Предметом изобретения является и)л;п1говый а15томат для свар1( под слоем флюса, в котором механизм подачи проволоки, кассета для проволоки и элементы управ.чения вынесет в отдельный агрегат, а для увеличения сцен.г|еиия колес с опорной поверхностью используется :.аГмити1)1Й и рлесе.
Известные а1Поматы подобного рода jie обеспечивают автоматизации эле1 тродуго15он сварки под слоем флюса в труднодоступных местах ц имеют громоздкую самоходную тележку.
В предлагаемом шланговом автомате эти иедостатки устранены тем, что на самоходной тележке устанавливается только электрододержатель. Для выполнения же криволипейпых угловых швов тележка снабжена шарнирной рамой и тягой с эксцентриковым зажимом, с помон:ью которых она прижимается к свариваемой детали.
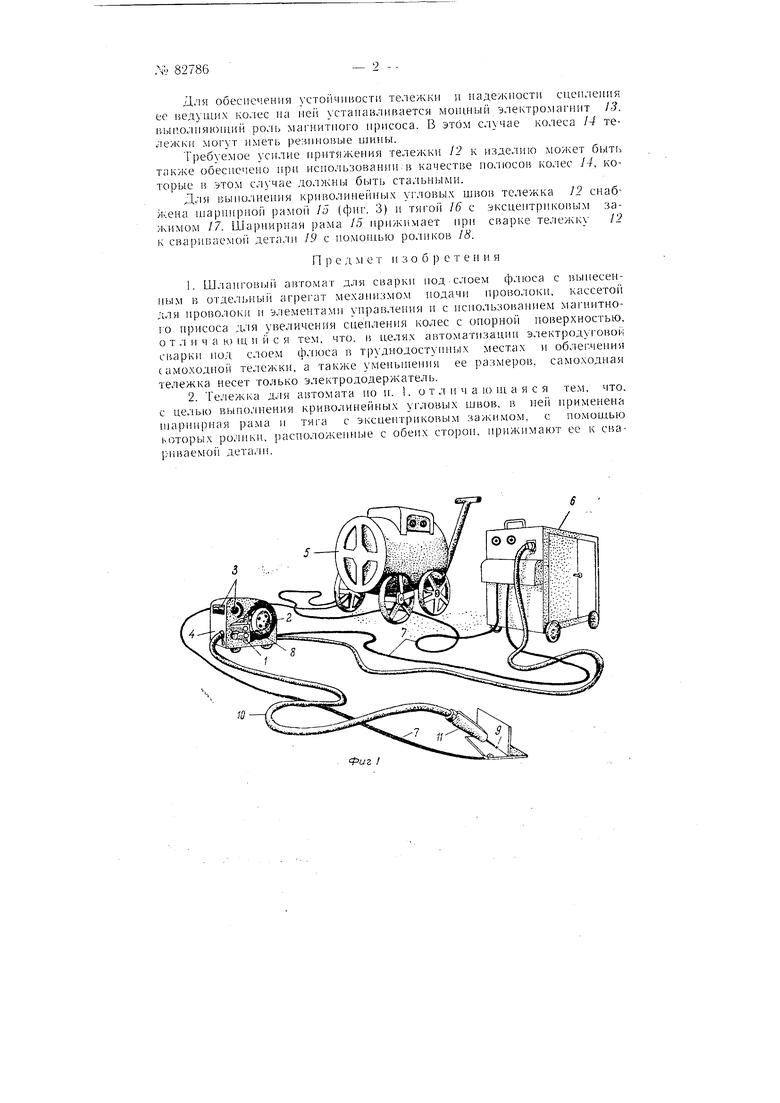
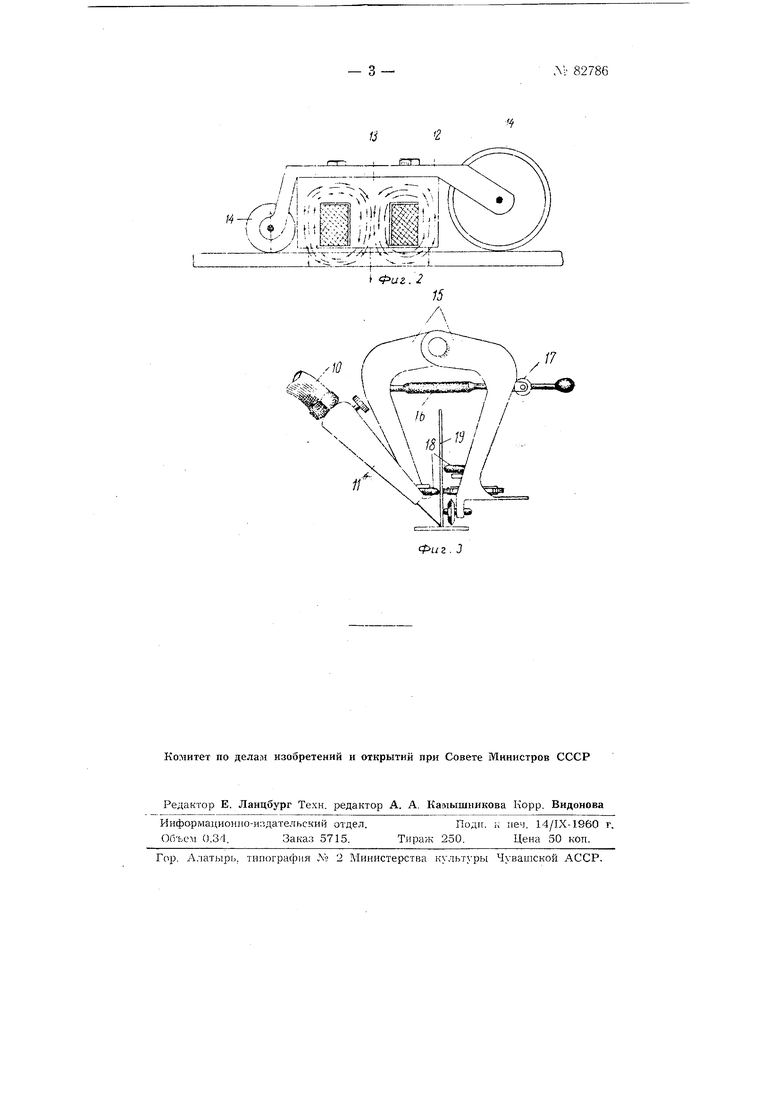
На фиг. 1 изображен предлагаемый аппарат, обший впд; на фиг. 2- эскиз его тележки; па . 3-схема меха1П1зма для выполнения к 5нволпцейных угловых швов.
В предлагаемом автомате (фиг. 1) механизм / подачи проволоки, барабаг 2 с проволокой, измерительная и регулировочная аппаратура 3 объединены в отдельный агрегат 4, который соеднняется с источником сварочпого тока 5 и шкафом 6 с нспомогател1 иой аппаратурой электрическим кабелем 7.
Электродпая (сварочпая) проволока 8 с помопдью механизма / ;одачи, сматываясь с барабана 2, подается в зону сваркп 9 через гиб.-.||й шлапг 10. Последит одним своим концом подключен к агрегату 4, а другим - к токоподводян ему наконечнику //. Для перемен епия э.1ектрода вдо.ль липии шва предусмотрепа небольшая самоходная тележка 12 (фиг. 2), снабженная быстроходным электродвпгателем со встроенным редуктором.
Благодаря тому, что тележка несет па себе только электрододержатсль, дост1Г1ается значительное облегче П1е ее lieca и маневренность.
Для обеспечения устойчивости тележки и наде/киоети сцепления ее ведущих ко.тес на Hcii устанавливается моищый электромагнит 13. 1 Ы1Юлияю1ний роль MaiHHTiioi-o присоса. В этом случае колеса 14 тележки могут иметь ренииовые ип-шы.
Гребуемое усилие притяжения тележки 12 к изделию может бытг также обеспечено ири исиользованни: в качестве иолюсов колес 14, которые в этом случае должны быть стальными.
Д.тя выио.тнения криволинейных угловых швов тележка 12 снабжена шарнирной рамой 15 (фиг. 3) и тягой 16 с эксцеитр11КО1 Ым зажимом 17. Шарнирная рама 15 нрижимает нрн сварке тележку 12 к свариваемо детали 19 с номон ыо роликов 18.
П р е д м е т и з о б р е т е н и я
1.Шлангов1)1Й автомат для сварки иод слоем ф:поса с ньн1есенпым в отдельный агрегат механизмом нодачн нроволокн, кассетой для проволоки и элементами управления и с использованием магнитно о присоса для увеличения ецеплення колес с опорной поверхностью, о т л и ч а К) щ и и с я тем, что. в целях автоматизации электродуговой сварки под слоем флюса в труднодоступных местах н облегчения самоходной тележки, а также уменьшения ее размеров, самоходная тележка несет только электрододержатель.
2.Тележка для автомата но и. 1. отличающаяся тем, что. с целью выполнения криволинейных угловых швов, в ней нрименена н арпирная рама и тя1-а с эксце1ггриковым заж41мом, с помощью которых , неположенные с обенх сторон, прижимают ее к сваpiiBaeMoii детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пневматической подачи флюса | 1949 |
|
SU82896A1 |
| Устройство для сварки под слоем флюса с подачей электродной проволоки в гибком шланге | 1949 |
|
SU81233A1 |
| Сварочный аппарат для автоматической дуговой сварки | 1944 |
|
SU66063A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
Фиг
Т - :г V,
г:-.У ,i-.- . . i-rJ
H-t
; / i ut.,-/ -т- --y:-y- V - -- A
ггтU
Йбз.
Фиг. 2
/7
fpu г. 3
