1
Изобретение относится к автоматизации сварочных процессов и может быть использовано в различных отраслях машиностроения, в частности в атомном машиностроении и котлостроении при индукционной сварке различных изделий, например труб теплообменных аппаратов.
Проблема точного определения стыка свариваемых изделий с целью соосного с ним установления индуктора сварочной машины продолжает оставаться актуальной, так как только при этом условии получают качественное сварное соединение. Незначительное смещение оси индуктора относительно стыка приводит к неравномерному нагреву свариваег ых труб, что ухудшает условия пластической деформации при осадке, т.е. влияет на качество сварного соединения. .
Известны устройства, предназначенные для поиска стыка при индукционной сварке труб, в которых в качестве чувствительных элементов используются фотоэлектрические датчики, закрепленные различным образом на кольцевом индукторе, сварочной машины и осуществляющие связь индуктора с приводом перемещения l.
При сварке изделий, торцы которых имеют перекосы, использование устройств с фотодатчиками не обеспечивает точное определение стыка, так как отсутствует зазор между изделияNM либо целиком по всему торцу, либо в какой-to его части. Это сужает технологические возможности устройства.
Цель изобретения - расширение технологических возможностей, а также повышение производительности сварки при одновременном упрсадении конструкции и уменьшении габаритов ивдуктора.
Поставленная цель достигается применением магнетрона в качества датчика положения стыка при индукциойной сбарке.
Прямым назначением магнетрона является генерация электромагнитных волн СВЧ диапазона 300-3-Ю МГц .
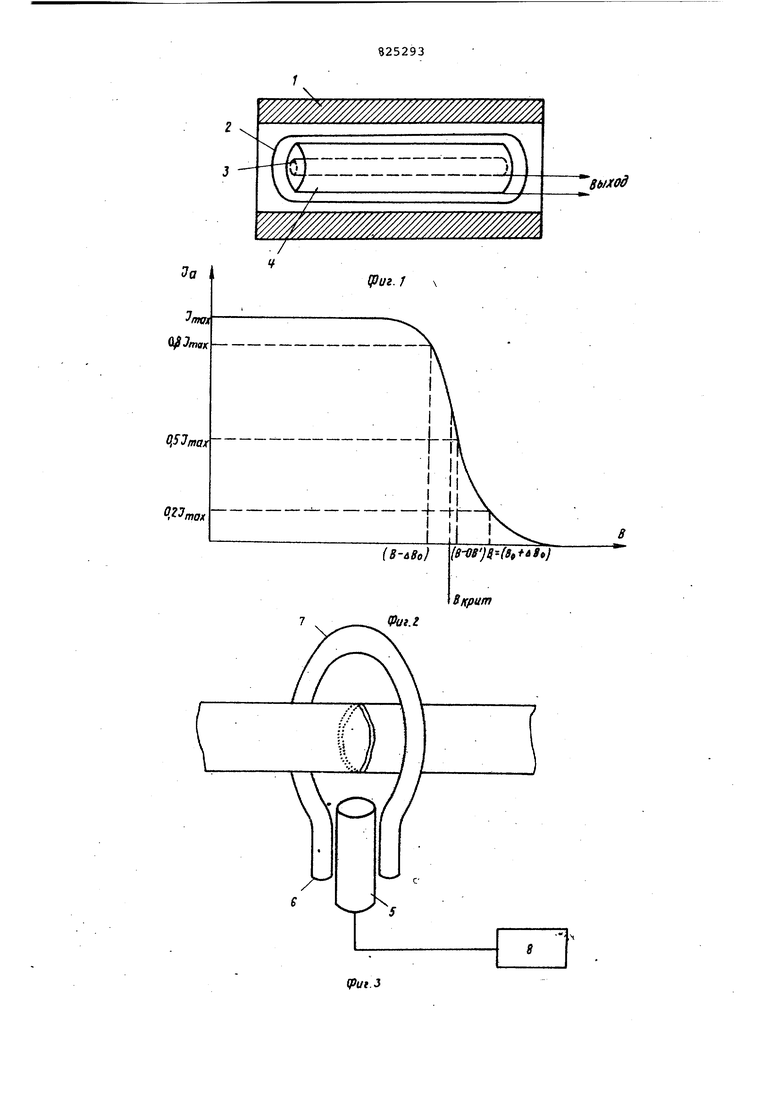
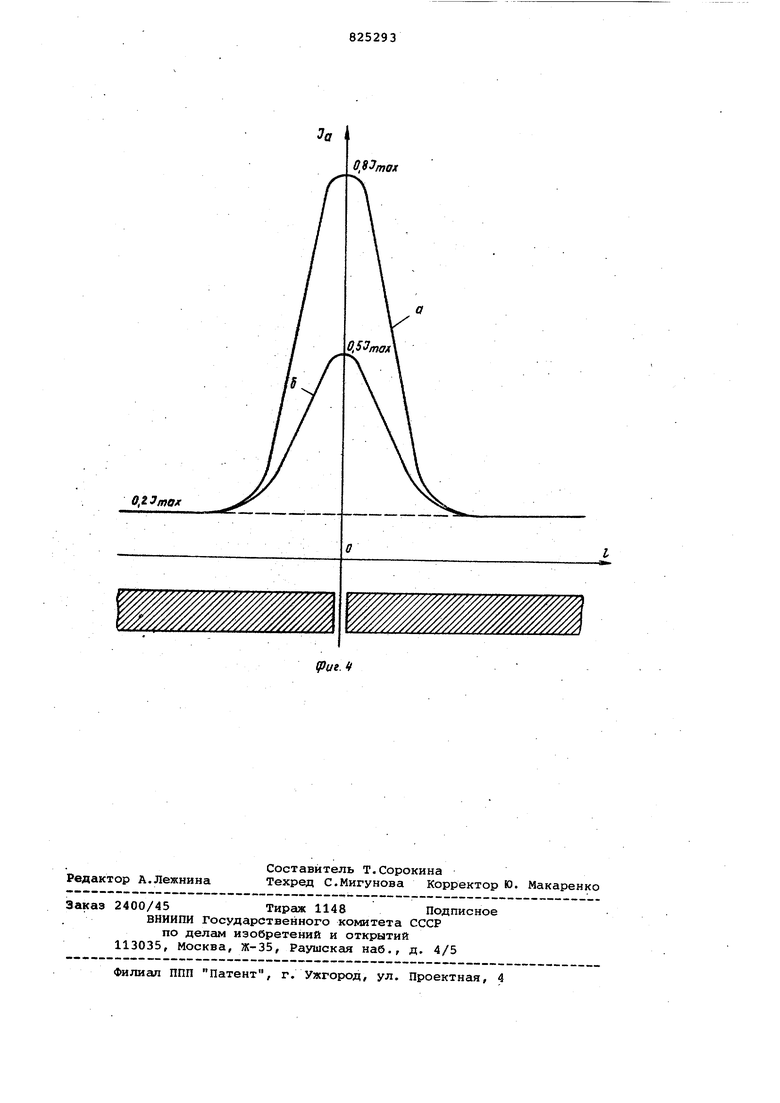
На фиг. 1 схематично изобргокен магнетрон на фиг. 2 - кривая зависимости анодного Tojca магнетрона от величины индукции ма нитного поля) .на фиг. 3 - индуктор с магнетроном; на фиг. 4 - кривые изменения анодного тока магнетрона при перемещении его как датчика вдоль свариваемых
труб (причем кривей d- отобрг1жает изменение анодного тока при движении вдоль труб, стык которых имеет зазор, кривая 5 - состыковке труб без зазора) .
Магнетрон использован без конструктивных изменений и включает в себя Пфиг. соленоид 1, внутри которого находится электронная лампа 2, например диод, расположенная так, что ее катод 3 и анод 4 параллельны оси соленоида, т.е. параллельны направлению вектора магнитной индукции поля солзноида.Магнетрон 5 (фиг. 3) закреплен между токовывода1«1 6 индуктора 7, так что его ось перпендикулярна поверхности свариваемБях труб, а выход подключен к измерительной схеме 8.
Применение известного магнетрона в качестве датчика стыка при индукционной сварке стало возможным благодаря обнаруженному эффекту резкого увеличения анодного тока магнетрона, находящегося в закритнческом режиме, гфохождении им стыка или зазора между сваривае1«д 4и трубами (фиг. 4).
Магнетрон в качестве датчика стыка работает следукяцим образом.
До начала поиска соленоид 1 подклж ча19Т к источнику напряжения (не показан), этом магнетрон выводится в закритический режим работы. Это значит, что индукция В магнитног поля магнетрона,которая складывается из постоянной величины BQ, определяемой током соленоида и конструкцией лампы, и величины индукции аВ, наводимой исследуемой трубой, соответствует величине анодного, тока магнетрона, равной 0,1-0,2 I jj (фиг.2) .
При движении индуктора 7 вдоль свариваемых труб индукция .магнитного поля магнетрона практически не изменяется и соответствует анодному току магнетрона, например 0,2 его максимального значения (фиг.2 и 4). При прохождении магнетроном зазора индукция магнитного поля, в котором находится электронная лампа, уменьшается на величину дВо, что приводит к
резкому увеличению анодного тока лампы, например, до. величины 0,8 его . максимального значения (фиг.2 и 44). При прохождении магнетроном стыка без зазора магнитное поле.в месте сопряжения труб уменьшается на величину ДВ , что также приводит к увеличению анодного тока, например, до величины 0,5 .(фиг. 2 и 4 ).
Так как у состыкованных труб без зазора изменение магнитной индукции ДВ - ДВр, то и величина анодного тока в случае стыка без зазора меньше, чем в случае стыка с зазором (фиг.2 и 4). Однако и в этом случае увеличение анодного тока достаточно, чтобы по его максимальному значению определить стык, и по сигналу с измерительной схемы 8 осуществить останов индуктора.
Использование магнетрона в качестве датчика стыка при индукционной сварке имеет преимущества, так как этот датчик конструктивно прост, имеет меньшие габариты по сравнению с известными и позволяет фиксировать (СТЫКИ как с зазором, так и без зазора, что расширяет его технологические возможности. Кроме того, за счет отсутствия отверстий в индукторе увеличивается его мсяцность, прогревается более узкая часть деталей, что в конечном итоге приводит к повьаиению качества сварных соединений. При использовании магнетрона в качестве датчика стыка, достаточно одного индуктора, что сокращает время ориентации, а следовательно, повышает производительность процесса сварки.
Формула изобретения
Применение магнетрона в качестве датчика положения стыка при индукционной сварке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №645791, кл. В 23 К 9/10, 1979.
выход
(Риг. г
В
ff,8 у/пах
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| Способ сварки | 1989 |
|
SU1838060A3 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ | 1995 |
|
RU2086371C1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| Установка для стыковой индукционной сварки труб | 1985 |
|
SU1299743A1 |