1
Изобретение относится к производству строительньох материалов, а именно к производству керамической плитки, и предназначается для учета и контроля работы машин по изготовлению или обработке керамической плитки, прессов, глазуровочных и сортировочных конвейеров, укладчиков и т.п.,
Известно устройство для контроля выработки строительных материалов, содержащее датчик наличия изделия, элемент совпадения, счетчики, обеспечивающие поштучный учет вырабатываемых изделий D-} .:
Однако конструкция указанного устройства и характер полученных с их помощью данных не позволяет применить его в производстве керамической плитки, так как не обеспечивается контроль по суммарной площади выработанной плитки.
Известно также устройство для контроля выработки керамической плитки, содержащее датчик импульсов , перасчетный блок и счетчик 2J.
Недостатком известного устрой ства является то, что все структурные злементы соединены последовательно, вследствие чегО пересчетный
блок выполнен с дробным коэффициентом пересчета, что снижает точность работы устройства, усложняет его схему и затрудняет перевод . устройства на контроль выработки плитки другого типоразмера, Кроме того, структура устройства не позволяет осуще.твить контроль режима выработки, например прессования,
0 плитки.
.Цель изобретения - повышение точности работы устройства.
Эта цель достигается тем, что устройство для контроля выработки керамической плитки, содержащее
5 датчик импульсов/ пересчетный блок и счетчик, снабжено двумя триггерами, двумя логическими элементами И, Генератором импульсов и исполнительным элементом, причем датчик
0 импульсов подключен к входу первого триггера и к одному из входов второго триггера, один из ВЫХОДОЕ которого соединен с одним из входов
5 первого элемента И, другой вход которого соединен- с генераТоро.-и импульсов, а выход первого элемента И подключен к входу счетчика и к вхолу пересчетного блока, выход которого 0 подключен к другому входу гторого
триггера, другой выход которого соединен с одним из входов второго элемента И, другой вход которого соединен с выходом первого триггера, а выход элемента И подключен к входу исполнительного элемента.
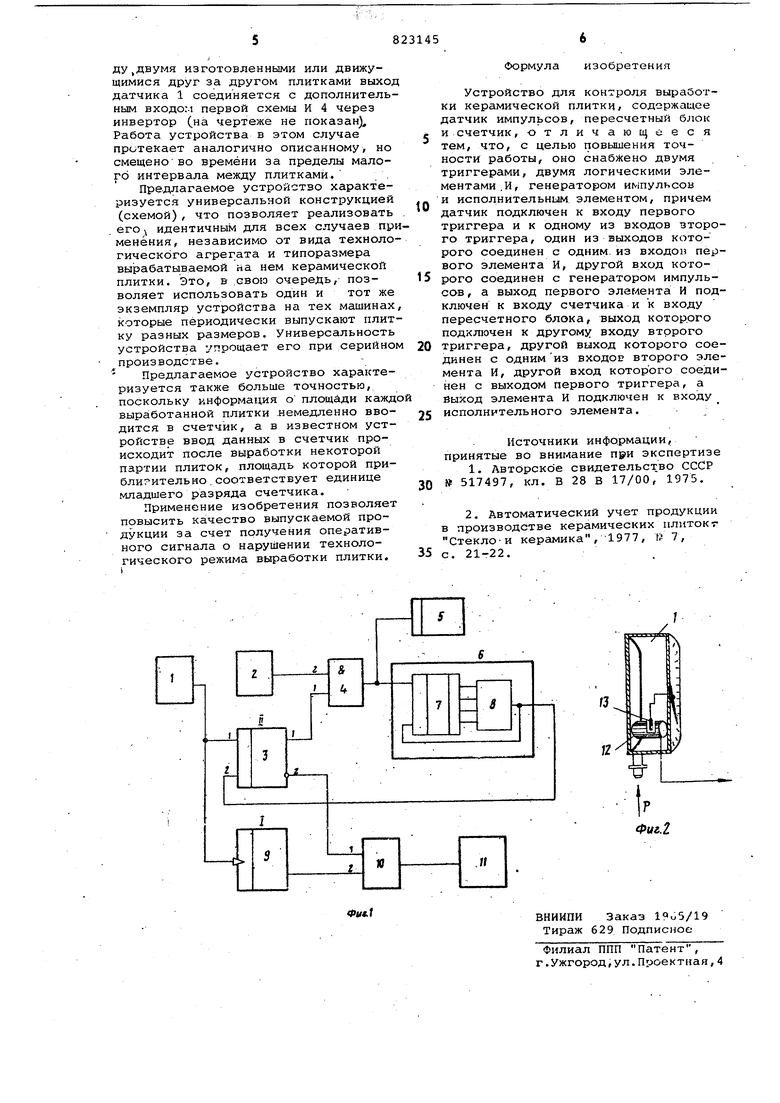
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - датчик устройства.
Устройство содержит датчик 1, генератор 2 импульсов, триггер 3, логический элемент И 4, счетчик 5, пересчетный блок б, включающий счетчик 7 и переключатель 8, второй триггер 9, логический элемент И 10, исполнительный элемент 11.
Датчик 1 служит для выдачи сигналов при осуществлении машиной рабоче операции по изготовлению, обработке или перемещению плитки . Датчик 1 выполняется в виде сигнализатора, например тока или давления, в приводе машины, сигнализатора перемещения .плитки или усилия в детали машины и т.п.
Датчик 1 представляет собой подключенный к гидравлической системе пресса манометр, с встроеннымв него бесконтактным путевым выключателем 12, взаимодействующим с флажком 13, который соединен с подвижной частью манометра. Выход датчика 1 соединен с одним установочным входом первого триггера 3 и счетным входом второго триггера 9..
Пересчетный блок 6 предназначен для деления числа поступающих на его вход импульсов на некоторое .целое число, зависящее от типоразмера .и количества изготавливаемых одним рабочим ходом машины плиток. Блок б представляет собой счетчик 7 с переменным.коэффициентом деления, устанавливаемым посредством переключателя 8. Вход пересчетного блока 6 соединен с выходом элемента 4 И, а его выход соединен с вторым установочным входом триггера 3.
Счетчик 5 с индикацией предназначен для представления с нарастающи итогом площади выработанной машиной плитки. Вход счетчика 5 соединен с выходом элемента 4.
Исполнительный элемент 11 служит для включения сигнализации или аппаратуры управления и представляет собой усилитель или реле. Вход элемента 11 соединен с выходом логического элемента И 10.
Прямой выход триггера 3 и выход генератора 2 импульсов соединены с входами элемента И 4, а инверсный выход триггера 3 и выход триггера 9 соединены с входами элемента И 10.
Устройство работает следующим образом.
При.прессовании плитки в гидравлической системе пресса происходит подъем и-сброс давления масла, в
результате чего флажок 13 дважды проходит через прорезь путевого выключателя 12 в прямом и обратном направлении. Соотве.тственно датчик 1 выдает два импульса. От первого импульса включается триггер 3 и триггер 9. На их выходах появляются сигналы логической единицы.
От второго импульса датчика 1 состояние RS-триггера 3 не изменяется, а счетный триггер 9 возвращается в исходное состояние.
С .включением триггера 3 через элемент И 4 от генератора 2 на входы счетчика 5 и блока 6 начинают поступать импульсы. Пересчетный блок 6 переключателем 8 настроен на определенное число, соответствующее площади плиток, изготовленных одним прессованием. При прессовании двух плиток размером 150X150 мм площадь равна 2X150X150 45000 Г1М и блок б настроен на число 450. При изготовлении, например, двух плиток размером 250X65 мм (25 250X65 . 32500 переключателем 8 устанавливается число 325. После приема установочного числа импульсов блок 6 возвращается в исходное состояние и выдает импульс, который сбрасывает триггер 3. Подача импульсов на счетчик 5 и блок б прекращается. Показания счетчика 5 соответствуют площади плитки, выработанной в рабочем цикле машины.
В дальнейшем, с каждым новым рабочим ходом машины описанные циклы работы устройства повторяются и счетчик 5 с нарастающим итогом показывает суммарную площадь выработан.ной плитки.
При снижении давления прессования, что-ведет к выпуску недопрессованной керамической плитки, т.е. брака, возникает момент, когда флажок 13 не проходит через путевой выключатель 12, а лишь достигает его и возвращается со сбросом давления в цикле прессования. Соответственно датчик 1 выдает только один импульс. Следующий з,а этим циклом работы устройства протекает аналогично с тем, только оТличием, что триггер 9, принявший один имдульс, остается включенным. После отработки пересчетного блока 6 и сброса триггера 3 на обоих входах.элемента И 10 имеются логические единицы, в резуль-, тате чего.включается исполнительный элемент 11. Включение элемента 11 свидетельствует о выпуске брака. Действие элемента 11 может использоваться для включения сигнала тревоги, отключения рабочей машины, отключения устройства или его части и т.п. операций, направленных на предотвращения- выпуска брака.
Для обеспечения надежной работы устройства при малых интервалах меж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления трикотажной машиной | 1978 |
|
SU745987A1 |
| Устройство для программного управления и контроля хода шахтной подъемной машины | 1985 |
|
SU1299932A1 |
| АППАРАТУРА РАДИАЦИОННОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА (АРКТ) | 2017 |
|
RU2661451C1 |
| Устройство формирования и регистрации путевых параметров для управления шахтной подъемной установкой | 1989 |
|
SU1835383A1 |
| Устройство автоматического адресования на конвейере | 1985 |
|
SU1348272A1 |
| Тренажер обучения вождению гусеничной машины | 2019 |
|
RU2723504C1 |
| Устройство для контроля работы оборудования | 1975 |
|
SU519741A1 |
| Система управления трикотажной машиной | 1981 |
|
SU1040000A1 |
| Устройство для защиты от превышения скорости шахтной подъемной машины | 1985 |
|
SU1312043A1 |
| ПОРОГОВЫЙ БЛОК УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА ИЛИ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ С ФУНКЦИЕЙ ДИАГНОСТИКИ ВХОДНОГО СИГНАЛА | 2017 |
|
RU2661761C1 |
