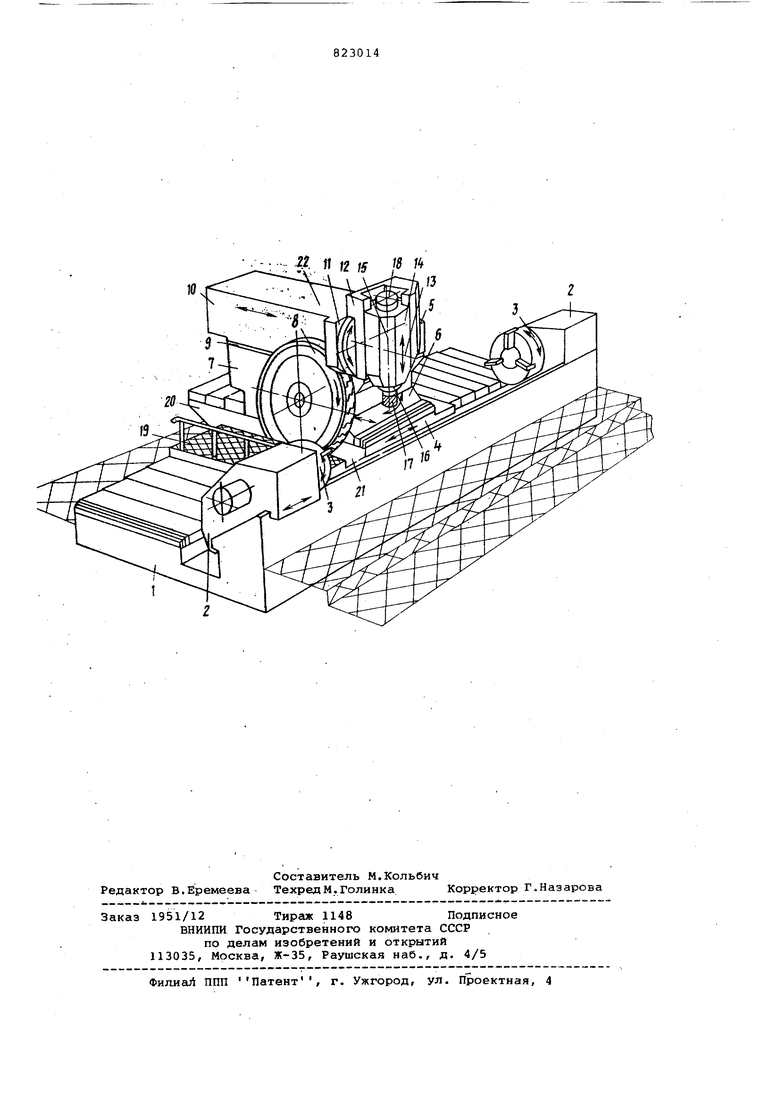
Изобретение относится к станкостроению и может быть использовано для обработки коленчатых вешов. Известны станки, включающие перемещающуюся в поперечном направлении фрезерную бабку с установленной на ее торце дисковой фрезой 1. Однако известные станки не могут выполнить ряд черновых операций обработки вала (черную обдирку щек прямоугольного профиля, обработку скосов щек). Кроме того, станки не могут быть использованы для чистовой обработки поверхностей вала, кроме торцовых поверхностей щек, а также невоэможна обработка пазов облегчающих вну ренних полостей в щеках вала,смазочных отверстий и т.п. Цель изобретения - расширейие тех нологических возможностей. . Поставленная цель достигается тем что фрезерная бабка выполнена из нижней и установленной на ней с возможностью поперечного перемещения верхне частей,причем,дисковая фреза размещеи на нижней части, а верхняя снабжена установленной с возможностью поворота вокруг оси, расположенной в плоскости оси вращения дисковой фрезы фре зерной головкой с закрепленным на ней с возможностью вертикального перемещения ползуном с фрезерным шпинделем. На чертеже представлен предлагаемый станок, общий вид. Станок содержит станину 1, на которой устанавливаются ведущие бабки 2 с патронами 3 для зажима изделия и люнеты для поддержания изделия в пролете между бабками. На станине смонтированы также сани 4, несущие фрезерную бабку 5, которая состоит, из двух частей. Нижняя часть 6 фрезерной бабки несет расположенную на ее рабочем торце 7 дисковую фрезу 8 большого диаметра и снабжена направляющими 9, по которым с помощью привода может перемещаться верхняя часть 10 фрезерной бабки. На продольном ближнем к изделию торце 11 верхней части 10 бабки установлена поворотная головка 12, вращающаяся вокруг оси 13. На головке 12 в направляющих установлен ползун 14, перемещающийся вдоль оси 15. На ползуне расположен шпиндель 16 с установленным на нем торцовым инструментом 17. Привод 18 шпинделя расположен внутри ползуна 14, ось 15 является осью шпинделя 16. На станине 1 установлен также помост 19, который скреплен с торцом 20 саней и перемещается совместно с санями. Фрезерная бабка 5 расположена на санях 4 таким образом, что ее рабочий торец 7 выступает над торцом 20 саней, что дает возможность фрезе 8 вращаться над углублением 21 помоста 19, расположенным в месте стыковки помоста с санями, На верхней части 10 бабки имеется выступ 22, который расположен у -ближнего к изделию торца 11, обращен в сторону фрезы 8 и нависает над ней. Поворотная головка 12 установлена частично на этом выступе так, что она оказывается смещенной в сторону фрезы 8 и нависает над ней. При этом ось 13 вращения поворотной головки 12 располагается в плоскости вращения фрезы 8. Ось 15 шпинделя 16, расположенного в ползуне 14, ;п.ересекает ось поворота головки, будучи перпенди- кулярна к ней. Головка 12 выполнена несимметричной относительно своей оси вращения, ее корпус смещен в продоль ном направлении и удален от дисковой фрезы 8, оставляя ближний к фрезе и к изделию угол головки открытым. Пол зун 14 перемещается в головке 12 в направляющих, выполненных в этом ближнем к изделию и к дисковой фрезе открытом углу головки. Обработка коленчатого ваша на ста ке ведется в следующей последователь ности. Изделие устанавливается в патроны 3 передней и задней ведущих бабок 2 и, при необходимости, в поддерживающие люнеты. Перемещением саней 4 фре зерная бабка 5 устанавливается проти обрабатываемой шейки. Верхняя часть 10 бабки остается в крайнем дальнем ст изделия положении, поворотная головка 12 остается в вертикальном положении, а ползун 14 находится в крайнем верхнем положении. В такойп зиции всех основных узлов станка нич то не мешает работе дисковой фрезы 8 с помощью которой производится черно вая обработка вапа следующим образом При неподвижном изделии поперечной подачей бабки 5 на изделие проис ходит врезание дисковой фрезы 8 в обрабатываемый вал. После окончания врезания посредством ведущих бабок 2 изделию сообщается круговая подача (вращение). Если обрабатывается коренная шейка, фрезерная бабка 5 остается неподвижной и .обкатывает обра батываемую цилиндрическую поверхност шейки, расположенную по оси :ера1цения изделия. Если обрабатывается шатунная шейка, то фрезерная бабка 5 в следящем режиме перемещается по саням 4 на изделие и от. него поперечно подачей в соответствии с траекторией шейки и обкатывает ее. ЁcJlи u иpинa-. какой-либ® из шеек превышает максимальную ширину фрезы, то сани 4. смещаются по станине на соответствующее расстояние и цикл обработки шейки, начиная с врезания, повторяется, т.е. обработка ведется в несколько проходов. Обработка контуров щек ва-, лов, если они имеют плавный профиль, образованный дугами, происходит аналогично обработке шатунных шеек с тем отличием, что следящйе перемещения фрезерной бабки управляются по другой программе в соответствии с контуром щеки. Черновая обработка щек прямоугольной формы дисковой фрезой 8 неосуществима, также как и скосов на щеках вала. Для этой черновой обработки используются стандартные торцовые фрезы большого диаметра (скоростные головки), закрепляемые в шпинделе 16 ползуна 14. Для работы ползуном 14 фрезерная бабка 5 отводится до упора от изделия, после чего верхняя часть 10 фрезерной бабки отжимается, передвигается на полный ход до .упора поперечно в сторону изде- ЛИЯ по нижней части б бабки и згики мается. При выдвинутой в переднее положение верхней части 10 бабки 5, дисковая фреза 8 не мешает производить обработку изделия торцовой фрезой или другим инструментом в шпинделе ползуна. Подлежащая обработке плоскость контура щеки выставляется горизонтально поворотом вала, ползун 14 опускается фрезой на требуемый размер от оси изделия и подачей фрезерной .бабки 5 на изделие происходит за один или несколько проходов обработка. Для обработки этой же торцовой фрезой скосов щек поворотная головка 12 поворачивается вокруг оси 13 на требуемый угол, ползун 14 выдвигается на необходимый размер, под-, водится к изделию и, либо вращением изделия при неподвижной фрезерной .. бабке 5 (при обработке кругового скоса), либо подачей бабки 5 на неподвижное изделие (при обработке прямолинейного скоСа) про- . изводится фрезерование. Чистовая обработка прямоугольных контуров щек и скосов производится так, как и черновая обработка. Для чистового фрезерования образующих коренных и шатунных шеек в шпиндель 16 ползуна 14 закрепляется дисковая трехсторонняя фреза на длинной оправке и подачей ползуна вниз и фрезерной бабки 5 на изделие она заводится в начерно обработанное пространство между щеками. Затем вращением изделия обрабатывается .коренная шейка при неподвижной бабке 5 и ползуне 14, а вращением изделия совместно со следящей подачи бабки 5 и ползуна 14 производится обработка шатунной шейки. Таким же образом, но удлиненной цилиндрической фрезой, производится, при необходимости, чистовая обработка внутренних торцов щек соответственно у коренной и шатунной
шейки. Таким же методом пальцевой фасонной фрезой, расположенной на длинной оправке, при повороте головки на требуемый угол производится обработка переходных галтелей на шейках.
Наклонные сверления и облегчающие полости в щеках валов выполняются соответствующим инструментом перемещением ползуна 14 при Повернутой на определенный угол- головке 12 и неподвижной бабке 5 при выдвинутом на изделие положении верхней части 10 бабки.
Вертикальные сверления, резьбовые отверстия обрабатываются таким же способом, но при вертикальном положении поворотной головки 12.
При необходимости обработки продол ных или поперечных пазов сообщается подача соответственно саням 4 или фрезерной бабке 5.«Расположение поворотной головки 12 на выступе 22 и ползун 14 в головке таким образом, что и ось поворота головки и ось шпинделя ползуна (при его вертикальном расположении) лежат в плоскости вращения фрезы 8, позволяет значительно упростить програмкмрование координат для.системы ЧПУ станка, расчет координат торцового инструмента при повороте, головки, облегчает ручное управление станком.
Расположение ползуна 14 в открытом ближнем к изделию и к дисковой фрезе углу головки 12 упрощает изготовление этих узлов. Это также позволяет оператору с помоста следить за перемещением ползуна, видеть полностью торцовый инструмент, облегчает смену 3Torvo инструмента. Такое расположение создает ряд конструктивных удобств в устройстве ползуна.
Расположение фрезерной бабки 5 на краю саней 4, обеспечивающее возможность фрезы 8 вращаться не нгщ верхне
поверхностью саней, а над углублением 21 впомосте 19 (т.е. практически над станиной 1) позволяет значительно уменьшить высоту центра фрезы 8 в шпиндельной б.абке, уменьшая габарит бэбки.
Конструкция станка позволяет наиболее производительно в рациональной последовательности сочетать работу дисковой фрезы и торцового инструмента. Этим станок превращается в обрабатывающий центр, на котором можно производить наиболее производительным методом полный цикл обработки вала (черновой и чистовой) без его переустановки.
Формула изобретения
Станок для фрезерования коленчатых валов, включающий перемещающуюся в поперечном направлении фрезерную бабку с установленной на ее торце дисковой фрезой, отличающийся тем, что/ с целью расширения технологических возможностей станка, фрезерная бабка выполнена из нижней и установлена на ней с возможностью Поперечного перемещения верхней частей, причем дисковая фреза размещена на нижней части, а верхняя снабжена установленной с возможностью поворота вокруг оси, расположенной в плоскости оси вращения дисковой фрезы фрезерной головкой с закрепленным на ней с возможностью вертикального перемещения ползуном с фрезерным шпинделем.
. .
Источники информации, принятые во внимание при экспертизе
l. Age Metalwork. 1973, 12, 5, p. 35-36. - Д, fl и IS S 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| Станок для обработки ручьев валковпильгЕРСТАНА | 1969 |
|
SU296364A1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |