ку - шлифов :у посадочных поверхностей. Перед шлифовкой ось и бандаж подвергли термической обработке:, бандаж закалке в масле от 850°С с последующим отпуском при 220°С; ось - закалке в масле от 870°С и отпуске при 620°С. Ось после объемной термообработки (улучшения) дополнительно подвергли закалке токами высокой часторы (250000 Гц), после которой твердость ее посадочной поверхности была 78-81 единицы по Шору и практически была одинакова с твердостью бандажа (80-83 единицы по Шору). Затем бандаж и ось подвергли поверхностному наклепу в дробеструйной камере в течение 5 мин.
После этого посадочные поверхности бандажа и оси подвергли шлифовке. При этом размер их диаметров под тепловую посадку был выполнен с натягом на 15-25% меньше, чем обычно принимают по расчету (в практике изготовления составных валков расчетный натяг принимают, как правило, таким, когда внутренний диаметр бандажа при комнатной температуре меньше диаметра оси на величину б-0,001 d,
где d - посадочный диаметр оси). Затем произвели сборку. Для этого подогрели бандаж до температуры 200°С, вставили свободно ось, после чего медленно охлаж дали бандаж, обеспечив посадку с натягомПоследуюш,ий процесс намагничивани осуществляли в следующем порядке: составной валок помещали в соленоид. После чего подавали постоянный ток, питающий соленоид, напряженность магнитного поля при этом достигала 1000 Э. При такой напряженности бандаж и поверхностный слой оси намагничиваются до полного магнитного насыщения. После коммутирования поля ток выключался и валок извлекался из соленоида. При этом бандаж и поверхностный слой оси приобретают свойства постоянного магнита, усиливая магнитное взаимодействие.
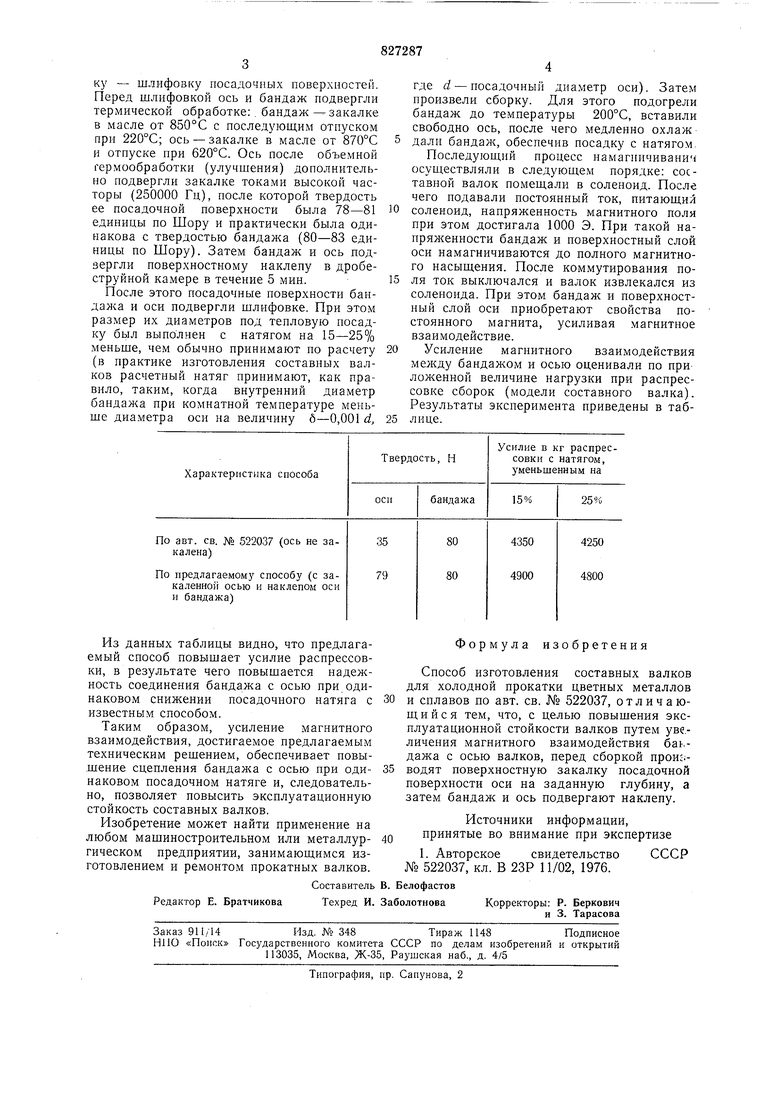
Усиление магнитного взаимодействия между бандажом и осью оценивали но приложенной величине нагрузки при распрессовке сборок (модели составного валка). Результаты эксперимента приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных прокатных валков | 1977 |
|
SU737481A1 |
| Способ изготовления составных прокатных валков | 1986 |
|
SU1388441A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО БАНДАЖИРОВАННОГО ПРОКАТНОГО ВАЛКА | 2010 |
|
RU2429300C1 |
| Способ изготовления составного прокатного валка | 1977 |
|
SU673333A1 |
| Способ ремонта составных рабочих валков универсального балочного стана | 1990 |
|
SU1771914A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2310530C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2402393C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
