Изобретение относится к цветной металлургии, а именно к конструкции ванны-кристаллизатора электродуговой печи, и может быть использовано как одна из главных составляющих конструкции установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса, который служит легирующим компонентом при изготовлении конструкционных марок легированных сталей, широко применяющихся в машиностроении, химической промышленности, ядерной энергетике.
Для выплавки из руд железосодержащих и цветных сплавов в промышленном объеме более чем полтора века используют плавильные печи типа шахтных и мартеновских, в которых тепловая энергия выделяется при прохождении химических реакций взаимодействия оксидных соединений металлов с восстановителем, например, последовательное восстановление оксидов железа углеродом:
Fe2O3→Fe3O4→FeO→Fe+Q,
где Q - выделение тепловой энергии, кДж. Однако применение такого печного оборудования в цепи технологических операций переработки руды в чистые металлы и сплавы, особенно цветные, имеет ряд существенных недостатков: необходимость в подготовительной переработке исходных материалов в шихту на отдельном производстве со своим технологическим оборудованием, большие промышленные площади для доменных и мартеновских печей, вспомогательные производства технологических жидкостей и газов, сложную и широко разветвленную мощную вентиляционную систему, подведенную ко всем указанным основным и вспомогательным производственным агрегатам и оборудованию, мощную транспортную систему. Эти недостатки побудили ученых использовать и усовершенствовать принцип выделения тепловой энергии с помощью электрической дуги и на основе этого принципа сконструировать электродуговые печи, в которых рудная шихта подвергается одновременному восстановлению и плавлению под действием этой тепловой энергии. Промышленные электродуговые печи в сравнении с шахтными и мартеновскими печами имеют значительно меньшие геометрические размеры, не нуждаются в сложных подготовительных мероприятиях и разветвленных вентиляционных и транспортных системах. Их производственные объемы (объемы рабочего пространства) ограничиваются только мощностью источников питания электрической дуги и потребностью в объеме получаемого конечного продукта - железосодержащих и цветных сплавов.
30-40 лет тому назад начались активные разработки конструкций электродуговых печей. Известны, например, конструкции электродуговых печей и их использование по Авторским свидетельствам СССР №243640 опубл. 13.01.1970, №320694, опубл. 11.02.1970, патенту США 3 598 888, опубл. 07.08.1971, патенту Японии №50-14373, опубл. 10.04.1975, А.С. №583176, опубл. 05.12.1977. Использование электродуговых печей для получения титановых сплавов в технологическом процессе карусельной плавки с донным сливом детально описано в монографии «Андреев А.Л. и др. Плавка и литье титановых сплавов. - М., Металлургия, 1994, с.226-230».
Вообще, электродуговая печь для плавления, например стальной шихты, конструктивно представляет из себя плоско-цилиндрическую или овальную емкость для расплавления скрапа или непосредственно восстановленного в нужной степени железа (губчатого железа). Электродуговые печи загружают обычно или при отброшенной крышке, или через специальное отверстие в крышке. Шихту расплавляют дугами электродов, введенных в печь через крышку. Опорожнение печи происходит в зависимости от ее типа через выпускной желоб или эксцентрично расположенное подовое выпускное отверстие. Известны электродуговые печи на постоянном и переменном токе.
Электродуговые печи постоянного тока имеют нерасходуемый графитовый и подовый электроды. Дуга, которая образовывается между ними, направлена вертикально вниз на стальную ванну. В последнее время стали известны дуговые печи постоянного тока с двумя графитовыми электродами. Т.е., в конструкцию электродуговой печи входят отдельными узлами металлургическая емкость, которую по аналогии с ее формой называют ванной или плавильной ванной, а в отдельном случае в зависимости от условий за назначение в технологическом процессе плавления слитков называют кристаллизатором. Второй узел электродуговой печи - электроды, между которыми образовывается электрическая дуга, с механизмом верхней подачи их в плавильную ванну-кристаллизатор. Третьим узлом электродуговой печи является источник питания током электродов, а четвертым узлом - средства загрузки шихты и система вентиляции рабочего пространства - ванны-кристаллизатора.
Предметом данного изобретения является часть конструкции электродуговой печи - ванна-кристаллизатор, в которой проходит процесс восстановления оксидных соединений металлов под действием электрической дуги между электродом, который подается вертикально сверху и неподвижным нижним электродом, вмонтированным в под ванны-кристаллизатора, а также охлаждение и кристаллизация полученного расплава восстановленных металлов или сплавов.
Из уровня техники известен документ US 5479435, А, 26.12.1995 на „Электродуговую печь", в описании которого изложена конструкция электродуговой печи постоянного тока для расплавления металлического скрапа. Данная конструкция включает овальную металлургическую ванну для расплавления металлического скрапа, которая имеет футерованный огнеупором металлический кожух с вмонтированным в ее под электродом (в одном конструктивном выполнении, когда электрическая дуга образовывается между одним верхним и указанным нижним электродами), крышку с двумя отверстиями для нерасходуемых электродов и квадратным загрузочным отверстием между ними. При подаче тока на электроды образованная между ними электрическая дуга расплавляет металлический скрап, который загружают сверху сквозь загрузочное отверстие и при завершении расплавления металлургическая ванна поворачивается вокруг вертикальной оси, расположенной вне ее корпуса, к емкости, в которую из металлургической емкости выливают расплавленный сплав.
Аналогом такой же конструкции из уровня техники является документ FR 2577311, А1, 14.08.1986 на „Устройство для введения электрода в под электродуговой печи постоянного тока", в описании и на Фиг.1, 2 которого представлены конструкции электродуговой печи и устройства введения электрода в под печи. Электродуговая печь включает металлургическую емкость для плавления шихты, которая имеет в вертикальном разрезе ванну, футерованную огнеупорными блоками, которая ограничена металлическим кожухом в виде срезанного снизу конуса, а сверху - цилиндра. В наиболее низком месте срезанного конуса, который широкой основой направлен вверх, вставлен нижний водоохлаждаемый электрод. Сверху в ванну подаются два нерасходуемых электрода, которые образовывают перекрестную электрическую дугу с нижним электродом и плавят до жидкого состояния металлосодержащую шихту.
К недостаткам вышеприведенных конструкций электрических печей следует отнести то, что в процессе плавления происходит отклонение электрической дуги от нужного прямого направления между электродами, которое вызывает высокую термическую нагрузку на огнеупорную футеровку и, соответственно, нуждается в покрытии поверхности расплава металлического скрапа защитными, например, пенистыми шлаками. Кроме того, происходит частое разрушение электродов за счет обрушения скрапа как при его дополнительной загрузке, так и при его неполном расплавлении и перемещении вдоль ванны расплава. Имеет место также высокая тепловая нагрузка на электроды в зоне крышки печи.
Из уровня техники известна заявка RU, 2004106738, А, 10.09.2005 на „Плавильную печь и способ выплавки металла в ней", в которой описана электродуговая плавильная печь для плавления металлов и сплавов, которая включает ванну, три электрода, которые расположены пространственно над ванной по кругу со сдвигом относительно друг друга, которые подключены пофазно к вторичным обмоткам силового трехфазного трансформатора и электрод, который подсоединен к источнику постоянного тока и расположен в осесимметричной области треугольника, который образован вышеуказанными тремя электродами. Печь также имеет четвертый электрод, который расположен в поде ванны и подсоединен ко второму полюсу источника постоянного тока. Плавление металлосодержащей шихты осуществляется двумя группами электродов, которые образуют электрические дуги от переменного трехфазного тока и постоянного однофазного тока.
К недостаткам указанной конструкции следует отнести: сложную конструкцию электродов и образование электрических дуг от переменного и постоянного токов, необходимость постоянного точного управления нагрузкой от разных источников тока и, соответственно, сложного пространственного взаимодействия между разными электрическими дугами в расплаве металлического материала при его постоянном перемешивании. Целиком прогнозируемо и отрицательное влияние электрических дуг при их несбалансированном расположении на огнеупоры металлургической ванны печи и необходимость в постоянном ремонте ее огнеупорной футеровки.
Также из уровня техники известен документ RU, 2179288, С2, 10.06.2001 на „Электродуговую печь", в описании которого и на Фиг. 1-3 изложена конструкция электродуговой печи для плавления разных металлических и неметаллических тугоплавких материалов. Конструкция печи включает запертую в корпус и футерованную огнеупором прямоугольную камеру плавления со съемной крышкой и отверстиями для расположения одного или двух электродов на консоли, которые имеют возможность вертикально и поступательно двигаться, под камеры плавления со стационарным электродом в виде нескольких стрежней, подсоединенных к общей электрической шине. Камера плавления имеет вид туннеля с шириной по поду 2-4 диаметра электрода и имеет донный вывод образованного в процессе электродугового плавления расплава материалов сквозь подовую летку в виде конфузора, соединенного с диффузором, и дополнительную боковую летку из жароустойчивого материала, которая состоит из жароустойчивой плиты для стока расплава и футерованого огнеупором затвора, который с помощью рычага, поднятого на вехе, имеет возможность открываться и закрываться.
К недостаткам описанной конструкции следует отнести: возможность разгрузки готового металлического или неметаллического расплава через подовую или дополнительную боковую летки только в жидком виде, сложность конструкции, которая обеспечивает движение верхних электродов в процессе плавления, невозможность быстрого демонтажа и ремонта плавильной камеры с заменой поврежденной футеровки.
Из уровня техники известен документ US, 4982411, А, 01.01.1991 на „Сводовый электрод электродуговой печи постоянного тока", в описании которого и на Фиг.1-3 изложена конструкция подового электрода в электродуговой печи постоянного тока для плавления металлов, преимущественно стали. Конструкция печи постоянного тока включает ванну в виде срезанного конуса, обращенного кверху широкой основой и окруженного металлической оболочкой ее корпуса. Ванна футерована огнеупорным кирпичом, который образовывает ступенчатое пространство, которое расширяется кверху. В наиболее низкой части срезанного конуса ванны - поде вмонтирован нижний стальной электрод в виде цилиндрического прутка диаметром 250 мм, верхняя поверхность которого расположена на одном уровне с футеровкой пода ванны. С боковых сторон нижнего электрода расположена уплотненная трамбованием засыпка из оксида магния, которая переходит в послойно составленные огнеупорные кирпичи. Нижняя часть подового стального электрода ввинчивается в огнеупорную вставку и имеет снизу принудительное водное охлаждение и подключается к электрическому питанию.
К недостаткам этой конструкции следует отнести: невозможность быстрой разгрузки полученного расплава металла в твердом виде, разборки и ремонта ванны, отсутствие средств для транспортировки и замены ванны на другую, готовую для дальнейшего плавления.
Наиболее близким, по мнению заявителя, является известный из уровня техники документ US, 4829538, А, 09.05.1989 на „Электродуговую печь", в описании которого и Фиг.1-2 изложена конструкция электродуговой печи постоянного тока, которая включает концентрически расположенный и такой, что имеет возможность вертикально опускаться в рабочее пространство печи графитовый нерасходуемый электрод, который при подаче тока образует электрическую дугу между своим нижним концом и расположенным в поде ванны металлическим или стальным электродом. Электродуговая печь включает прямоугольную в вертикальном и горизонтальном сечениях ванну для плавления металла или оксидов металлов, представляющую собой металлический квадратный корпус со стенками. Стенки и основа корпуса футерованы огнеупорными слоями из разного (по химическому составу) кирпича. Нижняя часть корпуса является основой и образует под печи. Внутренний объем основы с помощью огнеупорных кирпичных слоев образует ступенчатое пространство в виде срезанного конуса, который расширяется кверху и имеет на его уровне отверстие-летку для слива жидкого металла или сплава. В нижней части срезанного конуса ванны - поде вмонтированный нижний электрод в виде нескольких стержней из металла или стали, что связаны общей электропроводной шиной. Огнеупорные слои основы и пода печи изготовлены из кирпичных слоев, которые размещены последовательно сверху к низу корпуса и состоят из слоев кирпича из оксида магния, слоев кирпича из смеси оксида магния и оксида хрома, слоев кирпича из смеси оксида магния и графита и слоя уплотненной графитовой массы.
К недостаткам рассматриваемой конструкции следует отнести: невозможность быстрой разгрузки полученного расплава металла в твердом виде в связи с конструктивно непредусмотренной кристаллизацией расплава в слиток непосредственно в ванне, отсутствие средств для транспортирования и замены ванны на другую, готовую для дальнейшего плавления, отсутствие возможности быстрой и технологической разборки и ремонта поврежденной футеровки ванны электродуговой печи.
В основу заявленного изобретения поставлена задача создания конструкции ванны-кристаллизатора установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса, которая обеспечит оперативную разгрузку охлажденного и закристаллизовавшегося ферротитана в твердом виде, быстрый ремонт и восстановление ее поврежденной футеровки и элементов конструкции для дальнейшего многоразового функционального использования, усреднение химического состава полученного в ванне-кристаллизаторе ферротитана и повышение его качества.
Поставленная задача решается тем, что ванна-кристаллизатор 1 установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса включает металлический квадратный корпус, в основу 11 которого плотно вставлен неподвижный токоподводящий электрод 9, четыре боковые стальные стенки 5, которые имеют огнеупорную футеровку в виде плит 2, и которые образовывают вертикальную часть ванны-кристаллизатора, между основой 11 которой, боковыми стенками 5 и неподвижным токоподводящим электродом 9 установлены огнеупорные изделия 10, при этом плиты 2, которые образовывают огнеупорную футеровку ванны-кристаллизатора, выполнены графитовыми, а часть этих графитовых плит 2 на боковых стальных стенках 5 крепятся с помощью верхних удерживающих кронштейнов 4 и нижних удерживающих кронштейнов 13, а огнеупорные изделия 10, что расположены под указанными плитами 2, изготовлены из шамота, неподвижный токоподводящий электрод 9, который расположен в футерованом поде ванны-кристаллизатора, своей верхней поверхностью имеет возможность контактировать с расплавом ферротитана, и выполнен из круглого графитового стержня, который имеет внешнюю резьбу, и для образования плотного электрического контакта он ввинчен своим нижним концом в основу 11, к которой подключен один из электрических контактов, четыре боковые стальные стенки 5, которые имеют жестко прикрепленные к ним четыре горизонтально установленные поворотные петли 7, соответственно, с помощью которых обеспечивается опускание боковых стальных стенок 5 в горизонтальное положение для свободной разгрузки ферротитана в твердом виде и подъем боковых стальных стенок 5 за приваренные к ним рукоятки 3 в вертикальное положение с фиксацией указанных стенок 5 между собой в этом положении зажимами 12, вдоль боковых стальных стенок 5 закреплены асбестоцементные планки 8 для изоляции от случайного контакта с основой 11 ванны-кристаллизатора, которая имеет по углам жестко прикрепленные подъемные петли 6 для транспортирования ее к месту разгрузки ферротитана и ремонта, а также для установления на место плавления.
Из известного заявителю уровня техники, который частично представлен в данной заявке, в конструкцию электродуговых установок или печей постоянного тока входит металлургическая емкость - футерована огнеупором ванна, в которой происходит процессы восстановления оксидных металлических и неметаллических соединений с одновременным их нагреванием и плавлением. В этих конструкциях ванна выполнена стационарно установленным на поверхность пола цеха или участки устройством, которое имеет свод или крышку, через которые опускают нерасходуемые или расходуемые электроды для образования между ними и нижними или подовыми электродами электрической дуги и, соответственно, восстановления и плавления загруженной в ванну шихты или расплавления расходуемого электрода, который наполнен нужной для процесса шихтой. Поскольку в заявленном изобретении для плавления используют расходуемый электрод с уплотненной шихтой, которая расположена в стальной оболочке, который при опускании через отверстие в крышке оплавляется с конца под слоем защитного флюса электрической дугой до полного расплавлению (остается только огарок), следует отметить, что наполненная расплавом ферротитана и защитным шлаком металлургическая ванна для обеспечения непрерывности процесса получения ферротитана выполнена сменной с возможностью ее легкого транспортирования от узла крепления верхнего электрода на участок охлаждения и кристаллизации полученного расплава ферротитана и, при необходимости, разборки и ремонта поврежденной футеровки ванны. При этом параллельно целесообразно установить на место охлаждаемой ванны другую, готовую для следующего процесса восстановления и плавления следующего расходуемого электрода с шихтой. После завершении процессов кристаллизации жидкого ферротитана и шлака ванну разгружают и готовят к новому циклу восстановления и плавления ферротитана. В соответствии с ее главной функцией - получением ферротитана в твердом виде - заявленное изобретение названо ванной-кристаллизатором.
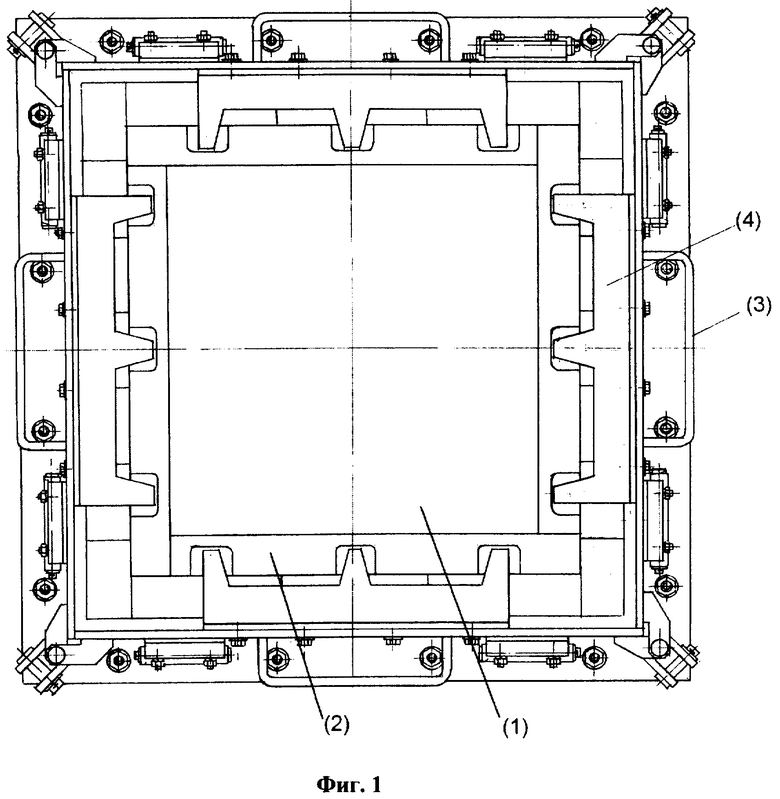
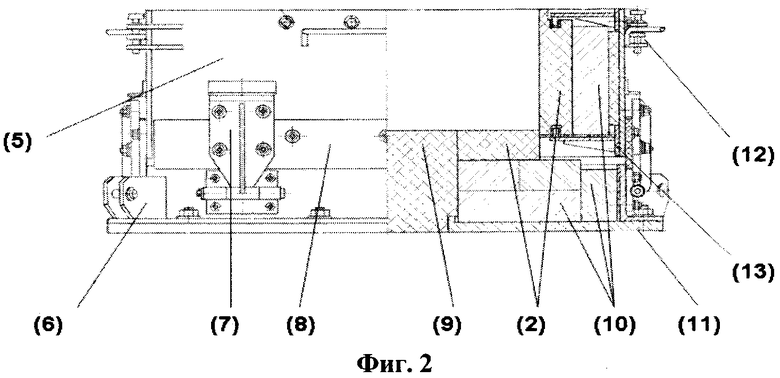
Конструкция ванны-кристаллизатора установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса представлена на чертежах - Фиг.1, 2. На Фиг.1 изображен вид сверху ванны-кристаллизатора установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса. На Фиг. 2 представлено полвида и пол продольного разреза ванны-кристаллизатора, которая изображена на Фиг. 1.
Ванна-кристаллизатор 1 установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса (см. Фиг.1, 2) состоит из металлического квадратного корпуса из стального листа, который накрывается сверху квадратной стальной двухсекционной, с круглым отверстием для введения верхних электродов (расходуемого или нерасходуемого), крышкой (на чертежах не показана), секции которой съемные и одна из которых имеет прикрепленный к ней боковой отсос системы вентиляции рабочего пространства ванны-кристаллизатора. В центр основы 11 квадратного металлического корпуса с помощью внешней резьбы плотно ввинчен неподвижный токоподводящий электрод 9, который имеет вид круглого в сечении прутка, который выполнен из графита и через стальную основу 11 на который подается ток от источника питания (не показано). На основу 11 вокруг неподвижного электрода 9 несколькими слоями плотно уложены легковесные огнеупорные изделия 10 из шамота таким образом, чтобы места стыков каждого отдельного слоя огнеупорных шамотных изделий 10 не совпадали с соответствующими местами стыков их последующего (к верху) слоя. Последний пласт огнеупоров, верхняя поверхность которого находится на одном уровне с верхней поверхностью неподвижного токоподводящего электрода (9) представляет собой графитовые плиты 2, которые образовывают под ванны-кристаллизатора и являются нижней частью ее рабочего пространства.
Верхнее от пода рабочее кубическое пространство ванны-кристаллизатора ограничивается частью стального корпуса, который состоит из четырех боковых стальных стенок 5. Боковые стальные стенки 5 имеют жестко прикрепленные удерживающие огнеупорную футеровку нижний 13 и верхний 4 удерживающие кронштейны, на которые ближе к боковым стальным стенкам 5 укладываются огнеупорные шамотные изделия 10 и плотно к ним - графитовые плиты 2, что и составляет огнеупорную футеровку боковых стальных стенок 5. В вертикальном положении четыре боковых стальных стенки удерживаются одна с одной зажимами 12, а при их высвобождении указанные стенки (вместе с огнеупорной футеровкой) имеют возможность откидываться с помощью приваренных к ним извне рукояток 3, а также жестко прикрепленных извне к указанным стенкам 5 поворотных завесов 7 в горизонтальное положение. Извне к стальному квадратному корпусу вдоль боковых стальных стенок 5 присоединены асбестоцементные планки 8, которые делают невозможным случайный контакт персонала, который обслуживает ванну-кристаллизатор 1 в процессе ее эксплуатации с токоподводящими деталями. Для обеспечения возможности транспортирования ванны-кристаллизатора 1 от узла подавания верхних электродов в рабочее пространство на участок охлаждения и кристаллизации расплава ферротитана и шлака в нижних углах стального корпуса ванны-кристаллизатора 1 жестко прикреплены четыре подъемные петли 6.
Ванна-кристаллизатор 1 установки для получения ферротитана путем электродугового плавления рутила под шаром защитного флюса.
Перед работой ванны-кристаллизатора 1 проверяют работоспособность всех ее механических частей и целостность асбестоцементных планок 8. Собирают ванну-кристаллизатор I следующим образом. Сначала в основу 11 ввинчивают неподвижный графитовый электрод 9. Для обеспечения хорошей токопередачи от основы 11 к неподвижному графитовому электроду 9 на основу 11 засыпают мелкий (<2 мм) графитовый бой слоем 5-6 мм. На графитовый бой укладывается первый слой огнеупорных шамотных изделий 10, зазор между которыми не должен быть больше 2 мм. На первый слой шамотных изделий 10 вкладывается их следующий слой таким образом, чтобы не совпадали зазоры нижнего слоя с зазорами следующего слоя. Зазоры и пустоты, которые образовались в процессе укладывания слоев огнеупоров заполняются, например маршалитом (фракция не больше 1 мм). На верхний слой огнеупорных шамотных изделий 10 укладываются графитовые плиты 2, подобранные таким образом, чтобы их верхний край был на одном уровне с верхней площадкой неподвижного токоподводящего графитового электрода 9. Зазоры между указанным электродом 9 и графитовыми плитами 2 замазываются смесью электродного боя (80 мас.%) и жидкого стекла (20 мас.%). Боковые стальные стенки 5 с помощью рукояток 3 поднимаются в вертикальное положение на поворотных петлях 7 и фиксируются в этом положении с помощью зажимов 12. Между кронштейнами 13 и 4 закрепляются и фиксируются шамотные 10 и графитовые 2 огнеупоры. Размер графитовых плит 2 выбран таким образом, чтобы они совпадали с графитовыми плитами 2 пода в стык без зазора. Щели между вертикально установленными на боковых стальных стенках 5 графитовыми плитами 2 замазываются вышеуказанной смесью электродного боя и жидкого стекла. Вся проверка и сборка выполняются или на его рабочем месте под узлом закрепления и опускания верхних нерасходуемых и расходуемых электродов, или на участке разгрузки и ремонта, и после сборки, соответственно, ванна-кристаллизатор 1 готова к плавлению.
После сборки в ванну-кристаллизатор 1 загружают защитный флюс, который расплавляют нерасходуемым графитовым электродом установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса. При опускании его в флюс с помощью поворота из нейтрального положения нерасходуемого электрода, который стационарно закреплен на дополнительной горизонтальной штанге вертикальной стойки указанной установки, в вертикальное положение над ванной-кристаллизатором 1. Штанга приводом вертикального движения опускается в защитный флюс. На нерасходуемый графитовый электрод указанной выше установки подают ток от источника питания с образованием электрической дуги между нерасходуемым графитовым электродом и неподвижным токоподводящим электродом, который установлен и подключен к основе 11 ванны-кристаллизатора 1. При помощи электрической дуги осуществляют процесс плавления защитного флюса.
Перед началом процесса расплавления защитного флюса в стальную оболочку расходуемого электрода указанной установки загружают предварительно образованную шихту из рутила (или другого титансодержащего окисленного материала), восстановителя (например, алюминиевой крупки) и связующего агента (например, жидкого стекла), которую набивают и уплотняют в стальной оболочке с помощью установки уплотнения шихты. Уплотненный до экспериментально установленной плотности расходуемый электрод закрепляют в подъемно-транспортном устройстве и загружают в сушильный шкаф, где его выдерживают для получения определенного количества влаги в нем.
По окончании процесса сушки и расплавления нерасходуемым электродом защитного флюса нерасходуемый электрод указанной установки ванны-кристаллизатора 1 поворотом дополнительной штанги отводят от ванны-кристаллизатора 1. Одновременно или после освобождения рабочего пространства электрошлаковой печи высушенный расходуемый электрод подъемно-транспортным средством, например тельфером, подают в узел крепления указанной установки, где его закрепляют и с помощью привода движения на вертикальной стойке опускают в ванну-кристаллизатор 1 с погружением в расплав защитного флюса. На расходуемый электрод указанной установки и неподвижный токоподводящий графитовый электрод, который установлен в основе 11 ванны-кристаллизатора 1, подают напряжение и ток и образовывают электрическую дугу, которая плавит расходуемый электрод указанной установки. В результате прохождения процессов восстановления и плавления шихты, которую содержит расходуемый электрод, образовывается расплав ферротитана в ванне-кристаллизаторе 1.
Параметры электрического режима дуги и контроль расстояния между концами электродов в защитном флюсе ванны-кристаллизатора 1 регистрируются, управляются и поддерживаются в оптимальном режиме с помощью индикаторов на пульте управления указанной установки. Управление указанными параметрами процесса может осуществляться как в ручном, так и в автоматическом режимах в зависимости от задачи, которая решается с помощью указанной установки. Объем ванны-кристаллизатора рассчитан таким образом, что в нем вмещается определенное количество проплавляемых расходуемых электродов (от 1 до 7 электродов длиной 600-1200 мм).
После проплавления сменного расходуемого электрода до конца, если объем ванны-кристаллизатора 1 не заполнен, из рабочего пространства электрошлаковой печи указанной установки выводят огарок расходуемого электрода с помощью вышеуказанного привода движения вдоль вертикальной стойки. Узел крепления расходуемого электрода высвобождают от огарка и закрепляют в нем новый, предварительно высушенный, расходуемый электрод. Этот электрод опускают в расплав ферротитана в ванной-кристаллизаторе 1 и снова подают на него питание для образования электрической дуги и плавления расходуемого электрода. При проведении операции высвобождения огарка и закрепления нового расходуемого электрода в ванну-кристаллизатор опускают известным образом графитовый нерасходуемый электрод с целью поддержания защитного флюса и образованного расплава ферротитана в жидком виде и поднимают его наружу при готовности к плавлению нового расходуемого электрода. Плавление расходуемого электрода повторяют описанным способом до заполнения всей ванны-кристаллизатора 1 расплавом ферротитана.
После заполнения объема ванны-кристаллизатора 1 ферротитаном и шлаком процесс плавления останавливают, с ванны-кристаллизатора снимают крышку, отсоединяют электрический контакт от основы 11, поднимают за подъемные петли 6 и транспортируют соответствующим средством на участок охлаждения, разгрузки и ремонта. После охлаждения продукт плавления высвобождается из объема ванны-кристаллизатора 1 путем высвобождения зажимов 12 и опускания боковых стенок 5 в горизонтальное положение со следующей разгрузкой продукта плавления - ферротитана с шлаком в твердом виде в разные емкости. Ванна-кристаллизатор 1 тщательно осматривается с целью определения поломок и повреждений и, при необходимости, она ремонтируется. После освобождения от ферротитана и шлака ванна-кристаллизатор 1 собирается по упрощенной схеме для дальнейшего использования в следующем процессе плавления.
Признанную годной ванну-кристаллизатор 1 собирают в следующем порядке.
Боковые стенки 5 с помощью рукояток 3 на поворотных петлях 7 поднимаются в вертикальное положение и фиксируются в нем зажимами 12. Щели, если они образовались между вертикальными графитовыми плитами 2 на боковых стенках 5, замазываются смесью мелкого электродного боя и жидкого стекла в вышеупомянутых пропорциях. После сбора готовая ванна-кристаллизатор 1, при необходимости, транспортируется описанным образом к узлу крепления расходуемых электродов указанной установки.
Следует отметить, что неполная разборка ванны-кристаллизатора 1 выполняется после каждого процесса плавления ферротитана на участке разгрузки и ремонта. Пример.
Ванну-кристаллизатор 1 в установке для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса использовали в исследовательских плавках рутила. В процессе исследовательских плавок изготовляли расходуемые электроды длиной 600-1200 мм и весом 70-150 кг, которые содержали шихту, которая включала от 50-до 80 мас.% рутила с химическим составом: 94,0 мас.% оксида титана, 1,50 мас.% оксида кремния, 0,07 мас.% пятиокиси фосфора, 3,0 мас.% оксида алюминия и остальное - оксид железа, алюминиевую крупку АП-1 и жидкое стекло. При плавлении напряжение дуги составляло 15-50 В, а сила тока 1000-3000 А. Влага шихты в высушенном затратном электроде не превышала 10%.
При плавлении было переплавлено 6 расходуемых электродов и получено 150 кг ферротитана с химическим составом 65-85 мас.% титана, 2,0-5,5 мас.% алюминия, до 1,5 мас.% кремния и 17-25 мас.% железа, который отвечает ГОСТу 4761-91 на ферротитан марки ФТи70С1 (Ti 65-75 мас.%, Al 5,0 мас.%, Si 1,0 мас.%, С 0,4 мас.%, V 3,0 мас.%, Cu 0,4 мас.%, Мо 2,5 мас.%, Zr 2,0 мас.%, Sn 0,15 мас.%).
В отдельных исследовательских плавках полученный ферротитан имел в своем составе до 85,2 мас.% титана, что приблизительно на 10% выше, чем соответствующий показатель по ГОСТу, а суммарное содержание примесей Si+С+V+Cu+Mo+Zr+Sn составляло меньше 13 мас.%, что на 13% меньше, чем соответствующий показатель по ГОСТу.
Как показали исследования, состояния футеровки и других деталей ванны-кристаллизатора 1 после 20 плавок футеровка ванны-кристаллизатора нуждается в незначительном ремонте - замазывании не более как двух швов на боковых стенках 5 и, соответственно, время на осматривание относительно наличия повреждения деталей ванны-кристаллизатора 1 в этом случае составляет от 1 до 3,5 минут. Кроме того, как было указано выше, для создания непрерывности в процессе плавления расходуемых электродов после наполнения ванны-кристаллизатора 1 ее транспортируют на участок охлаждения, разгрузки и ремонта, а на ее место под узлом крепления расходуемых электродов установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса транспортируют и устанавливают другую ванну-кристаллизатор 1, которая снаряжена и готова к плавке. Т.е. время на замену одной (полной расплавом ферротитана) ванны-кристаллизатора 1 другой ванной-кристаллизатором 1 составляет, как показали исследовательские плавки, не больше 2,5-3,5 минут, которые в сравнении со временем выливания жидкого сплава и шлака в разные изложницы или другие металлургические емкости составляют на 24-31% меньше.
Химический состав слитков ферротитана, полученных в результате исследовательских плавок, изучался и анализировался по всему объему слитков. Полученные данные по содержанию титана и железа в верхней трети, средней трети и нижней трети слитков различались между собой в интервале 1,75-2,34%, что указывает на достаточное усреднение химического состава слитков ферротитана.
Предоставленное описание не ограничивает заявленное изобретение во всех возможных его модификациях, усовершенствованиях и эквивалентах, которые не выходят за пределы заявленной формулы, а служит лишь иллюстрацией, дополнением и уточнением конкретных воплощений изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2392336C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ ТИТАНСОДЕРЖАЩЕГО МАТЕРИАЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2398908C2 |
| ВЫСОКОТИТАНОВЫЙ ФЕРРОСПЛАВ, ПОЛУЧАЕМЫЙ ДВУХСТАДИЙНЫМ ВОССТАНОВЛЕНИЕМ ИЗ ИЛЬМЕНИТА | 2005 |
|
RU2335564C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ЭЛЕКТРОШЛАКОВЫМ ПЛАВЛЕНИЕМ | 2005 |
|
RU2335553C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ИЗ ИЛЬМЕНИТА | 2005 |
|
RU2329322C2 |
| Способ получения сплава титан-железо и устройство для его осуществления | 2019 |
|
RU2734610C1 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА С ПОЛЫМ НЕРАСХОДУЕМЫМ ЭЛЕКТРОДОМ | 2015 |
|
RU2603409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКОВ ИЗ НЕКОМПАКТНЫХ СТАЛЬНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БЛОКОВ СТАЛЬНЫХ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2148665C1 |
| ТИТАНОСОДЕРЖАЩАЯ ШИХТА ДЛЯ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ФЕРРОТИТАНА, СПОСОБ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ФЕРРОТИТАНА И СПОСОБ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ТИТАНОСОДЕРЖАЩЕГО ШЛАКА В КАЧЕСТВЕ КОМПОНЕНТА ТИТАНОСОДЕРЖАЩЕЙ ШИХТЫ ДЛЯ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ФЕРРОТИТАНА | 2012 |
|
RU2516208C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
Изобретение относится к области металлургии, а именно к конструкции ванны-кристаллизатора электрошлаковой установки для получения ферротитана. Ванна-кристаллизатор содержит металлический квадратный корпус, в основе которого плотно установлен неподвижный токоподводящий электрод, между основой, боковыми стенками и неподвижным токоподводящим электродом установлены плиты, которые образуют огнеупорную футеровку ванны-кристаллизатора и выполнены графитовыми, причем часть графитовых плит на боковых стальных стенках удерживаются с помощью верхних удерживающих кронштейнов и нижних удерживающих кронштейнов, а огнеупорные изделия, которые расположены под указанными плитами, изготовлены из шамота, а к четырем боковым стальным стенкам жестко прикреплены четыре горизонтально установленные поворотные петли, которые обеспечивают опускание боковых стальных стенок в горизонтальное положение для свободной разгрузки ферротитана в твердом состоянии вдоль боковых стальных стенок. Изобретение обеспечивает оперативную разгрузку охлажденного и закристаллизовавшегося ферротитана в твердом виде, быстрый ремонт поврежденной футеровки и элементов конструкции ванны-кристаллизатора для дальнейшего многоразового функционального использования, а также усреднение химического состава полученного в ванне-кристаллизаторе ферротитана и повышение его качества. 2 ил.
Ванна-кристаллизатор (1) установки для получения ферротитана путем электродугового плавления рутила под слоем защитного флюса, содержащая металлический квадратный корпус, в основу (11) которого плотно вставлен неподвижный токоподводящий электрод (9), четыре боковые стальные стенки (5), которые имеют огнеупорную футеровку в виде плит (2), образующие вертикальную часть ванны-кристаллизатора, между основой (11) корпуса, боковыми стенками и неподвижным токоподводящим электродом (9) установлены огнеупорные изделия (10), отличающаяся тем, что плиты (2), которые образуют огнеупорную футеровку ванны-кристаллизатора, выполнены из графита, причем часть графитовых плит (2) на боковых стальных стенках (5) удерживаются с помощью верхних удерживающих кронштейнов (4) и нижних удерживающих кронштейнов (13), а огнеупорные изделия (10), которые расположены под указанными плитами (2), изготовлены из шамота, неподвижный токоподводящий электрод (9) расположен в футерованном поде ванны-кристаллизатора с возможностью контактирования своей верхней поверхностью с расплавом ферротитана и выполнен из круглого графитового стержня, который имеет внешнюю резьбу и для образования плотного электрического контакта ввинчен нижним концом в основу (11), к которой подключен один из электрических контактов, при этом к четырем боковым стальным стенкам (5) жестко прикреплены четыре горизонтально установленные поворотные петли (7), соответственно, с помощью которых обеспечивается опускание боковых стальных стенок (5) в горизонтальное положение для свободной разгрузки ферротитана в твердом виде, а также подъем боковых стальных стенок (5) за приваренные к ним рукоятки (3) в вертикальное положение с фиксацией указанных стенок (5) между собой в этом положении зажимами (12), а вдоль боковых стальных стенок (5) закреплены асбестоцементные планки (8) для изоляции от случайного контакта с основой (11) ванны-кристаллизатора, которая имеет по углам жестко прикрепленные подъемные петли (6) для транспортирования ее к месту разгрузки ферротитана и ремонта, а также для установки на место плавления.
| US 4829538 А, 09.05.1989 | |||
| Установка для очистки металла в вакууме | 1976 |
|
SU583176A1 |
| US 5479435 A, 26.12.1995 | |||
| СПОСОБ ЛЕЧЕНИЯ ИЛИ ПРОФИЛАКТИКИ РАКОВОГО ЗАБОЛЕВАНИЯ У ЧЕЛОВЕКА, КОТОРОЕ ХАРАКТЕРИЗУЕТСЯ ПОВЫШЕННЫМ УРОВНЕМ ЭКСПРЕССИИ ИЛИ АКТИВНОСТИ Gadd45β ПО СРАВНЕНИЮ С ОБЫЧНЫМИ ЗДОРОВЫМИ КЛЕТКАМИ, В СЛУЧАЕ ЗАВИСИМОСТИ ЖИЗНЕСПОСОБНОСТИ И/ИЛИ РОСТА РАКОВЫХ КЛЕТОК ОТ NF-кВ, И ТРИПЕПТИД. | 2010 |
|
RU2577311C2 |

