Изобретение относится к сварочному оборудованию и может быть использовано для стыковой индукционной сварки труб в различных отраслях машиностроения, в частности в атомном машиностроении и котлостроении при сварке токами высокой частоты различных изделий, например труб теплообменных аппаратов.
Цель изобретения состоит в разработке конструкции, позволяющей повысить качество сварного соединения путем обеспечения равномерного нагрева стыкуемых поверхностей труб.
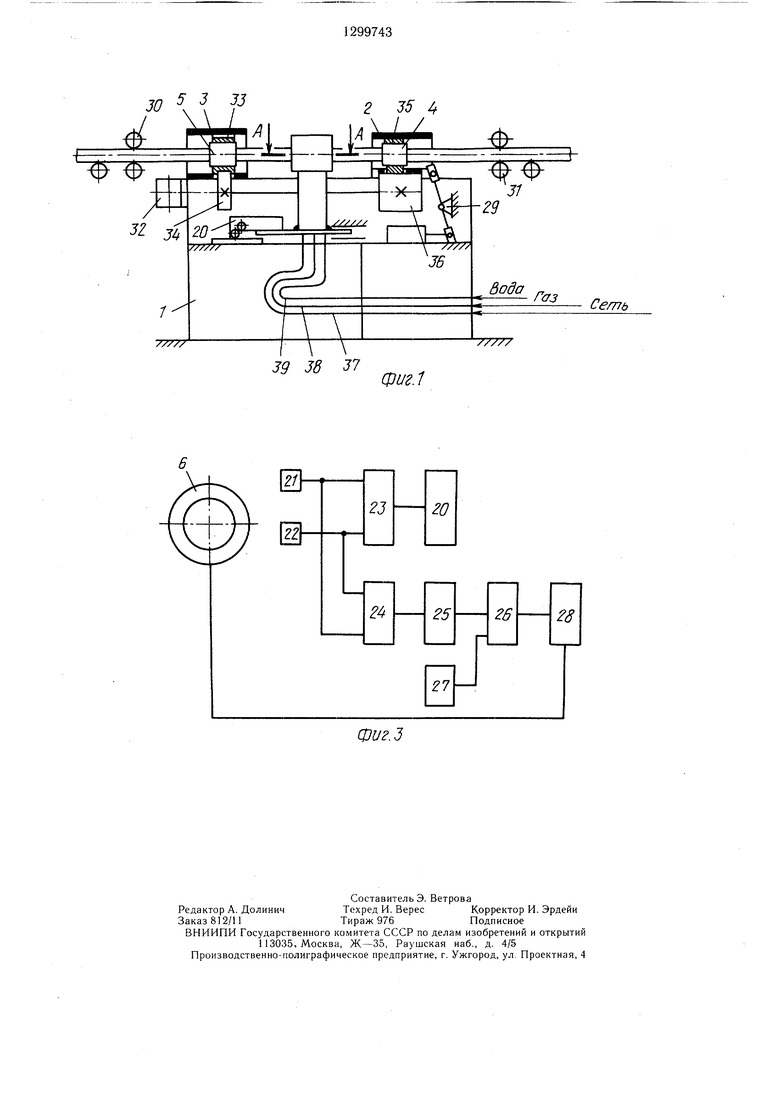
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - блок-схема управления перемещением индуктора в осевом направлении. Установка для индукционной сварки имеет станину 1, на которой смонтирована подвижная 2 и неподвижная 3 бабки. Каждая бабка содержит зажимы для труб, выполненные в виде самоцентрирующих патронов 4 и 5- связанных с соответствующими пневмоцилиндрами (не показаны), установленными на бабках. Между бабками 2 и 3 размещен индуктор 6 со сквозным отверстием 7, с одной стороны которого расположен источник 8 света, а на другой - фотоэлемент 9. Сквозное отверстие 7, источник 8 и фотоэлемент 9 образуют систему поиска зазора. В индукторе 6 выполнены каналы 10 и 11, являющиеся составной частью устройства 12 подачи охлаждающей жидкости и защитного газа (не показаны). Индуктор 6 жестко закреплен в корпусе 13, выполненном с Ловителями 14, 15 для центрирования индуктора на концах труб 16, 17, которые представляют собой конусообразные отверстия.
Диаметр большего основания конусов ловителей 14, 15 выбран из условия обеспечения захвата труб при их максимальном радиальном биении и равен сумме максимального радиального биения сечения трубы радиального биения продольной оси трубы и точности установки в патроне. Корпус 13 расположен с возможностью перемещения в радиальном направлении в обойме 18, причем глубина кольцевой проточки обоймы 18, внутренний диаметр D обоймы и высота Н выступа 19 корпуса 13, входящего в кольцевую проточку обоймы 18, рассчитываются из условия обеспечения перемещения корпуса 13 в обойме 18 при максимальном суммарном радиальном биении концов труб. Обойма 18 имеет жесткую связь с приводом 20 перемещения индуктора 6, взаимодействующим с направляющими станины 1 для перемещения обоймы 18 в осевом направлении (не показаны). В корпусе 13 на одинаковом расстоянии от продольной оси индуктора 6 выполнены гнезда со сквозными отверстиями для датчиков 21 и 22 температуры, например фотодиодов, причем оптическая ось каждого из датчиков 21, 22 направлена к оси соответствующих ловителей под углом, выбранным из расчета обеспечения визирования датчиков на торцовую поверхность стыкуемых труб и зависящим от типоразмера свариваемых труб, геометрии индуктора, зазора между свариваемыми трубами, а также чувствительности датчиков температуры (например, для сварки труб диаметром 32 мм, при внутреннем диаметре индуктора 44 мм, щирине индуктора 8 мм,
зазоре между трубами 3-4 мм, если в качестве датчика температуры принят фоторезистор ФСД-1, угол наклона оптической оси датчиков к оси ловителей составит 50± .±3° при базе ловителей 150 мм).
Выходы датчиков 21 и 22 соединены со
входами устройства 23 сравнения, представляющего собой, например, операционный усилитель серии 140, а также - со входами сумматора 24. Выход устройства 23 сравнения связан с приводом 20 перемещения инд дуктора. Выход сумматора 24 подключен через делитель 25 на два (устройство с коэффициентом передачи 0,5) к одному из входов регулятора 26 нагрева (включающего в себя, например, устройство сравнения и тиристор- ный выпрямитель), к другому входу которо5 го подключен задатчик 27 температуры (например, переменный резистор), а выход регулятора 26 нагрева подключен к высокочастотному генератору 28, имеющему связь с индуктором 6.
Установка содержит также привод 29
перемещения подвижной бабки 2 и приводы 30 и 31 соответственно подачи и удаления труб, а также привод 32, который через пары шестерен 33, 34 и 35, 36 (трансмиссию) связанные с самоцентрирующими патронами 4, 5, предназначен для сообщения вращательного движения свариваемым трубам 16 и 17.
При этом токоподводящие шины 37 к индуктору 6, газопровод 38 и водовод 39, являющиеся составными частями устройства
0 подачи защитного газа и системы охлаждения индуктора 6, выполнены гибкими.
Установка работает следующим образом.
Трубы посредством механизмов 30 и 31
подаются в зону сварки. При этом корпус 13
индуктора 6 своими ловителями 14, 15 при5 нимает торцы труб 16, 17 и центрируется на их концах. Трубы зажимаются в самоцентрирующих патронах 4 и 5, стыкуются, а затем создается рабочий зазор в стыке. Включается источник 8 света, фотоэлемент 9 и посредством привода 19 перемещения индуктора происходит передвижение индуктора до момента попадания луча от источника 8 на фотоэлемент 9. Появление сигнала на фотоэлементе 9 означает, что индуктор 6 установлен симметрично относительно тор- 5 Цов труб 16, 17. Источник света 8, фотоэлемент 9 и привод 20 отключаются. Включается привод 32, который посредством пар шестерен 33, 34 и 35, i36 начинает вращать
5
0
трубы. Одновременно включаются устройство подачи защитного газа, система охлаждения индуктора и высокочастотный генератор 28, энергия которого потребляется индуктором 6. По мере разогрева труб на выходах датчиков 21, 22 появляется напря- жение.
Сигналы с датчиков 21 к 22 поступают на устройство 23 сравнения. При наличии градиента температур между торцами труб на выходе устройства 23 сравнения появ- ляется сигнал, который, воздействуя на привод 20 перемещения индуктора 6, обеспечивает перемещение последнего в сторону той трубы, торец которой имеет меньшую температуру нагрева. Движение индуктора продолжается до тех пор, пока сигналы с датчиков 21 и 22 не уравняются.
Регулирование температуры нагрева осуществляется следующим образом.
Сигналы с датчиков 21 и 22 складываются сумматором 24 и делятся на два делите- лем 25. Сигнал на выходе делителя 25 будет пропорционален среднеарифметическому значению температур торцов труб.
Этот сигнал сравнивается регулятором 26 нагрева с выходным сигналом (эталонным) задатчика 27 температуры.
Выходной сигнал регулятора 26 нагрева управляет высокочастотным генератором 28, таким образом, чтобы среднеарифметическое значение температур торцов труб было равно эталонной температуре, по достижении которой отключается высокочастотный генератор 28 и подается команда на осадку труб посредством привода 29. Происходит сварка труб. Затем они удаляются из зоны сварки при помощи механизмов 30 или 31.
Предлагаемая конструкция стыковой индукционной сварки позволяет обеспечить равномерный нагрев стыкуемых поверхностей свариваемых труб как по периметру, так и в осевом направлении. Устройством обеспечивается безынерционное самоцентрирование индуктора на концах свариваемых труб, что дает возможность отреагировать на возможные биения труб, устраняя нестабильность расстояния между внешней поверхностью трубы и внутренней поверхностью индуктора, т. е. устраняя градиент температуры в радиальном направлении.
Кроме того, устройство позволяет учесть возможные локальные неоднородности материала труб, устраняя возможный градиент температуры в осевом направлении.
Равномерный нагрев стыкуемых поверхностей свариваемых труб позволяет повысить качество сварного соединения.
Формула изобретения
0
0
5
0
1.Установка для стыковой индукционной сварки труб, содержащая станину, подвижную и неподвижную бабки с зажимами для труб, привод вращения труб, механизм подачи и удаления труб из зоны сварки, механизм осадки, индуктор, связанный токопод- водящими шинами с высокочастотным генератором, привод продольного перемещения индуктора, устройства для подачи защитного газа и охлаждающей жидкости, связанные с индуктором гибкими шлангами, схему управления, отличающаяся тем, что, с целью повышения качества сварного соединения путем обеспечения равномерного нагрева свариваемых кромок труб, индуктор снабжен жестко связанной с приводом его продоль5 ного перемещения обоймой, корпус индуктора, установленный в обойме с возможностью перемещения в направлении перпендикулярном оси индуктора, выполнен с ловителями для центрирования индуктора на концах свариваемых труб и связанными со схемой управления, смонтированными в корпусе индуктора датчиками температур концов свариваемых труб, оптические оси которых направлены под углом к продольной оси индуктора.
2.Установка по п. 1, отличающаяся тем, что схема управления снабжена устройством сравнения и сумматором, связанными с выходами датчиков температуры, делителем на два, подключенным посредством делителя к сумматору регулятором нагрева с задат- чиком температуры, выход устройства сравнения соединен с приводом продольного перемещения индуктора, а выход регулятора нагрева к высокочастотному генератору.
3.Установка по п. I, отличающаяся тем, что токоподводящие шины к индуктору и шланги подвода охлаждающей жидкости и защитного газа выполнены гибкими.
5
5 3 33
//f/ //
39 38 37
2 JS- 4
фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Устройство управления высокочастотным нагревом | 1987 |
|
SU1481005A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Машина для стыковой индукционной сварки труб | 1970 |
|
SU316297A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Устройство для продольной ориентации индуктора | 1984 |
|
SU1234116A1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| Устройство для продольной ориентации индуктора | 1986 |
|
SU1318366A2 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
Изобретение относится к сварочному оборудованию и может быть использовано для стыковой индукционной сварки труб (Т). Изобретение решает задачу повышения качества сварного соединения путем обеспечения равномерного нагрева стыкуемых кромок свариваемых Т. Установка имеет станину, на которой смонтированы подвижная и неподвижная бабки. -Каждя бабка имеет самоцентрируюшие патроны для Т. Между бабками размещен индуктор (И) 6 с системой поиска зазора, включающий источник 8 света и фотоэлемент 9. И жестко закреплен в корпусе 12, в котором выполнены ловители 14, 15 для центрирования И на концах Т 16, 17. Корпус расположен с возможностью перемещения в радиальном направлении в обойме 18, которая жестко связана с приводом 20 перемещения И. В корпусе И в гнездах установлены датчики температуры 21, 22, визированные на торцовую поверхность Т. Датчики связаны с устройством сравнения, сумматором. Имеется также регулятор нагрева с задатчиком температуры. Устройством устраняется влияние изгиба Т, локальной неоднородности материала Т. 2 3. п. ф-лы, 3 ил. i (Л 1чЭ СО со 4 СО
/} f
J
20
2
25
26
28
| 0 |
|
SU200681A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для стыковой индукционной сварки труб | 1970 |
|
SU316297A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
