(54) СПОСОБ ПОВЬВИЕНИЯ СТОЙКОСТИ ОГНЕУПОРНОЙ ФУТЕРОВКИ МЕТАЛЛУ ГИЧЕСКСЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения стойкости огнеупорнойфуТЕРОВКи МЕТАллуРгичЕСКОй пЕчи | 1979 |
|
SU821890A1 |
| Способ повышения стойкости огнеупорной футеровки металлургической печи | 1977 |
|
SU789673A1 |
| Футеровка сталеразливочного ковша | 1989 |
|
SU1743687A1 |
| Ванная стекловаренная печь | 1982 |
|
SU1270127A2 |
| Схема защиты огнеупорной футеровки плавильных печей | 1979 |
|
SU877297A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ С КИСЛОЙ ФУТЕРОВКОЙ | 2021 |
|
RU2760903C1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| Способ выплавки стали | 1985 |
|
SU1273394A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ | 2013 |
|
RU2533894C1 |
| Способ защиты огнеупорной кладкипЕчи | 1977 |
|
SU733294A1 |
I
Изобретение относится к области черной и цветной металлургии, к способам повышения стойкости огнеупорной футеровки металлургических печей«
По основному авт. св. V 789673 известен способ повышения стойкости огнеупорной футеровки металлургической печи, согласно которому напряжение прикладывают к рабочей поверхности футеровки и расплавленному металлу.
Недостатком указанного способа является то, что он защищает рабочую поверхность огнеупорной футеровки от физико-химического износа неравномерно, в общем повышая стойкость футеровки в 1,5 раза, однако футеровка задней стенки на уровне второго шлакового пояса в результате контакта с нагретьгм металлом и шлаком изнашивается со скоростью до 100 мм за плавку, т.е. в 10 раз интенсивнее, чем верхняя часть задней стенки. Этот участок футеровки восстанавливают после каждой плавки, затрачивая 10-15 мин ра бочего времени печей при расходе заправочных материалов 15-18 кг/т стали.
Цель предлагаемого изобретения увеличение срока службы огнеупорной футеровки в зоне вшакового пояса.
Поставленная цель достигается тем, что напряжение дополнительно прикладывают к расплавленному шлаку.
10
Приложение напряжения дополнительно к расплавленному шлаку компенсирует электрический потенциал меязду расплавом шлака и металла, увеличивая срок службы огнеупорной футеровки
15 на уровне второго шлакового пояса в зоне ее контакта с нагретым металлом и .шлаком.
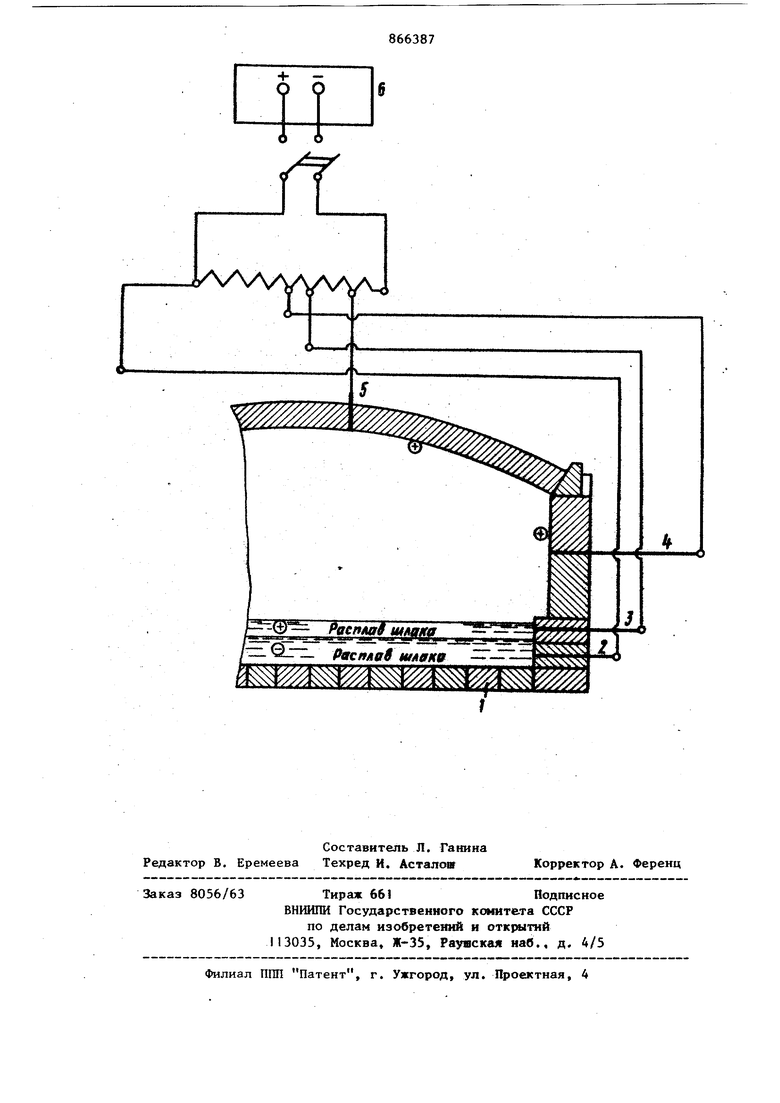
На чертеже приведена схема для реализации способа повышения стой20кости огнеупорной футеровки металлургической печи.
Способ осуществляется следуимцим образом. В рабочую поверхность огнеупорной футеровки мартеновской печи 1 (при капитальном или холодном ремонте), в швы огнеупорной кладки закладывают электроды: 2 - в подину или стенку в зоне нахождения расплавленного металла, 3 - в стену и зоне расплава шлака, 4 - в стены выше уровня металла и шлака, 5 - в свод печи, к которым от источника 6 прикладывают напряжение, компенсирующее термоЭДС, возникающую в печи при выплавке металла. Электроды 2, 3, 4 и 5 могут быть выполнены, например из JIpoвoлoк диаметром 2,0-3,0 мм из вольфраг ил молибдена, т.е. материала, имеющего температуру плавления выше температуры плавления стали. Для измерения внутренней термоЭДС печи 1 токопроводящие провода, например выполненные из медного провод диаметром 3,0-4,0 мм, от электрода 2 и электродов 3, 4 и 5 подсоединяют к вольтметру. Измеренная максимальная величина термоЭДС составила 1,1 при этом полярность была следующая: электрод 2 имел потенциал со знаком (-) минус, а электроды 3, 4 и 5 - со знаком (+) плюс. Для компенсации измеренной термоЭДС электрод 2 подсоединяют к положительному, а электроды 3, 4 и 5 к отрицательному полюсам источьшка напряжения 6 и подают противоЭДС, величина которой превышает по величине внутреннюю термоЭЖ печи, с учетом потерь на преодоление электрического сопротивления на элек родах, монтажных соединениях и проводах и составляет 4-6 В, при этом 7,4 компенсируется термоЭДС между расплавом шлака и металла, за счет чего на уровне второго шлакового пояса в местах контакта огнеупорной футеровки с нагретым металлом и шлаком уменьшается физико-химический износ огнеупорной футеровки и увеличивается срок службы огнеупора в зоне шлакового пояса в два раза. По сравнению с известными способами повышеютя стойкости огнеупорной футеровки металлургических печей предлагаемый способ увеличивает срок службы огнеупорной футеровки в зоне шлакового пояса в 2 раза, торкретировку шлакового пояса производят через плавку, за счет чего экономится рабочее время печИ 10-15 мин, идущее на восстановление шлакового пояса; экономятся материалы, идущие на восстановление шлакового пояса;уменьшается количество металла в сливаемом шлаке, снижая безвозвратные потери металла со шлаком за счет компенсации термоЭДС между расплавом шлака и расплавом металла. формула изобретения Способ повывения стойкости огнеупорной футеровки металлургической печи по авт. св. Hf 789673, отличающийся тем, что, с цепью увеличения срока служб огнеупорной футеровки в зоне шлакового пояса, напряжение дополнительно йрик адывают к расплавленному шлаку. ./wvyvv vv
