Изобретение относится к сварочной технике, в частности к устройствам автоматического управления процессами дуговой сварки, а именно к датчикам тока сварки, и может быть использовано в машиностроении при сварке в среде защитных газов.
Как известно, сварочные источники тока характеризуются большим диапазоном рабочих токов сварки - от единиц А до нескольких сотен А.
Например, сопротивление дугового промежутка для режима сварки ТИГ может быть представлено в виде:
Rдп=10,04 Ом при Iд=0
Rдп=(10+0,04 Iд)/Iд, при Iд>0
Таким образом, сопротивление дугового промежутка при наличии дуги равно:
Rдп=10,04 Ом, при Iд=1 А;
Rдп=1,04 Ом, при Iд=10 А;
Rдп=0,14 Ом, при Iд=100 А.
Широко известны способы и устройства для измерения (контроля) тока сварки, основанные на включении последовательно в сварочную цепь шунта, падение напряжения с которого подается затем в измерительную (контролирующую, фиксирующую) цепь, содержащую электронные компоненты (см., например, 1. “Способ автоматического управления мощностью электрической сварочной дуги”, а.с. СССР № 1184629, МПК - 4 В 23 К 9/10, БИ-38-85 г.; 2. “Устройство для электродуговой сварки”, а.с. СССР № 791484, МПК - 3 В 23 К 9/06, БИ-48-80 г.).
Ток, проходящий в сварочной цепи, непосредственно измеряется шунтом, падение напряжения на котором усиливается известными средствами, например операционным усилителем, на выходе которого будет логическая “1” при токе дуги больше порогового значения тока или логический “0” при токе дуги меньше порогового значения тока.
При этом, ввиду большого динамического диапазона сварочных токов - от единиц А до нескольких сотен А, падение напряжения на шунте также имеет большой диапазон, что требует установки дополнительных электронных компонентов, значительно усложняющих схему, что уменьшает надежность ее работы.
Кроме того, следует учитывать, что источник сварочного тока при сварке неплавящимся электродом в среде защитных газов включает последовательно включенные блоки: источник типа ВД-306 ДК, блок управления сварочным процессом типа БУСП-ТИГ, осциллятор типа ВСД-02, которые при своей работе вносят дополнительные импульсные помехи в сварочную цепь в виде высоковольтных и высокочастотных импульсов напряжения.
Все это накладывает дополнительные требования к схемотехнике датчиков тока, измерительная цепь которых выполнена с шунтом, включенным последовательно в цепь сварочного тока.
При этом требуется учитывать большой уровень высокочастотных и высоковольтных помех, большой диапазон сварочных токов и необходимость гальванической развязки силовой и измерительной цепей.
Известно устройство для измерения времени горения дуги на контактах (А.с. СССР № 1074676, МПК-3 В 23 К 9/10, БИ-7-84 г.), содержащее два пороговых элемента, своими входами связанных с контактами, и измеритель длительности импульсов, при этом оно дополнительно снабжено формирователем импульса и RS-триггером, причем S-вход триггера связан с выходом первого порогового элемента, R-вход триггера связан через формирователь импульса с выходом второго порогового элемента, а прямой выход триггера связан с измерителем длительности импульсов.
Недостатком известного устройства является его сложность, а следовательно невысокая надежность его работы. Эти причины препятствуют достижению указанного ниже технического результата при использовании известного устройства.
Известен “Датчик обрывов сварочной дуги постоянного тока” (А.с. СССР № 831450, МПК-3 В 23 К 9/10, БИ-19-81 г.), содержащий источник питания сварочной дуги, источник тока датчика, пороговый элемент и диод, при этом источник тока датчика и пороговый элемент включены последовательно.
Недостатком известного устройства является его сложность, а следовательно, невысокая надежность его работы. Эти причины препятствуют достижению указанного ниже технического результата при использовании известного устройства.
Наиболее близким по технической сущности и достигаемому результату и выбранным в качестве прототипа является устройство для измерения шлаковой проводимости при дуговой сварке под флюсом (А.с. СССР № 837657, МПК - 3 В 23 К 9/10, БИ-22-81 г.), содержащее последовательно включенные в сварочную цепь источник питания и контактор, подключенные параллельно дуговому промежутку, и зондирующую цепь с дополнительным источников питания, подключенную также параллельно дуговому промежутку, при этом в каждую из цепей введены диоды, а в сварочную цепь введен дополнительный контактор, подключенный параллельно дуговому промежутку, через один из диодов, при этом диоды включены встречно друг другу.
Недостатком прототипа является то, что измерение шлаковой проводимости выполняют при выключенной сварочной дуге, что не позволяет выполнить задачу, поставленную в настоящем изобретении. Эти причины препятствуют достижению указанного ниже технического результата при использовании прототипа.
Кроме того, терминологию прототипа - зондирующая цепь - целесообразно заменить в описании заявляемого технического решения на измерительная цепь.
Задачей изобретения является создание датчика сварочного тока с достижением технического результата - упрощения устройства и повышения надежности его работы.
Поставленная задача выполняется тем, что в датчике тока сварки, содержащем последовательно включенные в сварочную цепь источник питания сварочного тока и дуговой промежуток, параллельно которому подключена измерительная цепь с дополнительным источником питания, включенным встречно источнику питания сварочного тока, измерительная цепь содержит токоограничивающий резистор и регистрирующий элемент, которые включены последовательно с дополнительным источником питания, кроме того, регистрирующий элемент выполнен в виде электромагнитного реле или в виде оптопары, излучающий элемент которой включен в измерительную цепь в проводящем направлении, а точками подключения измерительной цепи являются любые участки сварочной цепи после источника питания сварочного тока, при этом дополнительный источник питания выполнен в виде маломощного выпрямителя или в виде гальванического элемента.
Существенными признаками заявляемого технического решения, совпадающими с прототипом, являются:
- последовательно включенные в сварочную цепь источник питания сварочного тока и дуговой промежуток;
- параллельно дуговому промежутку подключена измерительная цепь;
- измерительная цепь содержит дополнительный источник питания;
- дополнительный источник питания включен встречно источнику питания сварочного тока.
Отличительными от прототипа существенными признаками заявляемого технического решения являются:
- измерительная цепь содержит токоограничивающий резистор и регистрирующий элемент;
- токоограничивающий резистор и регистрирующий элемент включены в измерительную цепь последовательно с дополнительным источником питания.
Частными существенными признаками заявляемого технического решения, совпадающими с прототипом, являются:
- регистрирующий элемент выполнен в виде электромагнитного реле;
- регистрирующий элемент выполнен в виде оптопары, излучающий элемент которой включен в измерительную цепь в проводящем направлении;
- точками подключения измерительной цепи являются любые участки сварочной цепи после источника питания сварочного тока;
- дополнительный источник питания выполнен в виде маломощного выпрямителя;
- дополнительный источник питания выполнен в виде гальванического элемента.
Между отличительными существенными признаками заявляемого технического решения и достигаемым техническим результатом существует следующая причинно-следственная связь.
Действительно, измерительная цепь заявляемого технического решения содержит всего три компонента - токоограничивающий резистор, регистрирующий элемент и дополнительный источник питания, что упрощает заявляемое устройство по сравнению с прототипом, у которого для нормальной работы зондирующей цепи необходима диодная развязка сварочной и зондирующей цепи, причем диод сварочной цепи представляет собой набор параллельно соединенных между собой вентилей типа ВК-200, обеспечивающий пропускание сварочного тока в прямом направлении сварочного тока необходимой величины (цитата из прототипа).
Наличие всего трех компонентов измерительной цепи значительно повышает надежность работы заявляемого устройства.
Кроме того, возможность конструктивного подключения измерительной цепи заявляемого устройства в любом удобном месте сварочной цепи между источником питания сварочного тока и дуговым промежутком также значительно повышает надежность заявляемого устройства, т.к. снимаются ограничения на подключение измерительной цепи непосредственно к дуговому промежутку, т.е. к месту, где условия работы заявляемого устройства были бы значительно хуже ввиду наличия в этом месте различных вредных факторов - таких как, высокая температура, брызги расплавленного металла, ограниченное свободное пространство и ряд других.
Поэтому возможность подключения измерительной цепи к любому месту сварочной цепи позволяет расположить заявляемое устройство как внутри корпуса источника питания, так и в дополнительных блоках, обеспечивающих сварочный процесс, а небольшие габариты токоограничивающего резистора, регистрирующего элемента и дополнительного источника питания позволяют без затруднений встраивать заявляемый датчик тока сварки не только в новые, но и в уже эксплуатируемые источники питания.
Следует также учитывать, что варианты выполнения токоограничивающего резистора, регистрирующего элемента и дополнительного источника питания в виде простых, стандартных электронных компонентов - резистора, электромагнитного реле, оптопары, маломощного источника питания - также значительно повышают надежность работы заявляемого датчика тока сварки по сравнению с прототипом, где в качестве регистрирующего элемента используется осциллограмма процесса, что требует наличия достаточно сложной аппаратуры.
Достижение указанного выше технического результата возможно только при наличии совокупности всех существенных признаков, изложенных в формуле изобретения, при отсутствии любого из них технический результат не может быть достигнут.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, с выявлением источников, содержащих информацию об аналогах заявляемого технического решения, позволяет установить, что заявителем не выявлено аналога, который характеризуется всей совокупностью признаков, идентичных всем существенным признакам заявляемого изобретения.
Выделение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков, позволяет выявить совокупность существенных по отношению к техническому результату, указанному заявителем, отличительных признаков в заявляемом датчике сварочного тока, изложенных в формуле изобретения.
Поэтому можно утверждать, что заявляемое изобретение отвечает условию охраноспособности по критерию “новизна”.
Для специалиста совокупность отличительных признаков заявляемого технического решения не следует явным образом из уровня техники, поэтому можно сделать вывод, что заявляемое изобретение отвечает условию охраноспособности по критерию “изобретательский уровень”.
Таким образом, можно сделать вывод, что задача, поставленная в настоящем изобретении - создание датчика сварочного тока - решена с достижением технического результата - упрощения устройства и повышения надежности его работы.
Изобретение иллюстрировано чертежами.
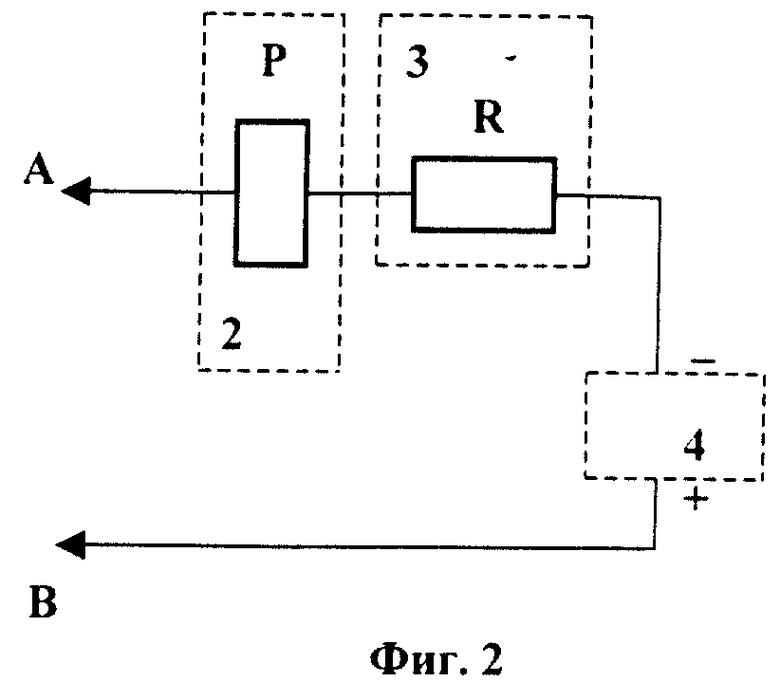
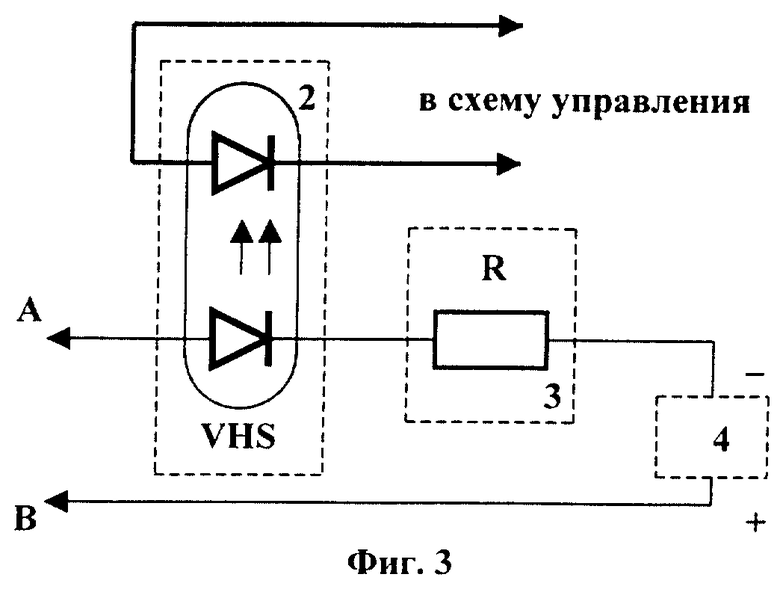
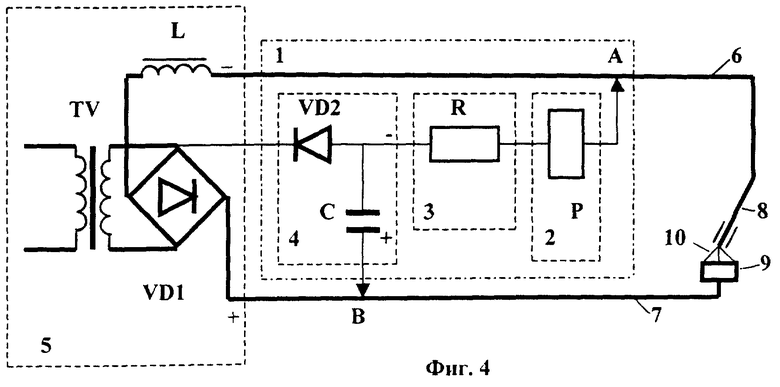
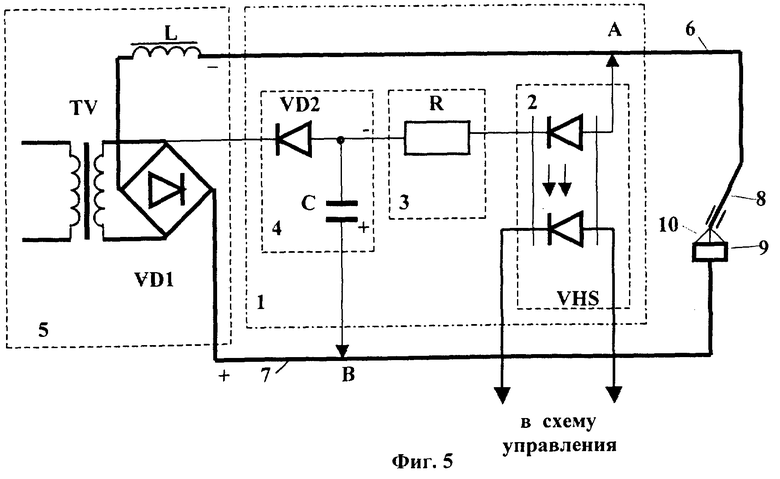
На фиг.1 изображена принципиальная структурная схема заявляемого устройства; на фиг.2 показана принципиальная электрическая схема измерительной цепи, выполненная в виде реле, резистора и дополнительного источника питания; на фиг.3 - то же, но измерительная цепь выполнена в виде оптопары, резистора и дополнительного источника питания; на фиг.4 показана принципиальная электрическая схема измерительной цепи, выполненная в виде реле, резистора и дополнительного источника питания, выполненного в виде маломощного источника питания; на фиг.5 - то же, но регистрирующий элемент выполнен в виде оптопары.
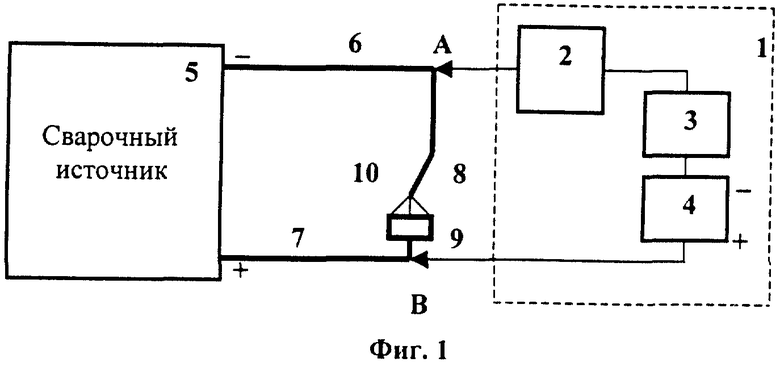
Датчик тока сварки 1 состоит из последовательно включенных регистрирующего элемента 2, токоограничивающего резистора 3 и дополнительного источника питания 4.
Сварочный источник питания 5 через отрицательную шину питания 6 и положительную шину питания 7 подключен к сварочному электроду 8 и свариваемому изделию 9, которые при сварке замыкаются через дуговой промежуток 10.
Сварочный источник 5, показанный на фиг.4 и 5, условно содержит силовой сварочный трансформатор TV, выпрямительный диодный мост VD1 и сглаживающий дроссель L.
Датчик тока сварки 1 к сварочному источнику питания 5 подключен параллельно дуговому промежутку 10.
На фиг.1 условно показаны точки А и В подключения датчика сварочного тока 1 к сварочному источнику питания 5, которые в действительности могут находиться в любом месте сварочной цепи 6 и 7, в т.ч. и в корпусе сварочного источника питания 5.
Дополнительный источник питания 4 включен встречно полярности сварочной цепи 6 и 7.
Регистрирующий элемент 2 может быть выполнен в виде электромагнитного реле Р (см. фиг.2 и 4) или в виде оптопары VHS (см. фиг.3 и 5), излучающий элемент которой - светодиод - включен в измерительную цепь в проводящем направлении.
Токоограничивающий резистор R-3 выполнен в виде стандартного резистора, номинальное сопротивление и мощность которого выбраны в зависимости от параметров измерительной цепи и элементов, входящих в нее.
Дополнительный источник питания может быть выполнен в виде отдельного маломощного источника питания, подключенного к датчику сварочного тока (см. фиг.2 и 3), или встроенного маломощного источника питания, реализованного, например, на элементах диода VD2 и конденсаторе С (см. фиг.4 и 3).
Датчик сварочного тока работает следующим образом.
При включении сварочного источника тока 5 появляется напряжение на шинах питания сварочной цепи 6 и 7, однако датчик сварочного тока 1 выключен, т.к. нет замкнутой цепи для прохождения тока от плюса дополнительного источника питания 4 к его минусу через дуговой промежуток 10.
В процессе сварки между сварочным электродом 8 и свариваемым изделием 9 возникает проводящий дуговой промежуток 10, который замыкает шины 6 и 7 сварочной цепи сварочного источника питания 5.
При этом также замыкается через проводящий дуговой промежуток 10 цепь для прохождения тока от плюса дополнительного источника питания 4 к его минусу.
В результате прохождения тока дополнительного источника питания 4 по измерительной цепи через регистрирующий элемент 2 и ограничивающий элемент 3 включается регистрирующий элемент 2, который выдает сигнал протекания сварочного тока в схему управления.
Варианты выполнения регистрирующего элемента 2 в виде миниатюрного электромагнитного реле Р или оптопары VHS, а также дополнительного источника питания в виде маломощного выпрямителя позволяют минимизировать габариты заявляемого устройства и встраивать его без проблем в любом необходимом и удобном месте как в новых, так и в уже эксплуатируемых сварочных аппаратах.
Пример конкретного практического выполнения заявляемого датчика сварочного тока.
Заявляемый датчик 1 установлен в возбудителе сварочной дуги ВСД-02, серийно выпускаемом Симферопольским электромеханическим заводом “СЭЛМА”.
Регистрирующий элемент 2 выполнен в виде электромагнитного реле RM96-1011-25-1024 фирмы “Relpol”, токоограничивающий резистор R выполнен в виде резистора типа МЛТ-2 сопротивлением 2,2 кОм, дополнительный источник питания выполнен в виде встроенного маломощного выпрямителя, состоящего из выпрямительного диодного моста типа 1N4 007, переменное напряжение 56 В на который подается от дополнительной обмотки трансформатора, двух электролитических конденсаторов типа К-50-6 емкостью 100 мкФ, напряжением 250 В, подключенных к плюсу и минусу диодного выпрямителя, параллельно конденсаторам подключен разрядный резистор типа МЛТ-0,5 сопротивлением 300 кОм.
При возникновении дуги дуговой промежуток становится проводящим и ток от дополнительного источника питания начинает протекать через обмотку электромагнитного реле регистрирующего элемента 2.
Электромагнитное реле срабатывает и своими контактами разрывает цепь питания осциллятора, который прекращает работу и не оказывает дополнительных возмущений на горящую дугу.
Если дуга гаснет, то разрывается цепь питания электромагнитного реле регистрирующего элемента 2, контакты реле замыкаются, включается осциллятор, появляется высокое напряжение, которое инициирует пробой дугового промежутка и развитие дуги и т.д.
Таким образом, на основании вышеизложенного, можно сделать вывод, что задача, поставленная в настоящем изобретении - создание датчика сварочного тока - решена с достижением технического результата - упрощения устройства и повышения надежности его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ И ПИТАНИЯ МАЛОМОЩНОЙ ДУГИ | 1971 |
|
SU427805A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Ограничитель напряжения холостого хода источников сварочного тока | 1983 |
|
SU1174204A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ питания сварочной дуги и устройство для его осуществления | 1983 |
|
SU1225733A1 |
| МАЛОГАБАРИТНЫЙ ЭЛЕКТРОСВАРОЧНЫЙ АППАРАТ | 1997 |
|
RU2114725C1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
Изобретение относится к сварочной технике, в частности к датчикам тока сварки, и может быть использовано в машиностроении при сварке в среде защитных газов. Датчик тока состоит из последовательно включенных регистрирующего элемента токоограничивающего резистора и дополнительного источника питания. Сварочный источник питания через отрицательную шину питания и положительную шину питания подключен к сварочному электроду и свариваемому изделию, которые при сварке замыкаются через дуговой промежуток. Регистрирующий элемент может быть выполнен в виде электромагнитного реле Р или в виде оптопары VHS, излучающий элемент которой - светодиод включен в измерительную цепь в проводящем направлении. Датчик тока при простоте конструкции обеспечивает надежность работы. 5 з.п. ф-лы, 5 ил.
| Устройство для измерения токов в отдельных дугах трехфазной электрической дуги | 1952 |
|
SU95234A1 |
| Устройство для измерения шлаковойпРОВОдиМОСТи пРи дугОВОй СВАРКЕпОд флюСОМ | 1978 |
|
SU837657A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| Датчик горения дуги постоянного тока | 1977 |
|
SU623677A1 |
| Датчик обрывов сварочной дугипОСТОяННОгО TOKA | 1977 |
|
SU831450A1 |
| Устройство для отсчета времени про-ТЕКАНия СВАРОчНОгО TOKA | 1979 |
|
SU846156A1 |
| ЛЕСКОВ Г.И | |||
| Электрическая сварочная дуга | |||
| - М.: Машиностроение, 1970, с.218. | |||

