Изобретение относится к изготовлению бандажированных валков холодной прокатки.
Цель изобретения - повышение на - дежности сопряжения бандажа и оси за счет равномерного распределения величины натяга по поверхности сопряжени и облегчения разборки валка.
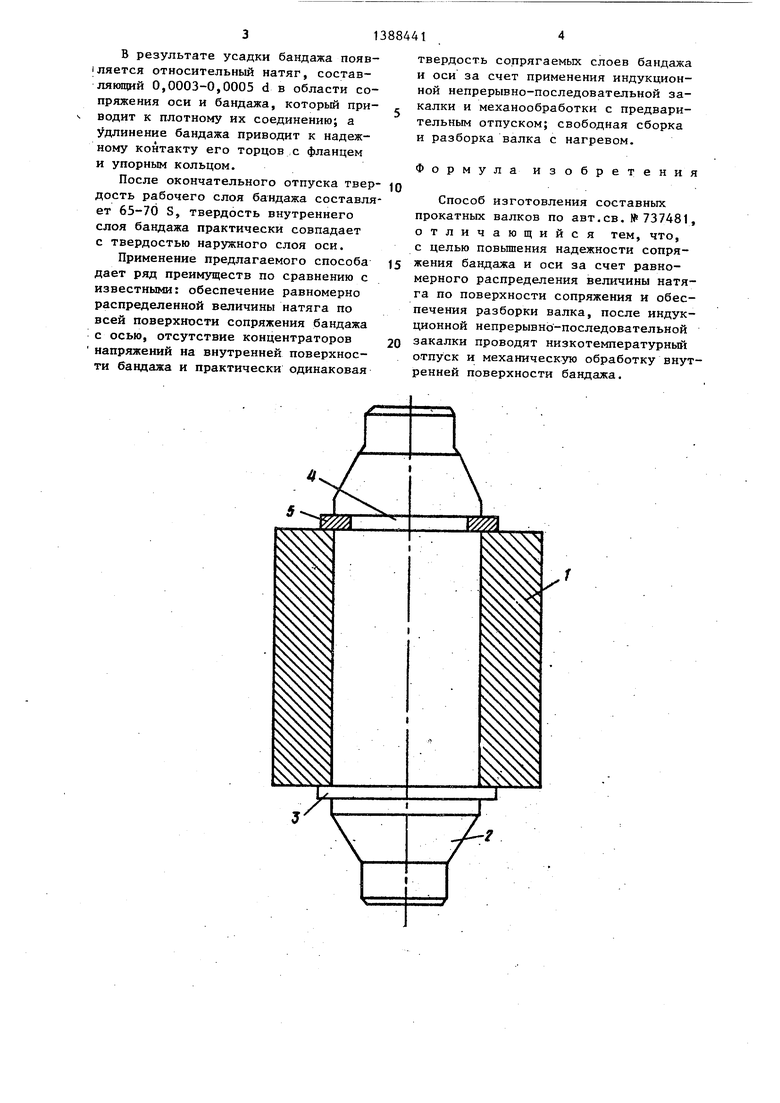
На чертеже изображен составной опорный валок, разрез.
Составной валок содержит гладкий бандаж 1 и ось 2, на которой с одной стороны имеется упорный фланец 3, а с другой стороны - кольцевой паз 4 со вставленным в- него сварным упор- ным кольцом 5. .
Предлагаемый способ обеспечивает получение надежного сопряжения бандажа и оси за счет достаточно равномерно распределенной по всей оси поверхности сопряжения величины натяга при одновременном предохранении бандажа от осевого смещения. При зтом сварное кольцо, изготовленное из мягкой стали, выполняет также функции компенсатора при удлинении бандажа в процессе отпуска после сборки. Важной характеристикой предлагаемого способа является возможность облегченной, разборки с применением нагрева и замены изношенного бандажа,без каких либо повреждений и искривлений
оси а
0
0
5
0
при 300-450 С; осуществляют окончательную механическую обработку.
Пример. Проверка способа- водилась на моделях опорных валков, бандажи которых вьтолнены из стали 9ХФ, а ось - из стали 40ХН. Бандаж - из стали 9ХФ размерами ф 156/115 180 мм после предварительной меха-, нической обработки подвергался индукционной закалке нёпрерьшно-последова- тельным способом и отпуску при 180 С.
Параметры закалки модели бандажа:
Количество злектронагревов
Температура закалки, С
Скорость движения индуктора, мм/мин
Частота тока, Гц
Затем проводилась окончательная механическая обработка внутренней полости бандажа до получения цилиндрической поверхности для сборки валка с зазором, сборка в холодном состоянии, установка и сварка упорного кольца и отпуск валка в сборе при 400 С. Контрольные величины уменьшения внутреннего диаметра на модели бандажа при индукционной закалке и отпусках при 180 и 400 С приведены в таблице.
1 910
19 2500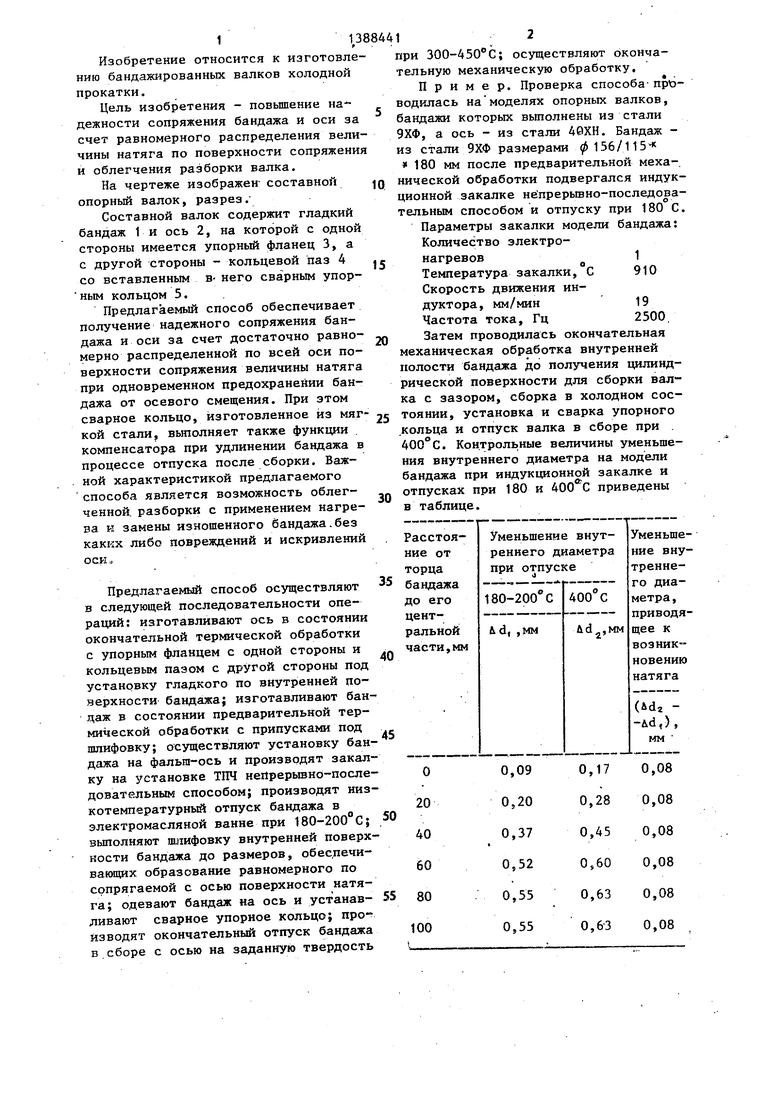
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных прокатных валков | 1977 |
|
SU737481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО БАНДАЖИРОВАННОГО ПРОКАТНОГО ВАЛКА | 2010 |
|
RU2429300C1 |
| Способ ремонта составных рабочих валков универсального балочного стана | 1990 |
|
SU1771914A1 |
| Способ изготовления бандажированных валков холодной прокатки | 1978 |
|
SU768835A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖИРОВАННОГО ИНСТРУМЕНТА, ИМЕЮЩЕГО ФОРМУ ТЕЛА ВРАЩЕНИЯ | 1992 |
|
RU2053090C1 |
| Бандаж прокатного валка | 1979 |
|
SU845902A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО РОЛИКА | 1993 |
|
RU2051188C1 |
| Рабочий валок прокатного стана | 1979 |
|
SU772625A1 |
| Бандажированный прокатный валок | 1977 |
|
SU697212A2 |
Изобретение относится к изготовлению бандажированных валков холодной прокатки. Цель изобретения - повьшение надежности сопряжения бандажа и оси за счет равномерного распределения величины натяга по поверхности сопряжения и облегчение разборки валка. Конкретное осуществление спо- соба проводилось на моделях опорных валков, бандажи которых вьшолнены из стали 9ХФ, а ось - из стали 40ХИ. Бандаж из стали 9ХФ размерами /115-180 мм после предварительной механической обработки подвергался индукционной закалке непрерывно-последовательным способом и отпуску при температуре . Затем проводилась окончательная механическая обработка внутренней полости бандажа до получения цилиндрической поверхности для сборки валка с зазором, сборка в холодном состоянии, установка и сварка упорного кольца и отпуск валка в сборе при температуре 400°С. 1 ил, 1 табл. (О
Предлагаемый способ осуществляют в следующей последовательности операций: изготавливают ось в состоянии окончательной термической обработки с упорным фланцем с одной стороны и кольцевым пазом с другой стороны под установку гладкого по внутренней поверхности бандажа; изготавливают бандаж в состоянии предварительной термической обработки с припусками под шлифовку; осуществляют установку бандажа на фальш-ось и производят закалку на установке ТПЧ непрерьюно-после- довательным способом; производят низкотемпературный отпуск бандажа в электромасляной ванне при 180-200 С; выполняют шшфовку внутренней поверхности бандажа до размеров, обеспечивающих образование равномерного по сопрягаемой с осью поверхности натяга; одевают бандаж на ось и устанав- ливают сварное упорное кольцо; производят окончательный отпуск бандажа в сборе с осью на заданную твердость
В результате усадки бандажа появ- ляется относительный натяг, составляющий 0,0003-0,0005 d в области сопряжения оси и бандажа, который приводит к плотному их соединению; а Удлинение бандажа приводит к надежному контакту его торцов с фланцем и упорным кольцом.
После окончательного отпуска твер- JQ дость рабочего слоя бандажа составляет 65-70 S, твердость внутреннего слоя бандажа практически совпадает с твердостью наружного слоя оси.
Применение предлагаемого способа 15 дает ряд преимуществ по сравнению с известными: обеспечение равномерно распределенной величины натяга по всей поверхности сопряжения бандажа с осью, отсутствие концентраторов 20 напряжений на внутренней поверхности бандажа и практически одинаковая
TT t щ
твердость сопрягаемых слоев бандажа и оси за счет применения индукционной непрерывно-последовательной закалки и механообработки с предварительным отпуском; свободная сборка и разборка валка с нагревом.
Формула изобретения
Способ изготовления составных прокатных валков по авт.св. №737481, отличающийся тем, что, с целью повьшения надежности сопряжения бандажа и оси за счет равномерного распределения величины натяга по поверхности сопряжения и обеспечения разборки валка, после индукционной непрерывно-последовательной закалки проводят низкотемпературный отпуск и механическую обработку внутренней поверхности бандажа.
| Способ изготовления составных прокатных валков | 1977 |
|
SU737481A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
