Изобретение относится к области технологии машиностроения, в частности к обработке металлов резанием, и может быть использовано для обработки поверхностей вращения деталей, преимущественно цилиндрических поверхностей шеек коленчатых валов тяжелых компрессоров, а также поверхностей трения валов мощных паровых турбин и электрогенераторов, которые находятся в контакте с подшипниками скольжения.
Известен способ обработки деталей типа коленчатых валов, согласно которому установленной в специальном станке детали сообщают вращение со скоростью резания. Обработку выполняют инструментом в виде дисковой фрезы с зубьями, расположенными на ее периферии и вершины режущих кромок которых находятся на одном диаметре. Фрезерный инструмент устанавливают параллельно к образующей обрабатываемой цилиндрической поверхности и вращают со скоростью подачи. Соотношение между частотой вращения инструмента и детали устанавливают прямо пропорционально величине подачи на один оборот детали (см. «Способ обработки деталей типа коленчатых валов и станок для его осуществления», SU №1421473, Кл. B23C 3/06, 1988 г.).
При отмеченных режимах процесса резания обработанная поверхность имеет традиционные для механической обработки параметры шероховатости и точности. Микрорельеф такой поверхности, как известно, характеризуется невысокой износостойкостью по причине низких свойств удержания на поверхности детали смазочных материалов, т.е. критерий смачиваемости такой поверхности невысокий. Кроме того, при работе в паре трения эта поверхность требует длительного времени на приработку (взаимное сглаживание микронеровностей). Согласно изложенному способу обработанная таким образом поверхность при отмеченных обстоятельствах не позволяет без дополнительной обработки поверхностного слоя обеспечивать необходимые условия работы ее в контакте с подшипниками скольжения.
Известен другой способ финишной обработки поверхностей вращения деталей типа коленчатых валов. Указанный способ принят в качестве прототипа. Согласно этому способу установленной на токарном станке детали сообщают вращение относительно оси обрабатываемой цилиндрической поверхности, в частности шейки коленчатого вала. Для обработки используют фрезерный инструмент, который устанавливают параллельно к образующей обрабатываемой поверхности и сообщают ему вращение вокруг собственной оси. Помимо этого фрезерному инструменту обеспечивают возможность поступательного перемещения вдоль образующей обрабатываемой поверхности со скоростью продольной подачи. В качестве фрезерного инструмента применяют дисковую фрезу с зубьями на периферии. При этом каждую режущую кромку зуба фрезы устанавливают выше предыдущей, а каждый последующий угол между режущими кромками соседних зубьев фрезы выполняют меньшим, чем предыдущий, начиная от первого зуба, вступающего в резание, к последнему. Кроме того, приведена математическая зависимость соотношения угловых скоростей вращения детали и фрезы относительно режимов обработки и параметров резания (см. патент РФ №2198766 «Способ обработки деталей типа коленчатых валов». Кл. B23C 1/100, B23C 5/18, публ. 20.02.2003 г.). При отмеченных параметрах резания обеспечивается снятие каждым режущим зубом фрезы припуска, толщина и длина которого меньше припуска снятого предыдущим зубом. За счет этого в процессе обработки одной установкой инструмента реализуются этапы врезания, черновой и чистовой обработки, а также выглаживания, что позволяет исключить из процесса финишной обработки шлифование.
Достаточно эффективно решая задачу интенсификации процесса резания, обработка описанным способом практически не изменяет характер микрорельефа обработанной поверхности. Микронеровности на ней располагаются по винтовой незамкнутой линии с незначительным (1…3°) углом подъема, что создает условия для непродуктивного вывода части смазки (круговой оборот смазки без образования полноценного гидродинамического клина) и бокового вывода смазки из зоны трения при вращении обработанной поверхности во вкладыше подшипника скольжения. Кроме того, после выглаживания поверхности, т.е. вследствие пластической деформации поверхностного слоя значительно сокращается площадь микровпадин, способных удерживать смазку, что еще более снижает способность поверхностного слоя смачиваться смазкой при работе в паре трения. В конечном счете, поверхность, обработанная изложенным способом, не может обладать необходимой износостойкостью при работе ее в паре трения, прежде всего по причине ее низких свойств смачиваемости смазкой.
В основу изобретения поставлена задача совершенствования способа финишной обработки поверхностей вращения деталей, преимущественно цилиндрических шеек коленчатых валов, путем замены применяемого режущего инструмента и приемов его использования для повышения износостойкости поверхностного слоя обработанной поверхности, его смачиваемости смазочными материалами.
Поставленная задача решается тем, что, как и в известном способе финишной обработки поверхностей вращения деталей, преимущественно цилиндрических поверхностей шеек коленчатых валов, установленной на токарном станке детали сообщают вращение относительно оси обрабатываемой поверхности со скоростью окружной подачи, а фрезерный инструмент устанавливают перпендикулярно к образующей обрабатываемой поверхности, сообщают ему вращение относительно собственной оси со скоростью резания и обеспечивают ему возможность поступательного перемещения вдоль образующей обрабатываемой поверхности со скоростью продольной подачи, но в отличие от известного в качестве фрезерного инструмента применяют торцово-шаберную фрезу, ось вращения которой смещают относительно образующей обрабатываемой поверхности в тангенциальном направлении.
Современная практика конструирования подшипников скольжения для валов, работающих в тяжелых условиях (при больших удельных знакопеременных нагрузках), основана на формировании по его трущейся поверхности сетки замкнутых микролунок, способных хорошо удерживать смазку и равномерно распределять ее по рабочей поверхности шейки подшипника. В свою очередь, известно, что поверхность, обработанная шабрением, как ручным, так и механическим способом, характеризуется высокой износостойкостью и высокой смачиваемостью смазочными материалами (см., например, «Краткий справочник металлиста» под редакцией A.M.Малова, М., Машиностроение, 1972 г., стр.715). Предложенное решение поставленной задачи позволяет достаточно простым и оптимальным образом использовать отмеченные преимущества при обработке поверхностей вращения деталей, прежде всего шеек коленчатых валов тяжелых компрессорных машин, двигателей, а также турбоагрегатов, где именно и требуется надежная, с большим моторесурсом, работа пар трения. Применение в качестве режущего инструмента торцово-шаберной фрезы само по себе позволяет упрочнить поверхностный слой шейки вала за счет наклепа при резании (полезные для эксплуатационных свойств сжимающие остаточные напряжения), повысив тем самым его износостойкость. Смещение же оси вращения фрезы в тангенциальном направлении позволяет вести обработку путем снятия тонких слоев металла по прерывистой винтовой линии при много большем угле ее подъема. Приближенно места прерывания винтовой линии и представляют собой микролунки с глубиной в пределах 0,5…0,9 мкм, которые не ухудшают образование масляного гидродинамического клина в подшипнике скольжения. Более того, при продольной подаче фрезы в обратном направлении формируется такая же встречная прерывистая винтовая линия с подобными микролунками. Эти две взаимно встречные винтовые линии, пересекаясь, накладываются друг на друга. Топография полученных таким путем микролунок представляет собой сетчатую, приближенно ромбическую структуру, подобную классическому рисунку шабренной поверхности. Полученная шабреная поверхность, на которой сетка микролунок составляет примерно 50% относительной ее площади, считается оптимальной. При таком расположении микролунок значительно увеличивается площадь смачивания смазочными материалами, что не уменьшает площади опорной поверхности шейки вала до той величины, при которой ухудшается образование гидродинамического масляного клина. Тонкий слой смазки равномерно распределяется и удерживается (не выдавливается при высокой нагрузке и ударах) в микролунках, которые не способствуют непродуктивной циркуляции и боковому выводу ее из зоны трения и при тяжелых режимах работы подшипника скольжения сохраняется его нормальная работоспособность. За счет увеличения углов подъема прерывистых винтовых линий смазка легче удерживается в микролунках на поверхности трения. Таким образом, свойственная классическому шабрению поверхность без острых вершин и с сетью микролунок обеспечивает при эксплуатации мягкий скользящий процесс работы обработанной поверхности в паре трения с минимальным временем, необходимым для приработки трущихся поверхностей. Далее, при определенных схемах обработки данным способом и комбинациях окружной и продольной подач можно получить шевронный рисунок расположения микролунок. В этом случае при работе такой поверхности в подшипнике скольжения смазка будет минимально вытекать из зоны трения, т.к. шевронное расположение микролунок будет способствовать движению смазки к середине подшипника. При всем вышесказанном данный способ за счет снятия тонких слоев (0,01…0,05 мм) металла позволяет выполнять с высокой точностью обработку закаленных поверхностей при твердости, которая практически по служебному назначению применима к подобным деталям. Для этого используют торцовую фрезу с шаберными пластинками из твердого сплава или минералокерамики, для обозначения которой заявитель ввел понятие "торцово-шаберная фреза".
Сущность полезной модели для ее практического применения раскрывается графически, где:
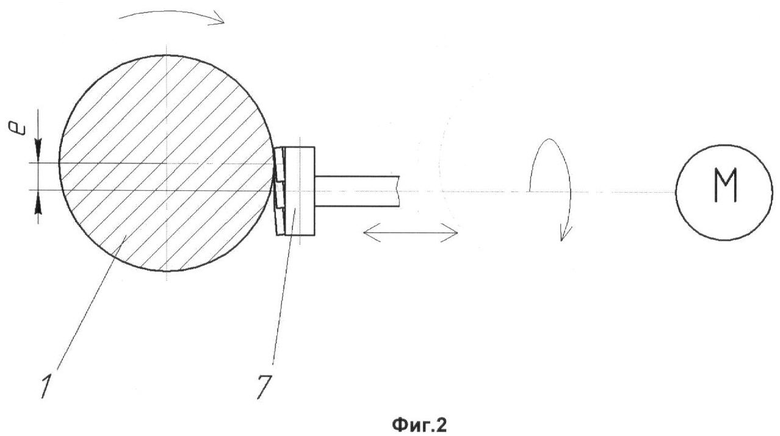
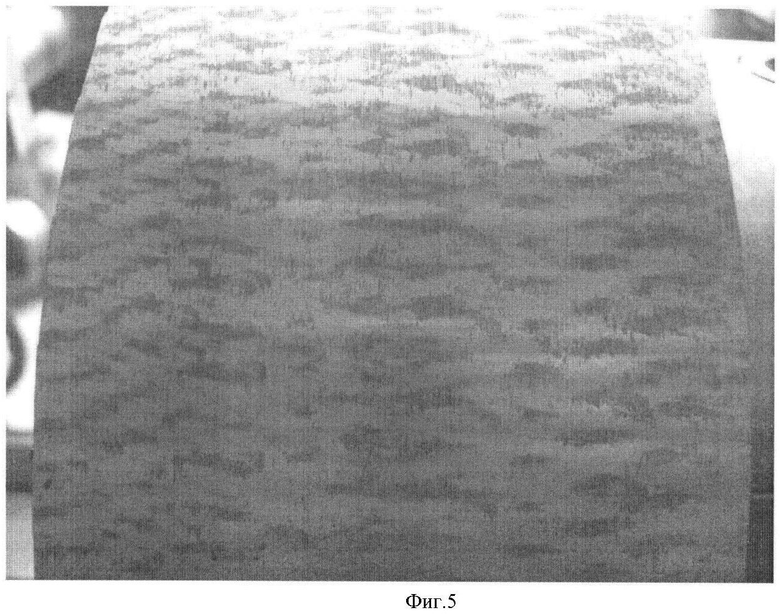
- на фиг.1 показана в изометрии схема финишной обработки цилиндрических поверхностей шеек коленчатого вала, на фиг.2 показана кинематическая схема финишной обработки поверхностей вращения деталей, где выполнен поперечный разрез вдоль оси вращения фрезерного инструмента, на фиг.3 - фотография цилиндра после его экспериментальной обработки заявленным способом, на фиг.4 - фотография фрагмента поверхности, которая обработана на разных режимах, на фиг.5 - фотография фрагмента поверхности, которая затонирована краской для шабрения.
Осуществление предложенного способа финишной обработки поверхностей вращения деталей раскрыто ниже применительно к обработке цилиндрических поверхностей шеек коленчатого вала 1 (фиг.1). Для этой цели используют универсальный токарный станок 2. Коленчатый вал 1 крайними коренными шейками устанавливают соответственно в патроне 3 и центре 4 задней бабки станка 2, и центрируют относительно осей вращения коренных шеек. Далее на суппорте 5 станка 2 закрепляют шпиндельную головку 6 с торцово-шаберной фрезой 7 (фиг.2). Установка фрезы 7 предусматривает ориентацию оси ее вращения в положение, которое должно быть перпендикулярным образующей цилиндрической поверхности обрабатываемой шейки вала 1, а также иметь смещение оси вращения относительно образующей в тангенциальном направлении на величину «е» (фиг.2), которая определяется в зависимости от диаметра обрабатываемой шейки. В последующем передней бабкой станка 2 сообщают вращение коленчатому валу 1 со скоростью окружной подачи, а фрезу 7 приводом шпиндельной головки 6 вращают со скоростью резания. При этом радиальная подача фрезы 7 с необходимым врезанием на установленный припуск, как и продольная ее подача, вдоль образующей цилиндрической поверхности шейки вала 1 обеспечиваются суппортом 5 и кареткой 8 станка 2. В процессе обработки за счет смещения оси вращения фрезы 7 производится механическое шабрение обрабатываемой поверхности по прерывистой винтовой линии. Причем при изменении направления продольной подачи на «обратное» формируется встречная прерывистая винтовая линия из микролунок на обработанной поверхности. Вследствие этого поверхность, обработанная таким образом, представляет собой совокупность прерывистых винтовых линий, которые чередуются между собой и взаимно пересекаются. Ширина таких линий определяется формой шаберной пластинки фрезы 7, а также размером ее режущей кромки, углом наклона и глубиной резания. Тем самым полученная после обработки поверхность представляет собой сетчатую приближенно ромбическую структуру из микролунок, как и классический рисунок после обработки традиционным шабером. Причем после механического шабрения микровыступы не имеют острых вершин, а равномерное распределение микролунок заметно повышает маслоудерживающие качества обработанной поверхности. Последнее качество существенно улучшает условия работы находящихся в контакте поверхностей трения. Финишную обработку шеек коленчатого вала выполняют по классической схеме, т.е. последовательно, начиная обработку с коренных шеек. При переходе к обработке шатунных шеек каждую из них при помощи центросместителя выставляют для совмещения ее продольной оси с осью вращения центросместителя (на схеме не показаны).
Изложенный способ осуществлен путем экспериментальной обработки наружной поверхности цилиндра диаметром 326 мм. Для заготовки цилиндра использовалась стальная поковка марки 40Х2НМА (HRCэ 36), которая в последующем подверглась токарной механической обработке в режиме, принятом для обработки шеек коленчатых валов. Цилиндр был установлен в патроне 3 универсального токарного станка 2 (модель 16К20Б), а на его суппорте 5 закреплена головка шпинделя 6 с торцово-шаберной фрезой 7. Диаметр фрезы 61 мм (фото №1). При этом смещение «е» (фиг.2) оси фрезы 7 относительно образующей обрабатываемой поверхности цилиндра в тангенциальном направлении составило 4 мм. Кроме этого зона 1 (фото №2) длины цилиндра для сравнения фрезой 7 не обрабатывалась. Чистовое шабрение поверхности цилиндра производилось при следующих режимах:
- скорость вращения шпиндельной головки: 850 об/мин;
- скорость вращения обрабатываемого цилиндра: 20 об/мин;
- продольная подача шпиндельной головки: 1 мм/об;
- глубина резания торцово-шаберной фрезы: 0,05…0,15 мм.
В ходе эксперимента зона 2 цилиндра (фото №2) подверглась чистовой обработке одним проходом фрезы, а зона 3 была обработана двумя прямыми и двумя обратными проходами фрезы (методом выхаживания, т.е. без поперечной подачи фрезы). После чистового шабрения были проведены упрощенные измерения обработанной поверхности. Измерение шероховатости поверхности и глубины микролунок проводились профилометром DIAVITE ДН-5 Ra 0,02 мкм. Результаты измерения шероховатости показали (фото №2): обработка зоны 1 - это подготовленная под шабрение точеная поверхность с шероховатостью Ra 3,2 мкм; обработка зоны 2: после шабрения среднее значение шероховатости составило в окружном направлении Ra 0,54 мкм, а вдоль образующей - Ra 1,2 мкм; обработка поверхности зоны 3 с использованием метода выхаживания: шероховатость в окружном направлении Ra 0,32 мкм, а в продольном Ra 0,86 мкм. Глубина микролунок в обоих случаях составила приблизительно от 0,5 мкм до 0,9 мкм. В дальнейшем было выполнено фотографирование обработанной поверхности цилиндра в различных ракурсах.
Результаты экспериментальной обработки цилиндра и их анализ подтверждают следующее:
- в зонах 2 и 3 поверхности цилиндра острые вершины микровыступов срезаны, в них четко видны микролунки, преимущественно замкнутые по своему контуру, что обуславливает существенное повышение маслоудерживающих свойств обработанной поверхности;
- топография рисунка поверхности в зонах 2 и 3 представляет собой сетчатую структуру из микролунок приближенно ромбической формы, которые достаточно равномерно распределены по обработанной поверхности как в осевом, так и в окружном направлениях (фото №3); отмеченное обеспечивает в условиях эксплуатации значительное увеличение площади смачивания смазочными материалами, обеспечивая тем самым мягкий скользящий процесс работы обработанной поверхности в паре трения.
Изложенное в своей совокупности позволяет существенно улучшить условия работы поверхностей трения, находящихся между собой в контакте. Повысить эффективность изложенного способа финишной обработки поверхностей трения деталей типа коленчатых валов, валов тяжелых паровых турбин и электрогенераторов возможно также путем подбора формы шаберной пластинки фрезы, размера ее режущей кромки и угла наклона, а также оптимальных режимов резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки эксцентриковых валов | 2016 |
|
RU2631576C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| Устройство для финишной обработки шатунных шеек коленчатых валов | 1976 |
|
SU657979A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2412024C2 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Способ Дагиса комбинированной обработки металлических поверхностей | 1990 |
|
SU1782206A3 |


Изобретение относится к области машиностроения, в частности к обработке металлов резанием, и предназначено для финишной обработки поверхностей вращения деталей, преимущественно цилиндрических поверхностей шеек коленчатых валов. Установленной на токарном станке детали сообщают вращение относительно оси обрабатываемой поверхности со скоростью окруженной подачи. Торцовую фрезу с шаберными пластинками устанавливают перпендикулярно к образующей обрабатываемой поверхности и сообщают ей вращение относительно собственной оси со скоростью резания. Фрезу поступательно перемещают вдоль образующей обрабатываемой поверхности со скоростью продольной подачи. Ось вращения фрезы смещают относительно образующей обрабатываемой поверхности в тангенциальном направлении. Повышается износостойкость поверхностного слоя обработанной поверхности и его смачиваемость смазочными материалами. 5 ил.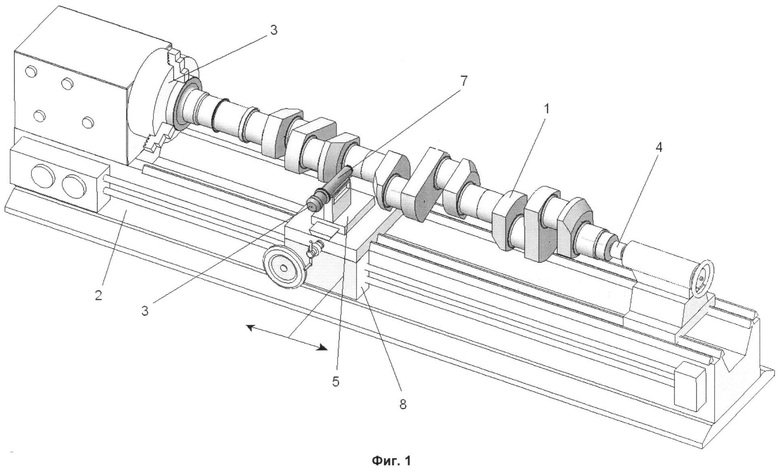
Способ финишной обработки поверхностей вращения деталей, преимущественно цилиндрических поверхностей шеек коленчатых валов, при котором установленной на токарном станке детали сообщают вращение относительно оси обрабатываемой поверхности со скоростью окружной подачи, а фрезерный инструмент устанавливают перпендикулярно к образующей обрабатываемой поверхности, сообщают ему вращение относительно собственной оси со скоростью резания и обеспечивают ему возможность поступательного перемещения вдоль образующей обрабатываемой поверхности со скоростью продольной подачи, отличающийся тем, что в качестве фрезерного инструмента используют торцевую фрезу с шаберными пластинками, ось вращения которой смещают относительно образующей обрабатываемой поверхности в тангенциальном направлении.
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU642093A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ обработки вращающихся деталей | 1982 |
|
SU1158328A1 |

