(54) НИЖНИЙ ЧЕРПАКОВЫЙ БАРАБАН ДРАГИ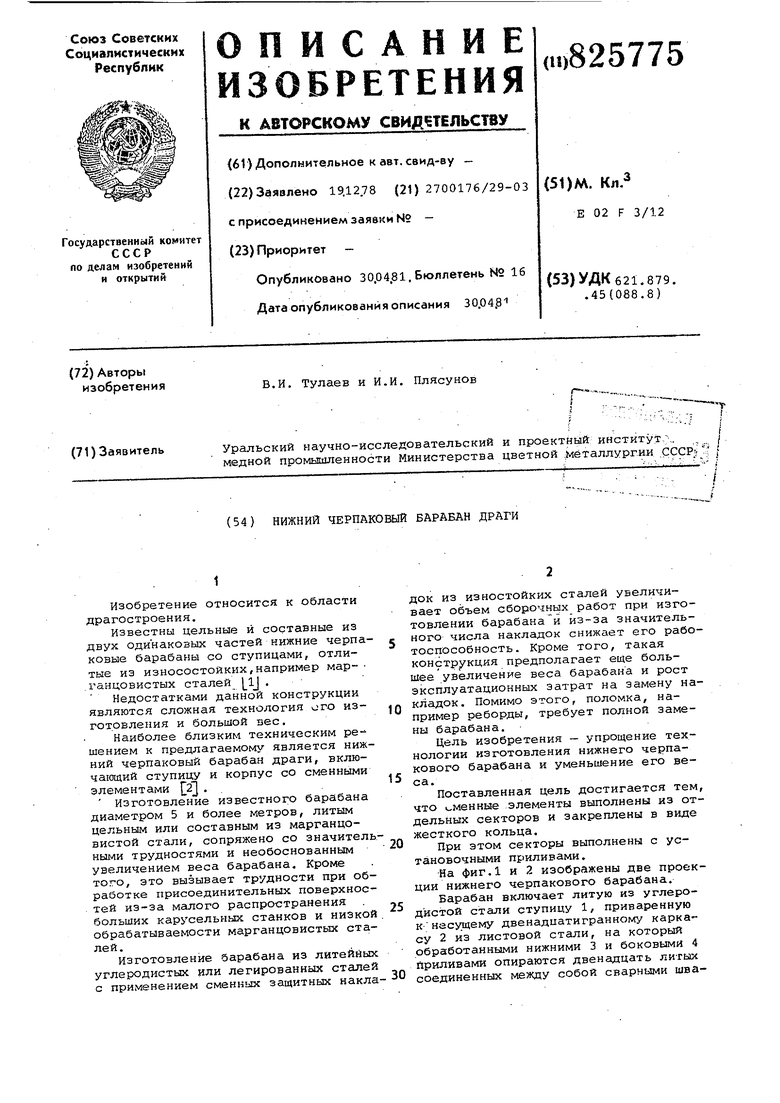
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЪЕМНЫЙ ЧЕРПАКОВЫЙ БАРАБАН ДЛЯ ДРАГ И Т. П. | 1931 |
|
SU33008A1 |
| ЧЕРПАЮЩЕЕ УСТРОЙСТВО МНОГОЧЕРПАКОВОЙ ДРАГИ | 2003 |
|
RU2276711C2 |
| Дражный черпак | 1982 |
|
SU1091996A1 |
| ДИСКОВАЯ ТОРМОЗНАЯ КОЛОДКА | 2007 |
|
RU2357134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРАЖНОГО ЧЕРПАКА | 2006 |
|
RU2325486C2 |
| ГРЕБНЕВАЯ БИМЕТАЛЛИЧЕСКАЯ ТОРМОЗНАЯ КОЛОДКА С ГЛУБОКОЙ ГРЕБНЕВОЙ ЧАСТЬЮ | 2009 |
|
RU2412842C1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1796324A1 |
| СБОРНЫЙ ТОРМОЗНОЙ ДИСК ВАЛА | 2012 |
|
RU2628419C2 |
| СБОРНЫЙ ТОРМОЗНОЙ ДИСК ВАЛА | 2012 |
|
RU2611451C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА ЭКСГАУСТЕРА С ДВУХСТОРОННИМ ВХОДОМ "СТИЛ-ВОРК" | 2013 |
|
RU2545120C2 |
1
Изобретение относится к области драгостроения.
Известны цельные и составные из двух одинакозых частей нижние черпаковые барабаны со ступицами, отлитые из износостойких,например мар- .ганцовистых сталей .
Недостатками данной конструкции являются сложная технология ого изготовления и большой вес.
Наиболее близким техническим решением к предлагаемому является нижний черпаковый барабан драги, включающий ступицу и корпус со сменными элементами 2 .
Изготовление известног;о барабана диаметром 5 и более метров, литым цельным или составным из марганцовистой стали, сопряжено со значительным1Л трудностями и необоснованным увеличением веса барабана. Кроме того, это вызывает трудности при обработке присоединительных поверхностей из-за машого распространения больших карусельных станков и низкой обрабатываемости марганцовистых сталей.
Изготовление барабана из литейных углеродистых или легированных сталей с применением сменных защитных накладок из изностойких сталей увеличивает объем сборочн1 х работ при изготовлении барабанаи из-за значительного числа накладок снижает его работоспособность. Кроме того, такая конструкция предполагает еще большее увеличение веса барабана и рост эксплуатационньох затрат на замену накладок. Помимо этого, поломка, на0пример реборды, требует полной замены барабана.
Цель изобретения - упрощение технологии изготовления нижнего черпакового барабана и уменьшение его ве5са.
Поставленная цель достигается тем, что ч менные элементы выполнены из отдельных секторов и закреплены в виде жесткого кольца.
0
При этом секторы выполнены с установочными приливами.
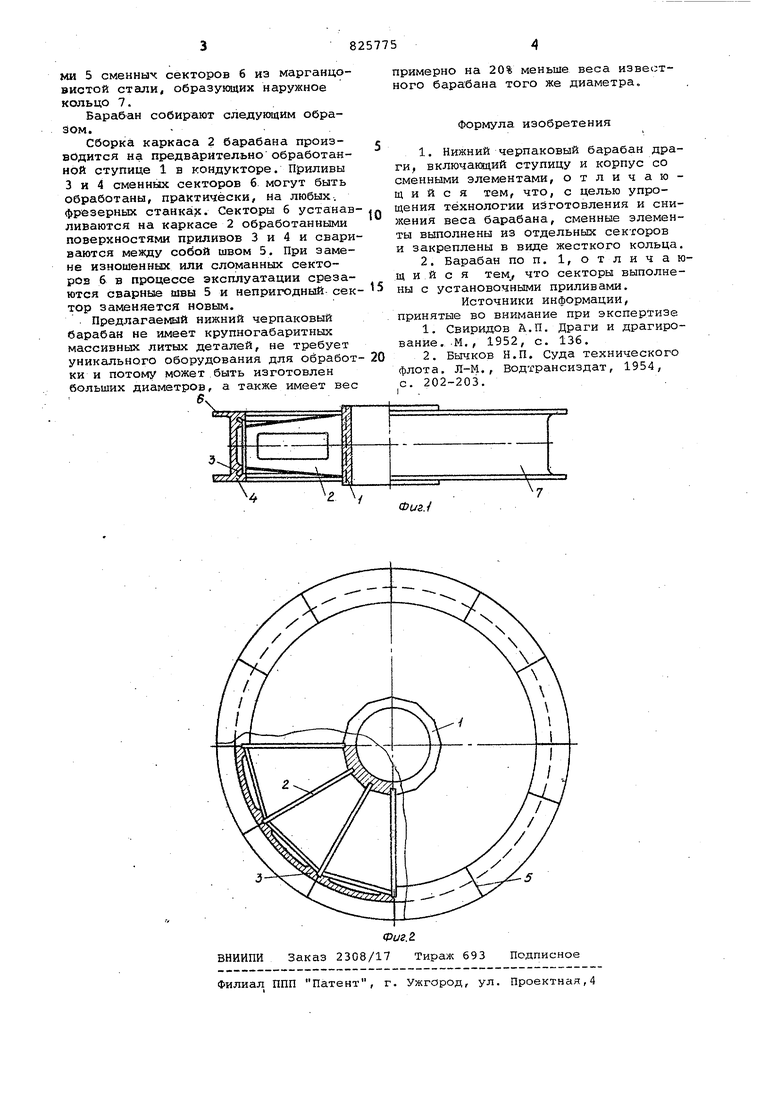
На фиг.1 и 2 изображены две проекции нижнего черпакового барабана.
Барабан включает литую из углеродистой стали ступицу 1, приваренную кнесущему двенадиатигранному карка су 2 из листовой стали, на который обработанными нижними 3 и боковыми 4 приливами опираются двенадцать литых
0 соединенных между собой сварными швами 5 сменных секторов 6 из марганцовистой стали, образуквдих наружное кольцо 7.
Барабан собирают следующим образом.
Сборка каркаса 2 барабана производится на предварительно обработанной ступице 1 в кондукторе. Приливы 3 и 4 сменных секторов б могут быть обработаны, практически, на любых, фрезерных станках. Секторы б устанавливаются на каркасе 2 обработанными поверхностями приливов 3 и 4 и свариваются между собой швом 5. При замене изношенных или сломанных секторов б в процессе эксплуатации срезаются сварные швы 5 и непригодный, сектор заменяется новым.
Предлагаемый нижний черпаковый барабан не имеет крупногабаритных массивных литых деталей, не требует уникального оборудования для обработки и потому может быть изготовлен больших диаметров, а также имеет вес 5
примерно на 20% меньше веса известного барабана того же диаметра.
Формула изобретения
и закреплены в виде жесткого кольца.
Источники информации, принятые во внимание при экспертизе
