СВАРОЧНЫЙ АППАРАТ ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ
ОТКРЫТОЙ ДУГОЙ
Заявлено 8 апреля 1944 г. за №№ 418/332421 и 419/332422 | ,п-, :,..: в Народный Комиссариат электропромышленности СССР | r-iV.I.T
Настоящее изобретение касается переносного автомата для сварки под слоем флюса и открытой дугой.
Особенность предлагаемого сварочного аппарата, составляющая сущность изобретения, заключается в том, что для перемещения его вдоль свариваемого щва используется движение электродной проволоки, к которой пружиной прижимается фрикционный ролик. Посредством трения, образующегося между проволокой и роликом, последний приводится во вращательное движение, которое передается на колеса, перемещающие автомат.
Таким образом предлагаемый переносный сварочный автомат представляет собою простое устройство, обеспечивающее все функции, необходимые для сварки, т. е. подачу электродной проволоки, поддержание горения дуги независимо от влия})ия внешних факторов, а также перемещение автомата вдоль щва.
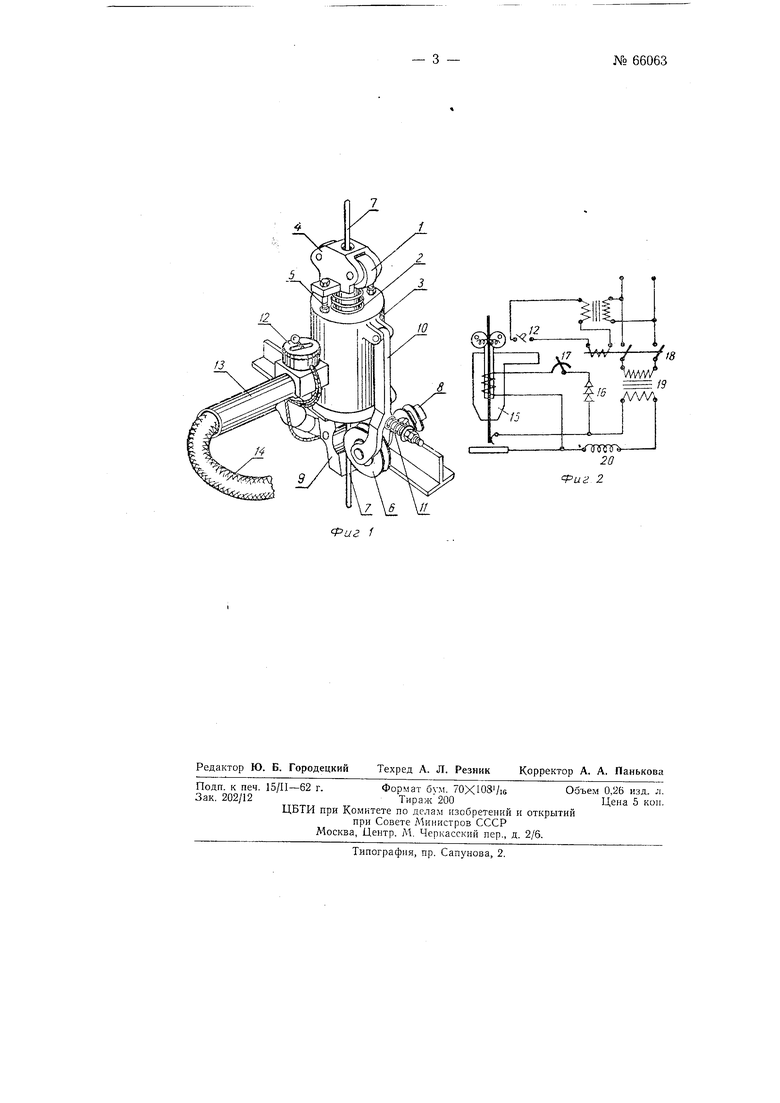
На фиг. 1 изображен предлагаемый сварочный аппарат; на фиг. 2 - электрическая схема аппарата.
В изображенном на фиг. 1 аппарате, вместо обычно имеющегося з сварочных автоматах червячного редуктора, подача электродной проволоки осуществляется парой эксцентриковых роликов /. Ролики 1 приво дятся в поступательно-возвратное движение от вибрационного привода, состоящего из пружины 2 и небольщого электромагнита, вмонтированного в корпус 3 автомата. Эксцентриковые ролики 1 при перемещении вниз подают проволоку и при подаче вверх скользят по ней. Таким образом, проволока имеет прерывистое поступательное движение только в одном направлении и создает как бы пульсирующее горение дуги. Скорость подачи электродной проволоки определяется величиной хода якоря 4, в котором закреплены эксцентриковые ролики 1. Регулировка скорости подачи электродной проволоки, осуществляемая изменением величины амплитуды вибрации якоря, производится винтами 5.
Перемещение автомата вдоль щва осуществляется посредством ролика 6, фрикционно связанного с проволокой 7 и получающего вращение от последней и роликов 8, катящихся по направляющим. Давление
Н. я. Кочановский
, соЕсс; -;
LSl-;i:i
№ 66063- 2 -
между роликом 6 и контактной колодкой 9 осуществляется посредством рычага 10 и пружины 11Пуск и остановка автомата производится кнопкой 12, укрепленной на рукоятке 13. Кабель 14 предназначен для подвода тока к контактной колодке.
Электромагнит 15 (фиг. 2) служит для осуществления вибраций якоря, для уменьшения частоты которых в цепь введены сульфидные выпрямители 16, создающие однополупериодный пульсирующий ток.
Для поддержания во время сварки постоянной, заранее установленной, длины дуги катущка электромагнита вибрационного устройства включена на напряжение дуги. Напряжение на электромагните 15 с помощью реостата 17, включенного последовательно в цепь электромагнитной катушки, устанавливают такого значения, которое соответствует наиболее короткой дуге.
Скорость подачи электродной проволоки 7 дается несколько больще скорости плавления электрода. Кнопка 12 управляет катушкой контактора 18, осуществляющего включение и выключение первичной цепи сварочного трансформатора 19, во вторичную цепь которого последовательно с дугой введен дроссель 20.
Таким образом вибрационному устройству достаточно контролировать только нижний предел, т. е. предотвращать возможность укорочения дуги, заранее установленной с помощью реостата 17. При более кизких напряжениях (короткая дуга) чем то, которое отрегулировано реостатом, вибрационное устройство на доли секунды прекращает подачу проволоки, давая этим возможность дуге удлиняться.
Предмет изобретения
Сварочный аппарат для авто матической сварки открытой дугой или под слоем флюса, отличающийся тем, что механизм перемещения аппарата вдоль свариваемого шва получает движение от фрикционного ролика, прижимаемого пружиной к электродной проволоке так, чтобы перемещение аппарата осуществлялось от проволоки при ее подаче.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59193A1 |
| Шланговый автомат для сварки под слоем флюса | 1949 |
|
SU82786A1 |
| Способ пневматической подачи флюса | 1949 |
|
SU82896A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Способ сварки кольцевых швов, например, стыков труб | 1958 |
|
SU122560A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ дуговой электрической сварки | 1940 |
|
SU63293A1 |
| Автомат для дуговой сварки | 1959 |
|
SU131009A1 |
| Сварочная головка | 1987 |
|
SU1530388A1 |