Изобретение относится к области обработки металлов давлением при изготовлении деталей различными способами холодного деформирования. Оно может быть использовано в химическом, нефтяном, энергетическом и других отраслях машиностроения при изготовлении деталей сосудов и аппаратов, к которым относятся фланцы, обечайки, кольца жесткости, бандажи и т.д.
Целью изобретения является снижение, энергозатрат и экономия металла путем исключения операции термической обработки,
Поставленная цель достигается тем, что в способе изготовления деталей, сосудов и аппаратов, толщиной свыше 30 мм из низколегированных марганцовистых и кремне- марганцовистых сталей и свыше 36 мм из углеродистых сталей, имеющих форму тел вращения в виде колец, цилиндров с прямоугольным сечением (фланцы, обечайки и др.), сварные заготовки подвергаются пластическому деформированию раздачей с величиной пластической деформации
заготовки на наружном диаметре в пределах 1,5-2,5%.
Сущность изобретения заключается в том, что заготовка после гибки (вальцовки) и сварки стыка вместо термической обработки подвергается пластическому деформированию в ограничительной форме до чистого наружного размера таким образом, чтобы величина пластической деформации по наружному диаметру заготовки составляла 0,015-0,025/или 1,5-2,5%/.
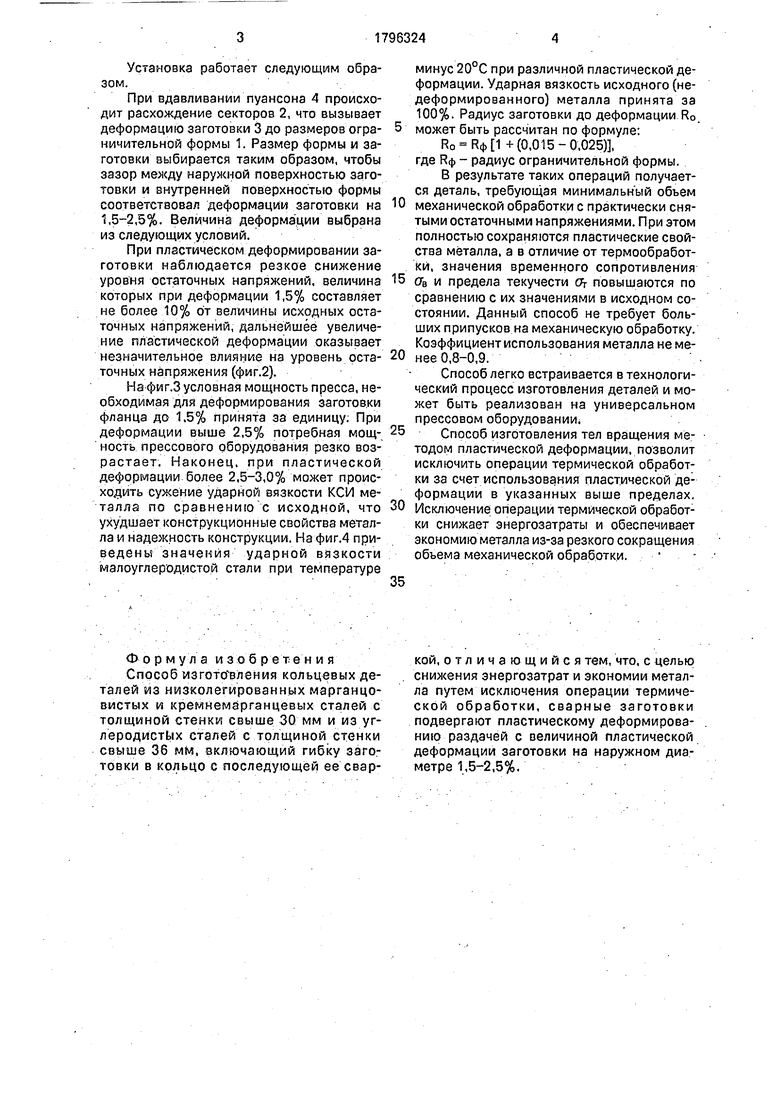
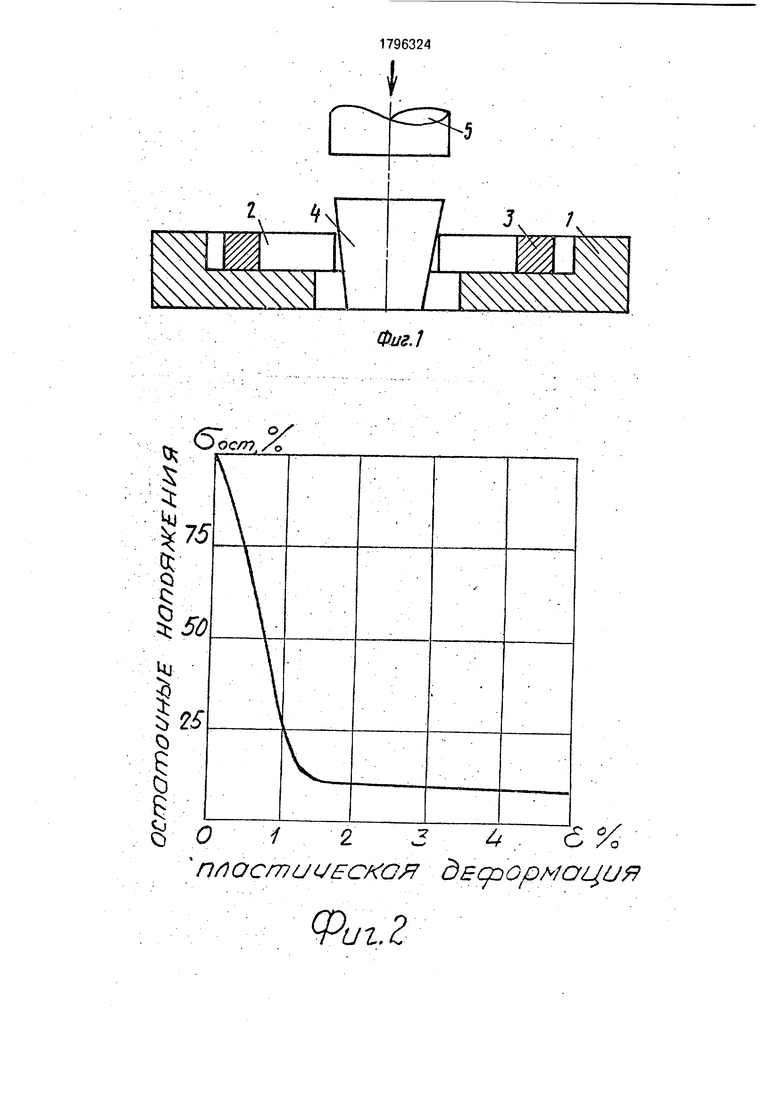
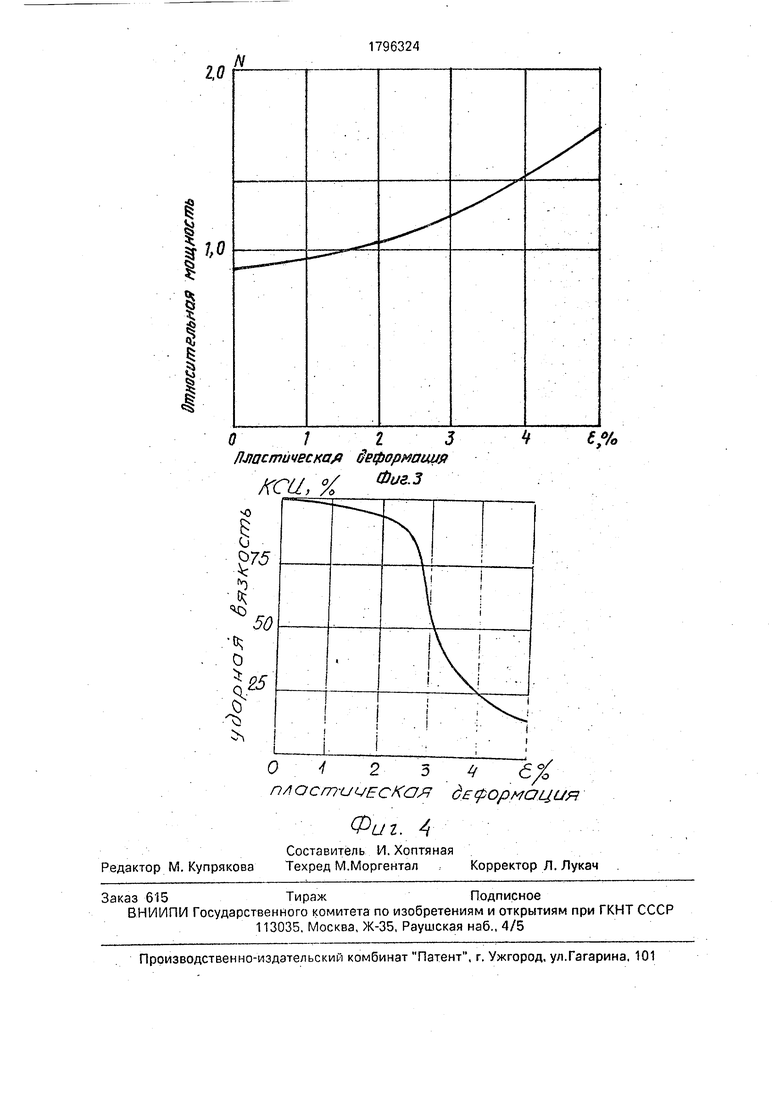
Нафиг.1 представлена принципиальная схема установки для реализации способа; на фиг.2 - зависимость уровня остаточных напряжений а от пластической деформации е; нафиг.З-зависимость потребляемой мощности пресса N от величины пластической деформации s ; на фиг.4 - зависимость ударной вязкости стали (КСИ) от пластической деформации е .
Установка состоит из ограничительной формы 1 -и набора расходящихся секторов 2, которые помещаются внутри заготовки 3. Пуансон 4 вдавливается на прессе 5.
СО
С
о
GJ
ho
Установка работает следующим образом.
При вдавливании пуансона 4 происходит расхождение секторов 2, что вызывает деформацию заготовки 3 до размеров ограничительной формы 1. Размер формы и заготовки выбирается таким образом, чтобы зазор между наружной поверхностью заготовки и внутренней поверхностью формы соответствовал деформации заготовки на 1,5-2,5%. Величина деформации выбрана из следующих условий.
При пластическом деформировании заготовки наблюдается резкое снижение уровня остаточных напряжений, величина которых при деформации 1,5% составляет не более 10% от величины исходных остаточных напряжений, дальнейшее увеличение пластической деформации оказывает незначительное влияние на уровень остаточных напряжения (фиг.2).
На фиг.З условная мощность пресса, необходимая для деформирования заготовки фланца до 1.5% принята за единицу; При деформации выше 2,5% потребная мощность прессового оборудования резко возрастает. Наконец, при пластической деформации более 2,5-3,0% может происходить сужение ударной вязкости КСИ металла по сравнению с исходной, что ухудшает конструкционные свойства металла и надежность конструкции. На фиг.4 приведены значения ударной вязкости малоуглеродистой стали при температуре
минус 20°С при различной пластической деформации. Ударная вязкость исходного (недеформированного) металла принята за 100%. Радиус заготовки до деформации R0.
может быть рассчитан по формуле:
Ro (0,015 -0,025)3, где РФ - радиус ограничительной формы.
В результате таких операций получается деталь, требующая минимальный объем
механической обработки с практически снятыми остаточными напряжениями. При этом полностью сохраняются пластические свойства металла, а в отличие от термообработки, значения временного сопротивления
сгв и предела текучести От повышаются по сравнению с их значениями в исходном состоянии. Данный способ не требует больших припусков на механическую обработку. Коэффициент использования металла не менее 0,8-0,9.
Способ легко встраивается в технологический процесс изготовления деталей и может быть реализован на универсальном прессовом оборудовании;
Способ изготовления тел вращения методом пластической деформации, позволит исключить операции термической обработки за счет использования пластической деформации в указанных выше пределах,
Исключение операции термической обработки снижает энергозатраты и обеспечивает экономию металла из-за резкого сокращения объема механической обработки. 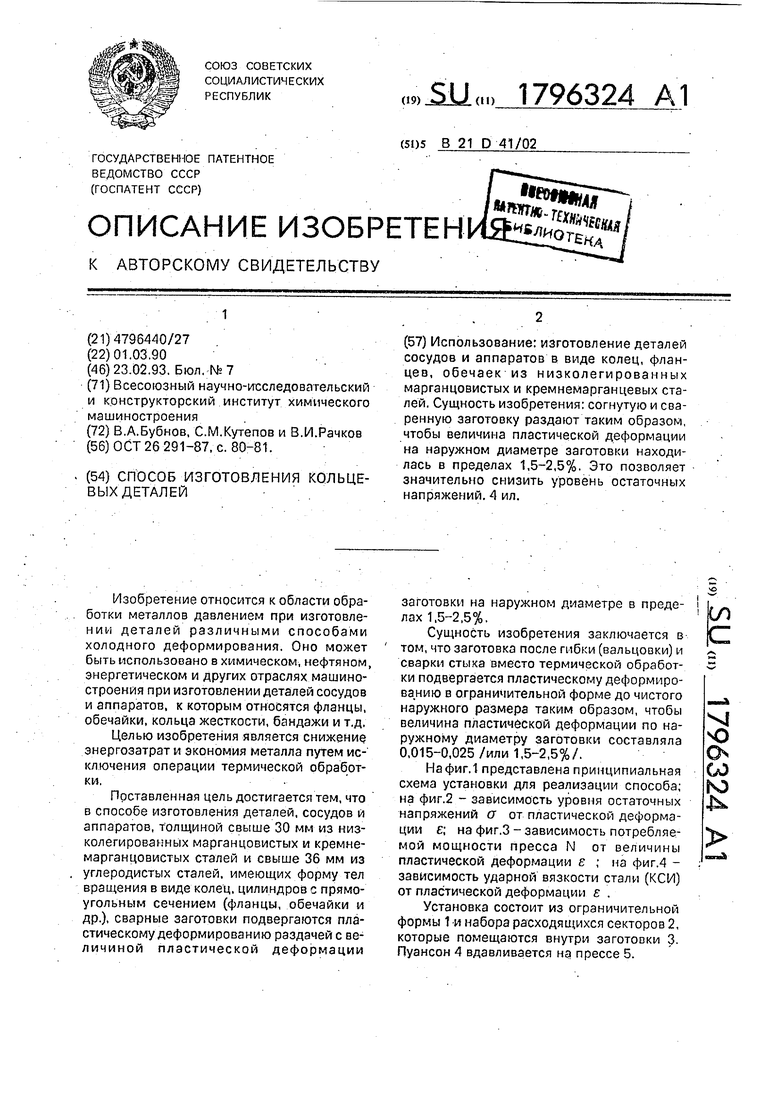
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА | 2022 |
|
RU2790243C1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛА ДЛИТЕЛЬНО ЭКСПЛУАТИРУЕМЫХ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2339018C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ СУДОСТРОЕНИЯ | 2013 |
|
RU2530078C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
Использование: изготовление деталей сосудов и аппаратов в виде колец, фланцев, обечаек из низколегированных марганцовистых и кремнемарганцевых сталей. Сущность изобретения: согнутую и сваренную заготовку раздают таким образом, чтобы величина пластической деформации на наружном диаметре заготовки находилась в пределах 1,5-2,5%. Это позволяет значительно снизить уровень остаточных напряжений. 4 ил.
Ф о р м у л а и зо б р е т е н и я Способ изготовления кольцевых деталей из низколегированных марганцовистых и кремнемарганцевых сталей с толщиной стенки свыше 30 мм и из углеродистых сталей с толщиной стенки свыше 36 мм, включающий гибку заготовки в кольцо с последующей ее сваркой, отличающийся тем, что, с целью снижения энергозатрат и экономии металла путем исключения операции термической обработки, сварные заготовки подвергают пластическому деформированию раздачей с величиной пластической деформации заготовки на наружном диаметре 1,5-2,5%.
t 2C96it
о/
/о
Редактор М. Купрякова
О : Ч 2 5 4 Ј пласт-ичЕсКал деформация
Фиг. АСоставитель И. Хоптяная
Техред М.Моргентал . Корректор Л. Лукач
о/
/о
ц
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
