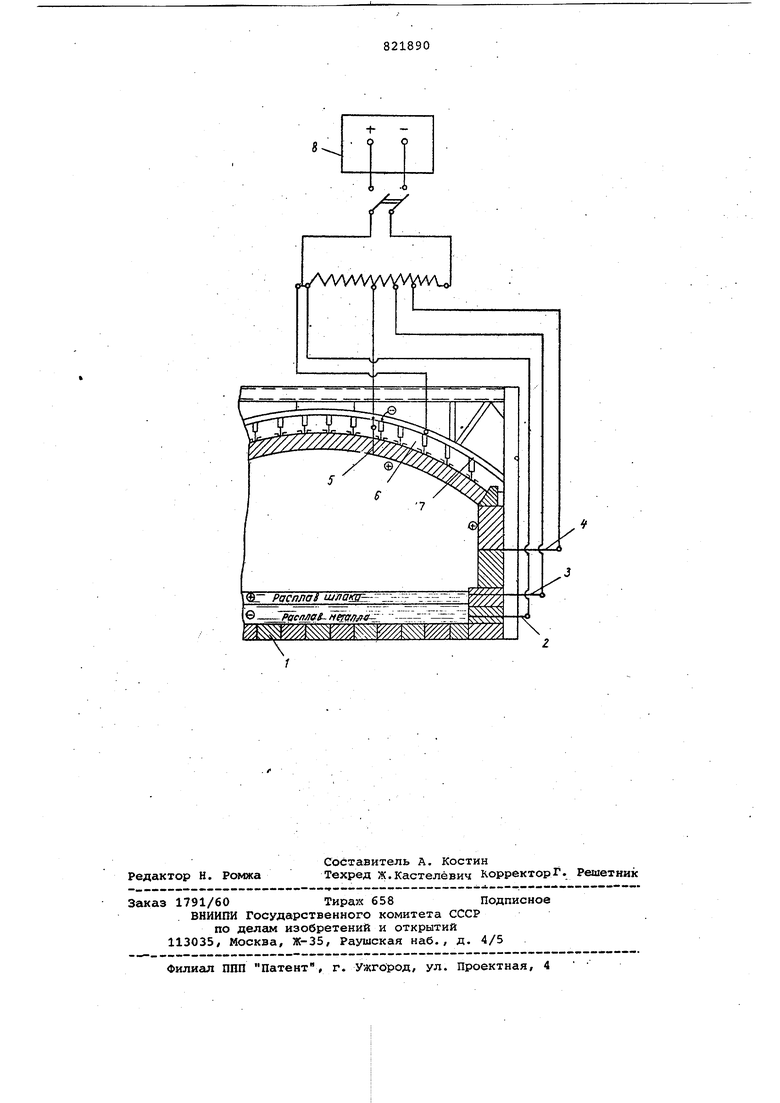
. -1 . Изобретение относится к способам повышения стойкости огнеупорной футе ровки металлургических печей и может быть использовано в черной и цветной металлургии. Известен способ повышения стойкос ти огнеупорной футеровки металлургической печи, сущность которого заключается в том, что напряжение дополнительно прикладывают к расплавленному шлаку, за счет чего увеличивается срок службы огнеупорной футеровки в районе шлакового пояса Однако не полностью компенсирует ся электрический потенциал огнеупор ной футеровки свода, т.е. возникающую термо-ЭДС между рабочей поверхностью огнеупорной футеровки свода и металлическими конструкциями, имеющими контакт с огнеупором и зем. лей. Экспериментальные замеры, произведенные н мартеновской печи, показали, что величина термо-ЭДС между рабочей поверхностью огнеупора сво-. да и металлическими конструкциями п чи (свода) составляет 130 мВ. Налич термо-ЭДС ускоряет физико-химический износ огнеупора свода. При этом полярность возникающей термо-ЭДС ел дующая: рабочая поверхность огцеупора свода - (+), металлические конструкции свода (печи ) .т.е. Земля -(-). Цель изобретения - увеличение срока службы огнеупора свода. Поставленная цель достигается способом повышения стойкости огнеупорной футеровки металлургической печи, содержащей метгиплические конструкции, находящиеся в контакте с огнеупором и землей, включающим прикладывание напряжения от внешнего источника к рабочей поверхности огнеупорной футеровки, расплаву шлака и расплаву металла, метгшлические конструкции свода (печи) соединяют с электродом, введенным в расплавленный метсшл, и с положительным полюсом источника компенсирующего напряжения. На чертеже представлено устройство, реализующее предлагаемый способ. Металлургическая печь 1 имеет электроды 2, введенные в )асплавленный металл, электроды 3, расположенные в зоне расплавленного шлака, электроды 4, расположенные в рабочей поверхности огнеупорной футеровки (кладки) выше уровня .расплавов металла и шлака, электроды 5, расположенные в рабочей поверхности огнеупора свода 6 печи и заземленную металлоконструкцию 7, контактирующую с футеровкой свода.
Способ осуществляется следующим образом.
При технологическом процессе выплавки металла между рабочей поверхностью огнеупорной футеровки (клсщки печи 1, расплавом шлака с одной стороны, и расплавом металла и метал-, лическими конструкциями 7 печи 1 с другой стороны, возникает термо-ЭДС величина которой колеблется в пределах 0,76-1,1 В и имеет следующую полярность: рабочая поверхность огнеупорной футеровки (кладки), расплав, шлака имеет потенциал со знаком (+); расплавленный металл металлические конструкции 7 имеют потенциал со знаком (-).
Для полной компенсации возникающей термо-ЭДС за счет чего увеличивается срок службы огнеупора свода печи, электроды 2 и металлические конструкции 7 печи соединяют с источником напряжения 8 по следующей схеме.
Электроды 2 и металлические конструкции 7 свода, имеющие потенциал со знаком {-), соединяют между собой и с положительным полюсом источника напряжения 8. Электроды 3-5 имеющие потенциал со знаком (+), соединяют с отрицательным полюсом источника напряжения 8.- Напряжение от источника на указанные электроды и метсшлические конструкции 7 подают по величине, превышающей термо-ЭД печи 1, с учетом электропотерь на
сопротивление в подводящих коммуникациях от источника напряжения 8 к электродам и с учетом электропотерь в рабочей поверхности огнеупорной футеровки (кладки) печи 1. Величина подаваемого напряжения составляет 4,0-5,0 В при силе тока в 1 А, и шаге между электродами друг относительно друга 3,0-4,0 м.
По сравнению с известными способами повышения стойкости огнеупорной футеровки предлагаемый способ .имеет следующие преимущества: увеличивается срок службы огнеупора свода на 25%; полностью компенсируется возникающая в печи при технологическом процессе выплавки металла термо-ЭДС.
Формула изобретения
Способ повышения стойкости огнеупорной футеровки металлургической печи, содержащей электроды, введенные в огнеупорную футеровку, расплавленные шлак и металл, включающий подачу напряжения от внешнего источника к рабочей поверхности огнеупорной футеровки, расплаву шлака и расплаву металла, отличающи с я тем, что, с целью увеличения срока службы огнеупора свода, метгшлические конструкции свода соединяют с положительным полюсом источника напряжения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2736834/22-02, кл. F 27 О 1/00, 19.03.79.
dУVVV ЛY ЛЛV
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1979 |
|
SU866387A2 |
| Схема защиты огнеупорной футеровки плавильных печей | 1979 |
|
SU877297A1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160654C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ И МНОГОФУНКЦИОНАЛЬНАЯ ФУТЕРОВКА ДЛЯ МЕТАЛЛОАГРЕГАТОВ | 2000 |
|
RU2160655C1 |
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1977 |
|
SU789673A1 |
| Термит для ремонта футеровки метал-луРгичЕСКиХ АгРЕгАТОВ | 1979 |
|
SU838292A1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОКСИДОВ МЕТАЛЛОВ | 1998 |
|
RU2133291C1 |
| Устройство для защиты огнеупорной футеровки свода металлургической печи | 1987 |
|
SU1444610A1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |