Изобретение относится к области электрической стыковой сварки и может быть использовано для сварных намагниченных стыков магистральных трубопроводов.
Для оценки технического состояния линейной части магистральных трубопроводов и выявления дефектных участков широко применяются внутритрубные магнитные дефектоскопы, в состав которых входят редкоземельные постоянные магниты с высокой удельной энергией магнитного поля, что приводит к образованию в теле трубы сильной остаточной намагниченности.
При проведении ремонтно-восстановительных сварочных работ, на выявленные в процессе контроля аварийно опасные участки, остаточное магнитное поле трубопровода, воздействуя на сварочную дугу, нарушает стабильность ее горения и формирование сварного шва. Указанный комплекс явлений получил название - эффект "магнитного дутья".
Значения индукции были измерены в процессе ремонтных работ на трубопроводах диаметром 1220, 1020, 720 и 530 мм, большая часть которых прошла диагностику магнитными дефектоскопами. После удаления дефектных участков индукция на свободных концах трубопроводов, прошедших магнитную дефектоскопию, составляла 15-25 мТл. После стыковки под сварку бездефектных вставок (катушек) индукция в разделке увеличивалась в 3-5 раз и достигала уровня 50-120 мТл. Индукция на свободных концах трубопроводов, непрошедших дефектоскопию, составляла 2-8 мТл, была распределена по окружности трубы крайне неравномерно, а после стыковки с катушкой увеличивалась до уровня 8-20 мТл с таким же неравномерным распределением.
Известно разработаннное размагничивающее устройство (РУ) [С.А.Волохов, П.Н.Добродеев, Г.И.Мамин Опыт размагничивания труб на магистральных трубопроводах с использованием новейшей технологии. // ИЦДС / http://www.uatechnology.org]. Питание его силовой цепи осуществляется от того же сварочного агрегата, который используют для сварки труб; питание цепи управления - от сети переменного тока частотой 50 Гц, 220 В. Необходимые для размагничивания импульсы магнитных полей создает намотанная на трубу обмотка. Для удобства монтажа она составлена из секций многожильного кабеля, соединенных разъемами. Управление процессом размагничивания осуществляют с выносного пульта управления. Уровень магнитной индукции в зазоре между свариваемыми кромками контролируют магнитометром с пределами измерений 1-200 мТл.
В течение 1999-2000 гг. введены в эксплуатацию девять образцов РУ: на ГАО «Приднепровские магистральные нефтепроводы», ГАО МН «Дружба» (Украина) и ГПТН «Дружба» (Беларусь).
В результате контрольной сварки трубных соединений установлено, что уровень индукции в разделке должен быть не более 8-10 мТл. Наличие магнитного поля с уровнем индукции до 8 мТл сварщик вообще не отмечает, в диапазоне индукций 8-10 мТл сварщик отмечает возрастающее волнение металла в сварочной ванне, при индукции выше 10 мТл начинается разбрызгивание металла из зоны сварки, а при индукции выше 30 мТл сварка практически невозможна.
По результатам хронометража 10-ти разных случаев размагничивания длительность процесса составила в среднем около 20 мин: до 10 мин - монтаж обмотки, до 2 мин - размагничивание и контроль уровня магнитного поля, до 8 мин - демонтаж обмотки. Монтаж и демонтаж обмотки ведут два сварщика, присоединение кабелей питания к сварочному агрегату и передвижной электростанции - обслуживающий их персонал, размагничивание и контроль - один из сварщиков.
В МГТУ им. Н.Э.Баумана на протяжении ряда лет проводились работы по использованию магнитных полей для управление процессом сварки. Для удержания сварочной ванны используют поперечное магнитное поле, перпендикулярное оси шва и дуги (Рыбальчук A.M. Формирование сварочного шва магнитным полем. // «Сварщик-профессионал», 2005. №5, - с.9-10). Схема наложения двух поперечных полей сохраняет устойчивость дуги, но конструктивно является достаточно сложной.
При дуговой сварке переменным током повышенной частоты в условиях действия производственных магнитных полей смену полярности тока (RU 2245231, В23К 9/09) осуществляют в зависимости от величины возмущающего воздействия внешнего магнитного поля в момент достижения критического отклонения дуги от соосного с электродом положения, который определяют путем сравнения напряжения на дуге с опорным напряжением в интервале периода протекания тока соответствующей полярности. Недостатком данного способа сварки является сложность технологического процесса.
В качестве прототипа принят способ сварки намагниченных трубопроводов при ремонтно-восстановительных работах (RU 2237562, В23К 31/02), включающий удаление дефектной зоны, установки на его место, равного ему по величине бездефектного участка, демагнитизацию сварных стыков путем перемагничивания торцевой зоны стыка и обварку стыков, перемагничивание материала торцевой зоны стыка осуществляют перед установкой бездефектного участка и сваркой до исключения в материале эффекта "магнитного дутья", путем концентрации магнитного поля в локальной зоне торцевого среза трубопровода до величины, равной действительной величине остаточного магнитного поля трубопровода, и по его значению создают в материале торцевой зоны остаточное магнитное поле, противодействующее упомянутому магнитному полю трубопровода, после чего в стык вводят бездефектный участок. Недостатком данного способа сварки является сложность технологического процесса и повышенный расход электроэнергии на демагнитизацию сварных стыков.
Задачей изобретения является разработка способа сварки, обеспечивающего упрощение технологического процесса и стабильное качество сварных соединений для намагниченных объектов без их размагничивания.
Поставленная задача решается тем, что в способе сварки намагниченных объектов без размагничивания, включающем удаление дефектной зоны, установку сварных стыков, концентрацию магнитного поля в локальной зоне, противодействующему остаточному магнитному полю, обварку стыков, на область сварки объектов воздействуют магнитным полем по нормали к шву и оси дуги одновременно со сваркой. При этом переменное магнитное поле создают за счет накладываемой катушки, которую покрывают асбестовой лентой и запитывают с частотой 50 Гц. Кроме этого амплитуда переменного магнитного поля у поверхности сварки объекта составляет 80-100% от остаточной намагниченности в зазоре.
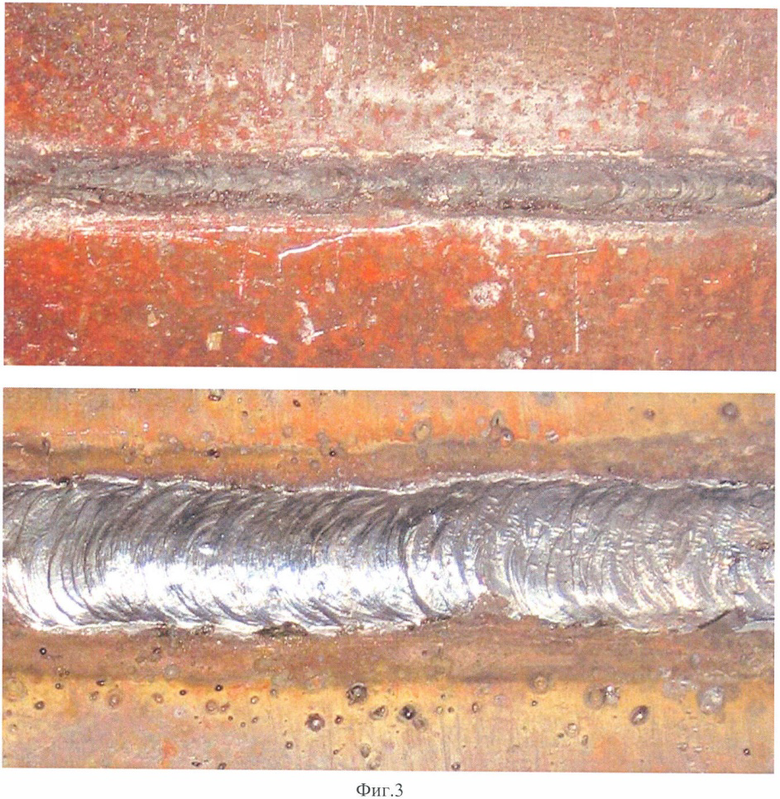
Сущность заявляемого способа поясняется чертежами: на фиг.1 - схема сварки трубопроводов; на фиг.2 - схема сварки пластин и фиг.3 - образец сварочного шва при индукции магнитного поля в зазоре между пластинами 50 мТл (вид с двух сторон).
Способ сварки намагниченного трубопровода заключается в том, что на торцах ферромагнитных труб 1 (фиг.1) удаляют дефектные зоны, устанавливают их соосно и с зазором 2...3 мм. На область сварки накладывают и прихватывают катушку 2, которая покрыта асбестовой лентой и запитана от трансформатора 3. Устанавливают амплитуду переменного магнитного поля 80... 100% от остаточной намагниченности зазора, измеренной с помощью тесламетра. Вводят в стык электрод 4 и производят сварку от аппарата 5
Для реализации процесса сварки намагниченных изделий была собрана магнитная система по фиг.2, в которой на ярмо 1 установлены постоянные магниты 2 с полюсными наконечниками 3, на которые были положены пластины 4 из стали Ст20 размерами 170×140×10 мм с обработанными под сварку торцами. Зазор между пластинами установился равным диаметру сварочного электрода 5. Магнитное поле в зазоре между пластинами составляло 45-50 мТл.
Для проведения сварки на стык пластин 4 накладывалась катушка медного гибкого провода 6, состоящая из 210 витков, на которые подавалось через трансформатор 7 напряжение от сети 220 В, 50 Гц. Для защиты провода от температурного воздействия катушка обмотана асбестовой лентой. Сварка производилась от аппарата постоянного тока 8 типа УДТУ - 251 сварочным электродом 5 типа LB52U диаметром 4...5 мм при токе сварки 160 А. Сварка проводилась при напряжении 60 В на катушке 6, при этом амплитуда магнитного поля по оси катушки 6 у поверхности свариваемых пластин 4 составляла 35 мТл.
Создаваемое катушкой 6 переменное магнитное поле производит перенамагничивание металла в направлении оси катушки 6 (если магнитное поле и ток параллельны, то они не взаимодействуют), а с другой стороны под действием силы Лоренца (действие магнитного поля на движущийся под углом к полю заряд) стягивает плазму дуги в шнур. Оба фактора вместе взятые обеспечивают возможность сварки при наличии магнитного поля в зазоре между свариваемыми деталями.
Сечение провода катушки 6, количество витков и ток должны быть такими, чтобы амплитуда индукции магнитного поля у поверхности свариваемых деталей была соизмерима с магнитным полем в зазоре свариваемых деталей (80...100%).
Катушка 6 накладывается на зону сварки и, при необходимости, удерживается рукой или закрепляется любым способом (например, с помощью проволочных растяжек, постоянных магнитов), затем в пределах окна катушки 6 производится сварка. В зависимости от размеров катушки 6 можно провести сварку по длине до 0,5 м без его перестановки.
Время переустановки катушки 6 не более 20 сек.
Известно, что отклонение дуги вызвано наложением внешнего поперечного магнитного поля на собственное круговое поле дуги в контуре. В той части контура, где силовые линии совпадают, создается избыточное давление и дуга отклоняется в сторону ослабления поля, где силовые линии направлены навстречу друг другу. Поскольку для питания дуги используют переменный ток, то результирующая электромагнитная сила, действующая на дугу, знакопеременная и дуга совершает колебания в обе стороны от положения равновесия с частотой переменного тока.
Проведенные испытания (см. фиг.3) показали, что разработанная технология обеспечивает быструю, точную сварку, экономична, проста и может быть рекомендована для промышленного применения, при проведении ремонта трубопроводов, обладающих остаточной намагниченностью. Результаты оценки состояния металла сварного и соединения по критериям фрактографии (характер излома) и микроанализ участков шва по длине и по сечению (корень, граница спекания, зона слабины, пора и другие показатели сварочных свойств по требованию таблицы 12 РД 03-614-03) свидетельствуют о хорошем состоянии соединения по предложенному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НАМАГНИЧЕННЫХ ТРУБОПРОВОДОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2002 |
|
RU2237562C2 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |

Изобретение относится к способу дуговой сварки намагниченных объектов при ремонтно-восстановительных работах и может быть использовано для сварных намагниченных стыков магистральных трубопроводов. Способ включает удаление дефектной зоны, установку сварных стыков, концентрацию магнитного поля в локальной зоне, противодействующему остаточному магнитному полю, сварку стыков. На область сварки объектов воздействуют магнитным полем по нормали к шву и оси дуги одновременно со сваркой. При этом переменное магнитное поле создают за счет накладываемой катушки, которую покрывают асбестовой лентой и запитывают с частотой 50 Гц. Кроме этого амплитуда переменного магнитного поля у поверхности сварки объекта составляет 80-100% от остаточной намагниченности в зазоре. Изобретение позволяет обеспечить упрощение технологического процесса и стабильное качество сварных соединений для намагниченных объектов без их размагничивания. 1 з.п. ф-лы, 3 ил.
| СПОСОБ СВАРКИ НАМАГНИЧЕННЫХ ТРУБОПРОВОДОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2002 |
|
RU2237562C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ сварки дугой,управляемойМАгНиТНыМ пОлЕМ | 1978 |
|
SU833388A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| DE 3209233 A, 04.11.1982 | |||
| ЕР 0488461 А, 03.06.1992 | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |

