Существующие пневмо-гидравлические прессы для испытания арматуры в условиях, обеспечивающих герметизацию, имеют довольно сложную конструкцию и технологию их изготовления. Этим объясняется недостаточное их практическое применение.
Предлагаемый пневно-гидравлический пресс отличается тем, что он выполнен в виде раздельных пневмо-масляного зажимного и нневмогидравлического опрессовочного устройств. В результате такой конструкции отпадает необходимость в соблюдении соосности пневмо-масляного и пневмо-гидравлического порщней между собой и относительнорабочего цилиндра.
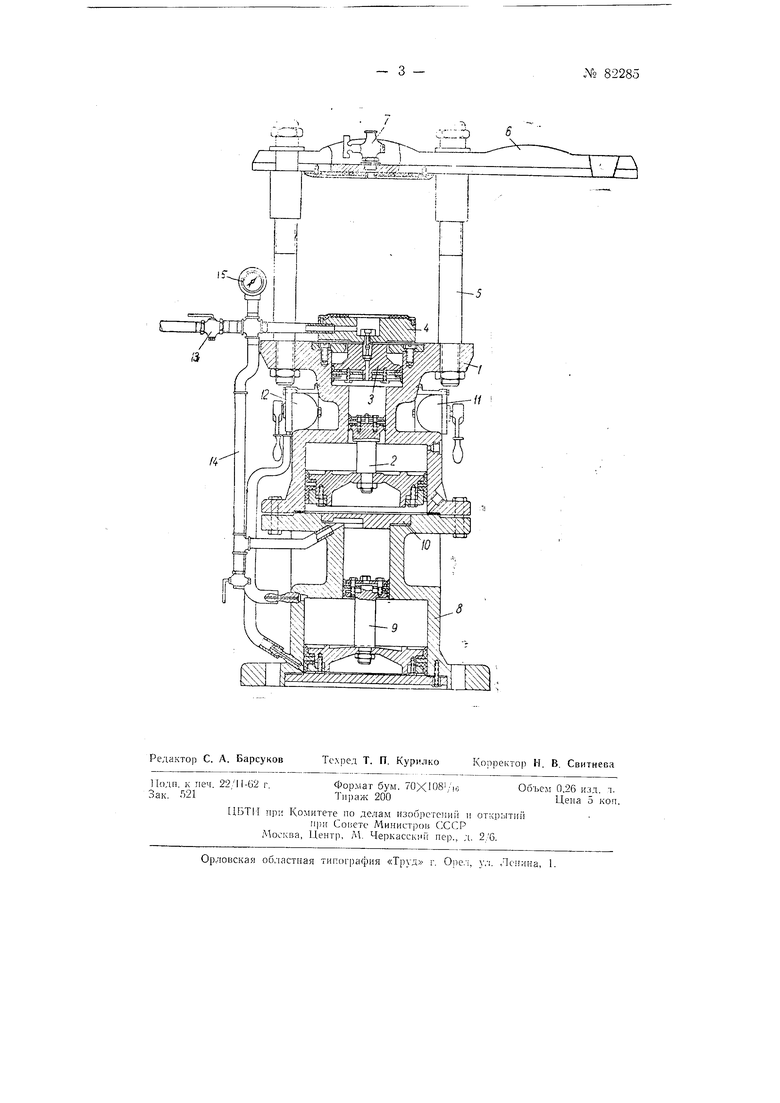
На схематическом чертеже изображен продольный разрез общего вида предлагаемого пневмо-гидравлического пресса.
Корпус пресса состоит из двух частей-верхней и нижней. Верхняя часть пресса предназначена для герметического зажима испытуемой арматуры по крепежным фланцам, а нижняя-для создания требуемого давления воды внутри этой арматуры.
Верхняя часть / корпуса пресса снабжена двухступенчатым порщнем 2 и зажимным устройством 3 с заглущкой 4. Пространство между поршнем 2 и зажимным устройством 5 заполнено маслом. На стойках 5 подвижно укреплена траверса 6 с прижимным кольцом и краном 7. Нижняя часть 8 корпуса пресса также снабжена двухступенчатым поршнем 9 и перегородкой 10. На верхней части корпуса пресса размещены воздушные регуляторы }} и 12 с ручным распределительным устройством для сжатого воздуха.
Испытание арматуры на пневмо-гидравлическом прессе происходит следующим образом.
№ 82285
На заглзшку 4 устанавливается испытываемая арматура. Установка арматуры производится так, чтобы фланцы ее были направлены один к заглушке 4, второй к прижимному кольцу траверсы 6. Включением воздушного регулятора // под поршень 2 со стороны его конца ббльще ,1етра подается сжатый воздух, вследствие чего этот пор.1лень свонм концом меньшего диаметра производит давление на масло и приво51ит в действие зажимное устройство 3.
После того как арматзфа герметично зажата, из водопроводной магистрали через вентиль 13, кран 7 и магистраль 14 арматура и пространство между прошнем 9 и перегородкой 10 в нижней части корпуса пресса заполняются водой. Затем включением воздушного регулятора 12 под поршень 9 со стороны его конца с большим диаметром подается сжатый воздух. Поршень 9 своим концом меньшего диаметра через воду создает в магистрали 14 и контролируемой арматуре требуемое давление, регистрируемое .манометдом 15. ..
После испытания арматуры ручным распределительным устройством воздзшная и водная магистрали пресса выключаются.
Предмет изобретения
Пиевмо-гидравлический пресс для испытания арматуры, герметично зажимаемой по ее крепежным фланцад жидкостью, с рзчным распреде/гительным устройством для сжатого воздуха, отличающийся тем, что, с целью упрощения технологии его изготовления, он выполнен в виде отдельных пневмо-масляного зажимного и пневмо-гидравлического опрессовочного устройств, снабженных двухступенчатыми поршнями, которые при подаче под них со стороны их концов с большидми диаметрами сжатого воздуха, своими концами меньших диаметров производят- один неремещенне зажи.много устройства через масло, другой онрессовку испытуемой арматуры водой.