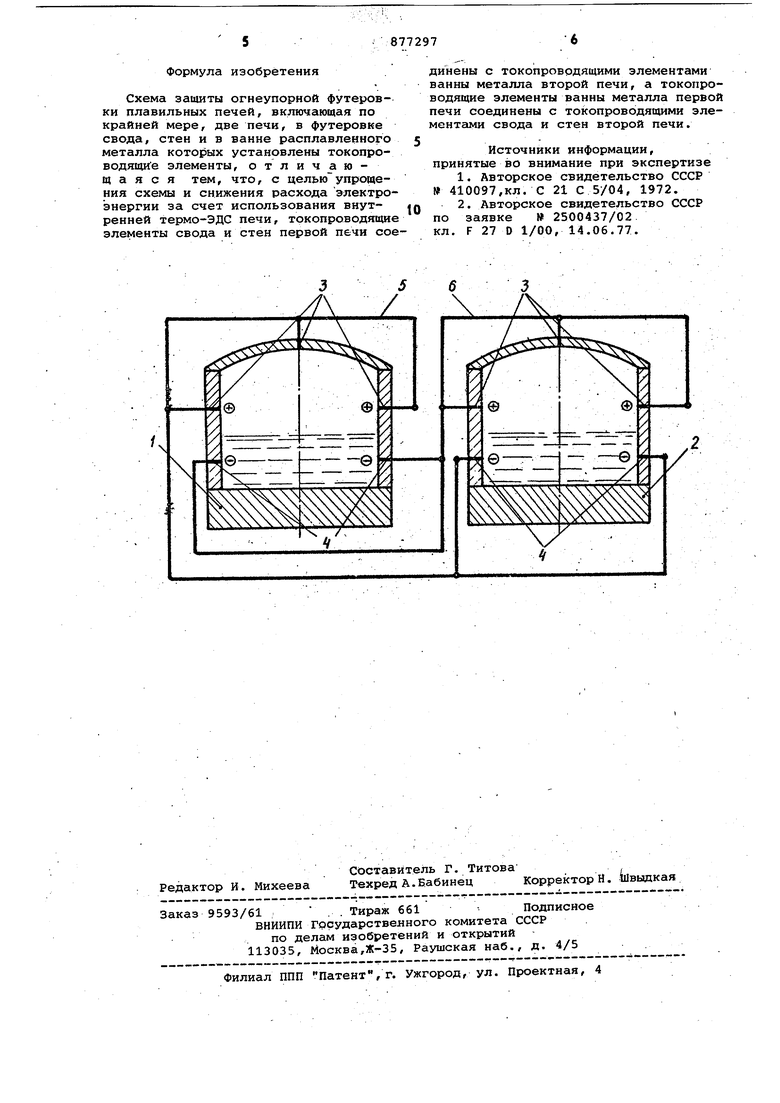
Изобретение относится к металлургии, а именно к защите огнеупорной футеровки плавильных печей от физикохимического износа. Известен способ повышения стойкости огнеупорной футеровки металлургичес ких печей,заключающийся в томгчто через огнеупор вдоль его рабочей поверхности пропускают электрический -ток, поступающий от внешнего источника постоянного тока tl. . Недостаток указанного способа состоит в отсутствии возможности нейтрализовать внутреннюю термо-ЭДС печи, возникающую при технологическом процессе выплавки металла между рабочей поверхностью огнеупорной футеровки свода, стен (со стороты рабочего пространства печи) и ванны с расплавленным металлом, увеличивающую физико химический износ огнеупора, так как электрическая цепь между рабочей поверхностью огнеупорной футеровк.и и ванны.с расплавленным металлом (при подаче электрического тока через огнеупор вдоль его рабочей поверхнос ти) разомкнута. Кроме тго, необходим внетиний источник тока. Наиболее близким к предлагаемой схеме является техническое решение, предусматривающее компенсацию внутренней .термо-ЭДС печи, для чего в футеровке свода, стен и в ванне расплавленного металла установлены токопроводящие элементы jt подключены к внешнему источнику тока для компенсации возникающей термо-ЭДС печи 21 Данное техническое решение обеспечивает повышение стойкости футеровки, однако для этого процесса требуется внешний источник тока, что усложняет схему защиты и сопряжено с дополнительным расходом электроэнергии. Цель изобретения - упрощение схемы и снижение расхода электроэнергии за счет использования внутренней термоЭДС печи. Указанная цель достигается тем, что в схеме защиты огнеупорной футеровки плавильных печей, включающей, по крайней мере, две печи, в футеровке свода, стен и в ванне расплавленного металла которых установлены токопроводящие элементы, причем токопроводящие элементы свода и стен первой печи соединены с токопроводящими элементами ванны металла второй печи, а токопроводящие элементы ванны металла первой печи соединены с токопроводящими элементами свода и стен второй печи.. При технологических процессах и температурах выплавки черных и цветных металлов в печи возникает внутре няя термо-ЭДС печи между расплавлен|ным металлом и рабочей поверхностью ргнеупоров свода, стен печи (со стороны рабочего пространства печи), которая увеличивает физико-химически износ огнеупоров. В результате проведенной работы по исследованию огнеупорной футеровк плавильных печей производства алюминиевобронзовых сплавов установлено, что на внутренней рабочей поверхности огнеупорной кладки возникает потенциал, 1эёличиНа которого различна в разных точках огнеупорной кладки. Величина термо-ЭДС колеблется в различных точках огнеупорной кладки отйрсительно металлической ванны (расплавленного алюминия) в пределах 1,1-2,4 В при силе тока 0,12 А,при этом полярность расплавленного металла .имеет знак (-), а рабочей поверхности огнеупорной I футеровки (+) Поскольку потенциалы точек футеровки и металлической ванны являются переменными величинами (потенциал точек огнеупорной футеровки является .функцией температуры в исследуемой точке, а потенциал ванны является функцией его химического состава), есть возможность комгхенсировать потенциал футеровки для узвеличения сто кости.ее за счет противотоков ванны и огнеупорной футеровки двух соседних печей. На чертеже изображена предлагаема схема защиты огнеупорной футеровки плавильных печей. схема включает две металлоплавиль ные печи 1 и 2, каждая из которых имеет токопроводящие элементы, выполненные в виде пластин 3 и 4, из готовленных из материала, температур плавления которого выше, чем выплавляемого металла, установленные соответственно в швы рабочей поверх ности .огнеупоров свода, стен и ванну с расплавленным металлом. Пластины 3 и 4 при помощи контактных выводов соединены с токопроводящими шинами и б, образуя замкнутую электрическую цепь свод и стены первой печи-распл ленный металл второй печи.и.свод и стены второй печи-расплйвленный м талл первой печи. Предлагаемая схема защиты огнеупорной футеровки плавильных печей работает следующим образом. В процессе выплавки металла токо проводящие пластины 3, установленны в швы огнеупорной кладки (футеровки свода, стен печи (выше ванны с расплавленным металлом), соединяются с отлджившимися в поверхностных сло ях рабочей поверхности огнеупорной фу ровки продуктами плавки,представляющими собой полупроводниковые элементы,в которых под действием температуры технологического процесса плавки металла возникает термо-ЭДС, имеющая полярность со знаком (+), а в ванне с расплавленным металлом возникает термо-ЭДС со знаком (-), которая передается на токопроводящие элементы - пластины 3 и 4. При соединении токопроводящей шиной 5 пластин 3 печи 1, имеющих полярность (+), с пластинами 4 печи 2, имеющих полярность (-), а токопроводящей шиной б пластин 3 печи 2, имеющих полярность со знаком (+), с пластинами 4 печи 1, имеющих полярность со знаком (-), компенсируется внутренняя термо-ЭДС печей 1 и 2 за счет использования внутренней термо-ЭДС этих печей, т.е. внутренняя термо-ЭДС, возникающая при технологическом процессе выплавки металла между расплавленным металлом и рабочей поверхностью огнеупорной футеровки, одной печи передается в качестве противо-ЭДС в другую печь, таким образом, что полярность внутренней термо-ЭДС печи 1 противоположна полярности внутренней термо-ЭДС печи 2, а полярность термо-ЭДС печи 2 противоположна полярности термо-ЭДС печи 1, обеспечивая замкнутую электрическую цепь, свод и стены ванны 1 расплавленный металл печи 2, а также свод и стены печи 2 - расплавленный ме,талл печи 1, уменьшая физико-химический износ огнеупорной футеровки. Пример. Проводят проверку возможности увеличения стойкости огнеупорной футеровки шлакоплавильных печей и печей для плавки неметаллических расплавов и теоретических основ процесса экспериментом на стеклоплавильной печи из условия, что свободная энергия расплава равна Д -23,06 п . Е где п - число электронов, участвующих в процессах, протекающих в расплаве; Е - ЭДС, В, , . Эксперимент на стеклоплавильной печи показывает анс логичность электронных явлений с печами по выплавке металла. . В результате проведения промышленных испытаний скорость разрушения огнеупорной футеровки уменьшается в 1,5 раза, что по приближенным расчетам дает возможность уменьшения огнеупорных материалов на ремонт печей на 30%, а экономическая эффективность в предлагаемой схеме защиты огнеупорной футеровки плавильных печей с учетом дополнительных затрат может достигнуть 40-60 тыс.руб. в год на одну печь средней производительности.
Формула изобретения
Схема защиты огнеупорной футеровки плавильных печей, включающая по крайней мере, две печи, в футеровке свода, стен и в ванне расплавленного металла которых установлены токопроводящке элементы, отличающаяся тем, что, с целью упрощения схемы и снижения расхода электроэнергии за счет использования внутренней термо-ЭДС печи, токопроводящие элементы свода и стен первой печи соединены с токопроводящими элементами ванны металла второй печи, а токопроводящие элементы ванны металла первой печи соединены с токопроводящими элементами свода и стен второй печи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 410097,кл. С 21 С 5/04, 1972.
2.Авторское свидетельство СССР
0 по заявке 2500437/02
кл. F 27 D 1/00, 14.06.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения стойкости огнеупорнойфуТЕРОВКи МЕТАллуРгичЕСКОй пЕчи | 1979 |
|
SU821890A1 |
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1977 |
|
SU789673A1 |
| Способ защиты огнеупорной кладкипЕчи | 1977 |
|
SU733294A1 |
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1979 |
|
SU866387A2 |
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Ванная стекловаренная печь | 1982 |
|
SU1270127A2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВКИ МЕТАЛЛА | 1993 |
|
RU2047663C1 |
| Дуговая сталеплавильная печь | 1980 |
|
SU901783A1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2011 |
|
RU2486717C2 |
