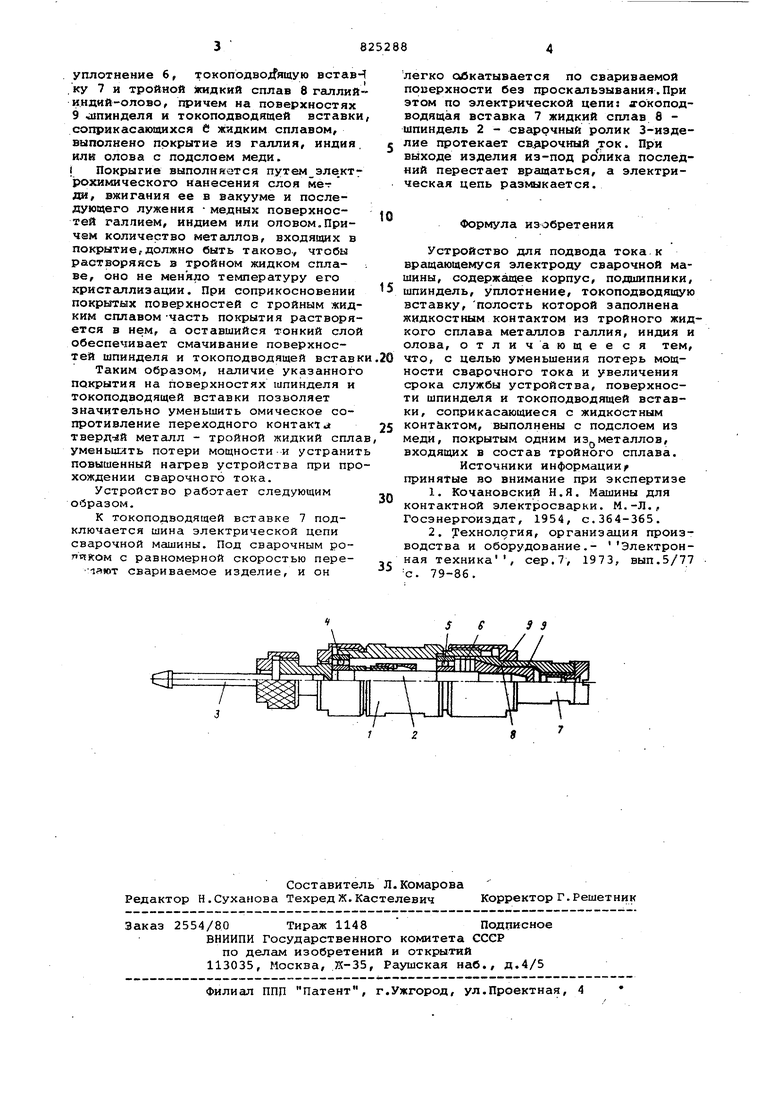
уплотнение 6, токоподво ящую встав. ку 7 и тройной )шдкий сплав 8 галлийиндий-олово, причем на поверхностях 9 шпинделя и токоподводящей вставки, соприкасаюишхся 6 жидким сплавом, выполнено покрытие из галлия, индия, или олова с подслоем меди. Покрытие выполняется путем эле кт7 рохимического нанесения слоя медй, вжигания ее в вакууме и последующего лужения медных поверхностей галлием, индием или оповом.Причем количество металлов, входяащх в покрытие,должно быть таково., чтобы растворяясь в тройном жидком спла- . ве, оно не меняло температуру его кристаллизации. При соприкосновении покрытых поверхностей с тройным жидким сплавом -часть покрытия растворяется в нем, а оставшийся тонкий слой обеспечивает смачивание поверхностей шпинделя и токоподводящей вставки
Таким образом, наличие указанного покрытия на поверхностях шпинделя и токоподводящей вставки позволяет значительно уменьшить омическое сопротивление переходного контакаа тверДЛй металл - тройной жидкий сплав уменьшать потери мощности и устранить повышенный нагрев устройства при прохождении сварочного тока.
Устройство работает следующим образом.
К токоподводящей вставке 7 подключается шина электрической цепи сварочной машины. Под сварочным ропяком с равномерной скоростью переia T свариваемое изделие, и он
легко обкатывается по свариваемой поверхности без проскальзывания.При этом по электрической цепи: гокоподводящая вставка 7 жидкий сплав 8 шпиндель 2 - сварочный ролик 3-изделие протекает сварочный ток. При выходе изделия из-под ролика последний перестает вращаться, а электрическая цепь размыкается.
Формула изобретения
Устройство для подвода тока.к вращающемуся электроду сварочной машины, содержащее корпус, подшипники, шпиндель, уплотнение, токоподводящую вставку, полость которой заполнена жидкостным контактом из тройного жидкого сплава металлов галлия, индия и олова, отличающееся тем, что, с целью уменьшения потерь мощности сварочного тока и увеличения срока службы устройства, поверхности шпинделя и токоподводящей вставки, соприкасающиеся с жидкостным контактом, выполнены с подслоем из меди, покрытым одним из металлов, входящих в состав тройного сплава.
Источники информации) принятые во внимание при экспертизе
1.Кочановский Н.Я. Машины для контактной электросварки. М.-Л., Госэнергоиздат, 1954, с.364-365.
2.технология, организация производства и оборудование.- Электронная техника , сер.7, 1973, вып.5/77 с. 79-86.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для импульсной шовной контактной сварки | 1988 |
|
SU1731530A1 |
| Способ диффузионной сварки | 1982 |
|
SU1138279A1 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО С ОХЛАЖДЕНИЕМ ЧЕРЕЗ РАСПРЕДЕЛИТЕЛЬ С ЖИДКИМ МЕТАЛЛОМ | 2012 |
|
RU2604572C2 |
| Источник рентгеновского излучения | 2020 |
|
RU2754863C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ СПЛАВЛЕНИЯ И ФИКСАЦИИ ВОЛЬФРАМОВОГО ЭЛЕКТРОДА ПРИ ТАК НАЗЫВАЕМОЙ WIG СВАРКЕ, А ТАКЖЕ СВАРОЧНЫЕ ГОЛОВКИ, ПОДХОДЯЩИЕ ДЛЯ НЕГО | 2012 |
|
RU2605025C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| Электрод и электрододержатель для контактной точечной сварки | 2015 |
|
RU2607395C2 |
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| Способ нанесения на поверхность металлических изделий покровов из твердых и трудно окисляющихся металлов или сплавов, доведенных до жидкого состояния | 1926 |
|
SU38989A1 |
9 3
