1
Данное изобретение относится к управлению процессами дуговой сварки постоянным током.
Известен блок горения дуги, регистрирующий протекание тока в силовой сварочной цепи 1.
Однако данное устройство имеет наперед заданную погрешность измерения, обусловленную малой величиной входного сигнала с датчика тока. Так, например, в устройствах имеющих нижний предел чувствительности ивх„;,ЗмВ при. номинальной величине сигнала U - с номинальной нагрузкой наперед заданная ошибка составит S - г-хШО /о 4%.
Известен датчик горения дуги, содержащий источник тока, пороговый элемент и диод. Для того, чтобы известное устройство работало как датчик обрывов дуги, необходимо иметь ЭДС источника тока на 10-15% больше по сравнению с напряжением холостого хода источника питания дуги 2.
Недостатком известного датчика является то, что он не применим при сварке с использованием в качестве источника питания дуги генераторов постоянного тока. В таком случае цепь источника тока датчика
обрывов дуги постоянно замкнута через обмотку генератора. Кроме того, у известного датчика уровень входного сигнала порогового элемента зависит от напряжения на дуге, что отрицательно сказывается на точности индикации обрывов дуги.
Цель изобретения - повышение точности индикации стадии обрывов дуги и расширение области применения датчика.
Поставленная цель достигается тем, что источник тока датчика и пороговый элемент
включены последовательно, образуя цепь подключенную параллельно диоду, включенному согласно последовательно с источником питания сварочной дуги.
При использовании в качестве источников питания дуги однопостовых выпрямительных установок можно не применять дополнительный силовой диод, а использовать вместо него диоды силового выпрямительного моста, т.е. включить источник тока датчика с пороговым элементом согласно
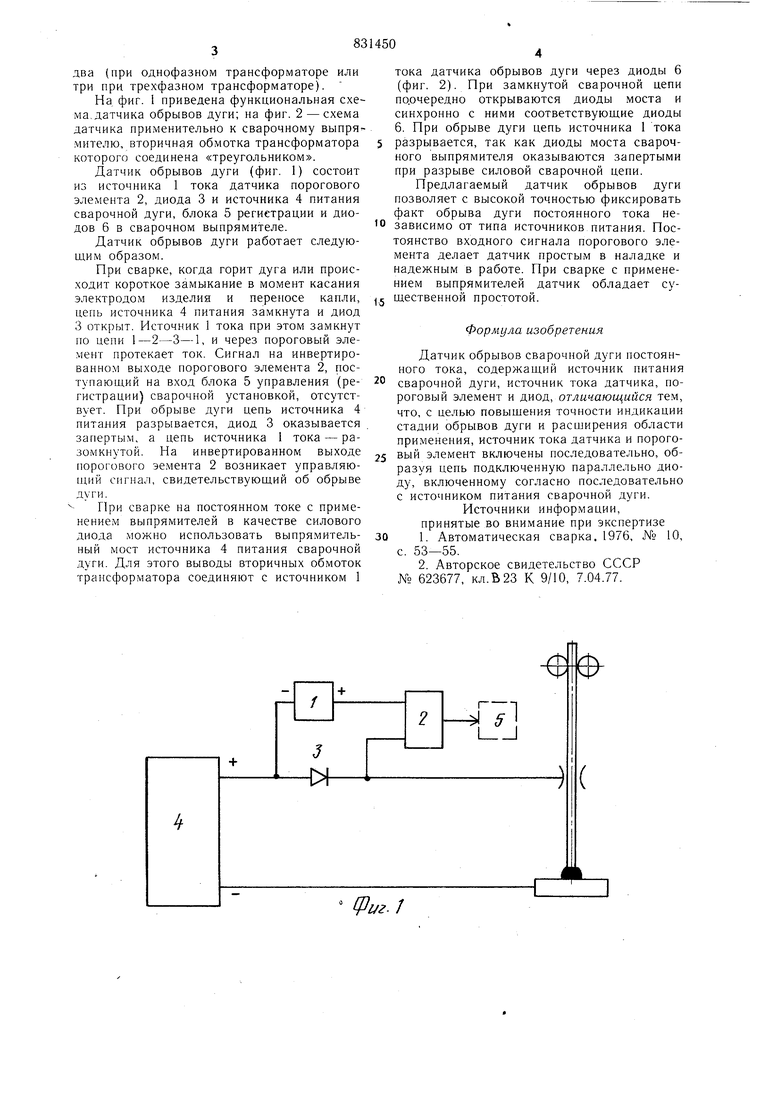
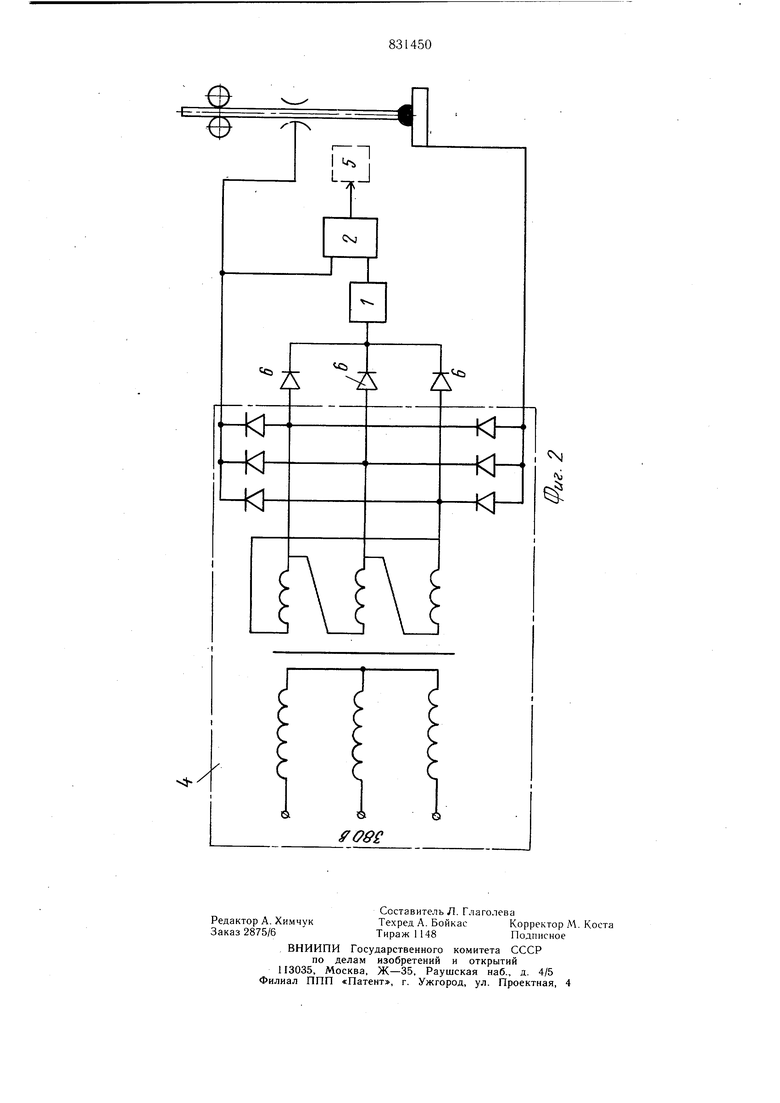
Q параллельно выпрямительному мосту через диоды, подключенные к выводам вторичных обмоток трансформатора сварочного выпрямителя. В зависимости от схемы источника питания дуги таких диодов может быть два (при однофазном трансформаторе или три при трехфазном трансформаторе). На фиг. 1 приведена функциональная схема,датчика обрывов дуги; на фиг. 2 - схема датчика применительно к сварочному выпрямителю, вторичная обмотка трансформатора которого соединена «треугольником. Датчик обрывов дуги (фиг. 1) состоит из источника 1 тока датчика порогового элемента 2, диода 3 и источника 4 питания сварочной дуги, блока 5 регистрации и диодов 6 в сварочном выпрямителе. Датчик обрывов дуги работает следующим образом. При сварке, когда горит дуга или происходит короткое замыкание в момент касания электродом изделия и переносе капли, цепь источника 4 питания замкнута и диод 3 открыт. Источник 1 тока при этом замкнут по цепи 1-2-3-1, и через пороговый элемент протекает ток. Сигнал на инвертированном выходе порогового элемента 2, поступающий на вход блока 5 управления (регистрации) сварочной установкой, отсутствует. При обрыве ауги цепь источника 4 питания разрывается, диод 3 оказывается запертым, а цепь источника 1 тока - разомкнутой. На инвертированном выходе порогового эемента 2 возникает управляющий сигнал, свидетельствующий об обрыве дуги. При сварке на постоянном токе с применением выпрямителей в качестве силового диода можно использовать выпрямительный мост источника 4 питания сварочной дуги. Для этого выводы вторичных обмоток трансформатора соединяют с источником 1 тока датчика обрывов дуги через диоды 6 (фиг. 2). При замкнутой сварочной цепи поочередно открываются диоды моста и синхронно с ними соответствующие диоды 6. При обрыве дуги цепь источника 1 тока разрывается, так как диоды моста сварочного выпрямителя оказываются запертыми при разрыве силовой сварочной цепи. Предлагаемый датчик обрывов дуги позволяет с высокой точностью фиксировать факт обрыва дуги постоянного тока независимо от типа источников питания. Постоянство входного сигнала порогового элемента делает датчик простым в наладке и надежным в работе. При сварке с применением выпрямителей датчик обладает существенной простотой Формула изобретения Датчик обрывов сварочной дуги постоянного тока, содержащий источник питания сварочной дуги, источник тока датчика, пороговый элемент и диод, отличающийся тем, что, с целью повышения точности индикации стадии обрывов дуги и расширения области применения, источник тока датчика и пороговый элемент включены последовательно, образуя цепь подключенную параллельно диоду, включенному согласно последовательно с источником питания сварочной дуги. Источники информации, принятые во внимание при экспертизе 1.Автоматическая сварка. 1976, № 10, с. 53-55. 2.Авторское свидетельство СССР № 623677, кл.Ь23 К 9/10, 7.04.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессомдугОВОй СВАРКи | 1979 |
|
SU841839A1 |
| Датчик горения дуги постоянного тока | 1977 |
|
SU623677A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ДАТЧИК ТОКА СВАРКИ | 2003 |
|
RU2252118C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU569412A1 |
| Устройство для автоматического управления процессом сварки | 1977 |
|
SU738798A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
1/г./
