Изобретение относится к дуговой сварке , плавящимся электродом, преимущественно механизированной, устройствам автоматического .управления процессом сварки. Известно JCTpoAcTBO для автоматического управления процессом сварки, содержащее регулятор сварочного тока, блок задания мощности, датчик скорости подачи электрода, элемент сравнения 1. Однако в зтом устройстве при сварке плавящимся электродом стабильное течение процесса начинается, как правило, после несколькгос обрьтов дуги, что приводит к снижению качества начальных участков сварных швов и потери производительности сварки, особенно заметной при наложении швов малой длины. Кроме того, нестабильность времени (непостоянный интеграл времени) установления процесс усложняет задачу введения автоматики в управление технологическим циклом дуговой сварки плавящимся электродом. Целью изобретения является повьщюние на дежности работы путем сокращения длительно ти установления процесса дуговой сварки. Поставленная цель достигается тем, что устройство снабжено датчиком коротких замьпсаний сварочной цепи, датчиком мощности, выделяющейся на конце электрода в момент коротких замьпсаний блоком контроля режима сварки с датчиком режима, датчиком обрыва дуги, а также первым и вторым автоматическими переключателями, линией задержки, элементом логического умножения и триггером. При зтом первый переключатель соединен с блоком контроля режима сварки и датчиком скорости подачи электрода через блок задания мощности, сигнал с которого пропорционален объему металла,поступающего в зону горения дуги за единицу времени. Второй переключатель соединен с датчиком контроля режима сварки и датчиком мощности, а триггер вьшолнен с двумя входами, один из которых подключен к выходу датчика коротких замьпсаний сварочной цепи, а другой - к выходу элемента логического змноження, который подключен к выхрду датчика коротких замьпсаний и к выходу датчика обрыва дуга через линию задержкиВыход триггера соединен с управляющими
Ждата айтоматйческйх переключателей, выоды которых подключены к элементу qjasHeия, в свою очередь, подключенному к регу- . :рУ СмрОчнОго тока.
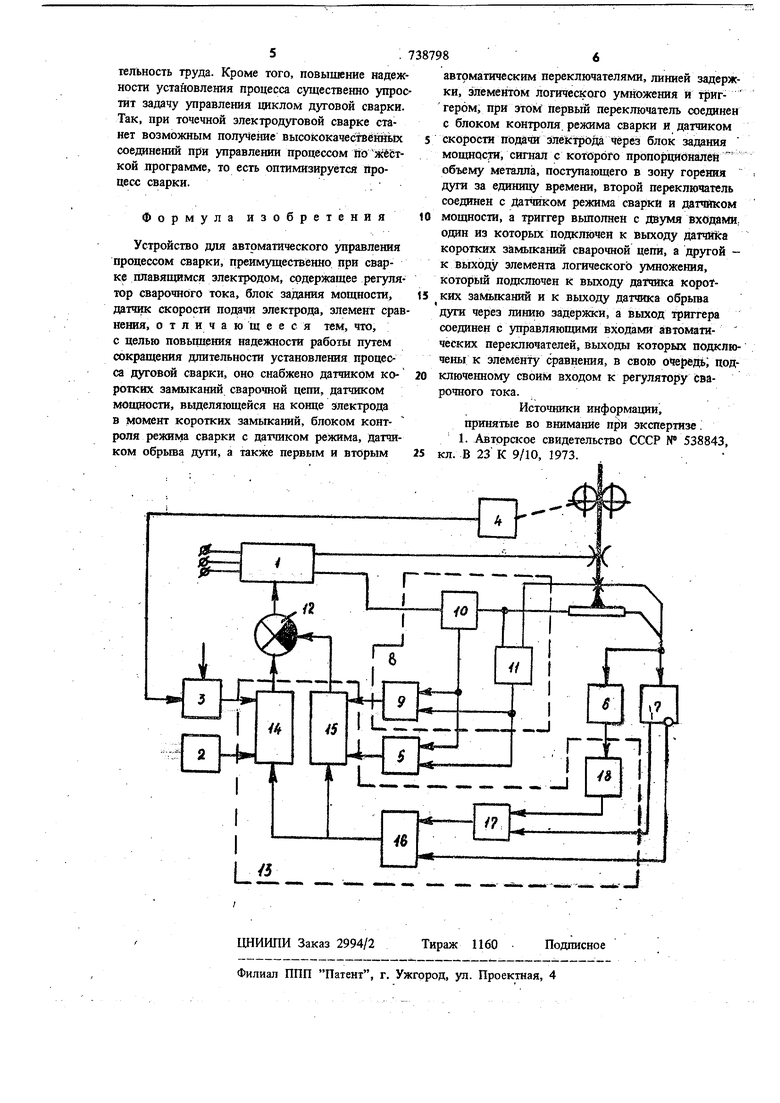
На чертеже представлена блок-схема устрой- j ства. ;.,
Устройство содержит универсальный регулятор 1 сварочного тока, блок 2 контроля режима сварки и блок 3 заййййя fkitfilSHSeTif, ЩтЧики 4 скорости подачи электрода, датчики 5 ре- Ю жима сварки, датчик 6 обрьшов дуги, датчик 7 коротких замыканий и датчик 8 мощности, вьщелягощейся на конце электрода в момент коротких замыканий сварочной цбпи, вьшолненньш в виде элемента 9 умножения сигналов 15 датчиков сварочного тока 10 и напряжения 11, а также элемент 12 сравнения и цепь 13 согласования режима работы источника питания с ходом процесса сварки, содержащую первый автоматический переключатель 14, соединеннЬш с 20 блоком 2 контроля режима сварки и датчиком 4 скорости подачи электрода через блок 3 контролн мощности, сигнал которого пропорционален объему электрода, поступающего в зону горения дуги за единицу времени, второй автоматический 25 переключатель 15,соединенный с датчиками 5 и 8 i режима сварки и мощности, и триггер 16, один вход которого подключен it инвертированному выходу датчика 7 коротких замьпсаний, а другой вход - к выходу элемента 17 логического умно-30 жеадя, подключенному к выходу датчика 7 коротких замьжаний и через линию 18 задержки . к выходу датчика б обрьгаов дуги. Выход триггера 16 соединен с управляющими входами автоматических переключателей 14 и 15, которые 35 своиг-ш выходами подключены к элементу 12 сравнения. Выход элемента 12 сравнения соединен с регулятором 1 тока.
Устройство работает следующим обра:зЬм. Предварительно блоком 2 контроля режима сварки и мощности устанавливают оптимальную величину мощности, выделяющейся на конце электрода в момент короткого замыкания сварочной цепи, и режим сварки, обеспечивающий требуемые параметры сварочного шва. После этого подают напряжение и включают подачу электрода к изделию. При касания электродом изделия на оба входа элемента 17 логичесжого умножеш1я поступают сигналы. Первый выраба- JQ тывается линией 18 задержки с датчика 6 обрывов дуги, поскольку до момента касания электродом изделия дуга не горела, а второй - датчиком 7 коротких замыкашй. Как только оба .сигнала поступят на входы элемента 17 логического умножения, на его выходе появится сгинал, переключающий триггер 16 и автоматические переключатели 34 и 15 на режим работа источника питания при установлении про- ,
цесса дуговой сварки. При этом переключатели 14 и 15 подключают блок 3 задания мощности и датчик 8 мощности к элементу 12 сравнения, сигнал рассогласования которого пЕоступает на вход регулятора 1 тока, стабилизируя выделение тепловой мощности, приходящейся на единицу объема электрода, поступающего в зону горения дуги за единицу времени при коротком замыкании сварочной цепи
Стабилизацию тепловой мощности осуществляют сравнением сигнала датчика 8 мощности пропорционального величине электрической мощности, вьщеляющейся на конце электрода, с сигналом блока 3 задания мощности. Величина этого сигнала определяется скоростью подачи электрода и постоянным коэффициентом, пропорциональным квадрату его диаметра.
Оптимальную величину мощности пОддерживают постоянной до тех пор, пока не образуется дзта после отгорания части вылета электрода, разогретого током короткого замыкания. Информация о появлении дуги поступает с ,инвертированного выхода датчика 7 коротких замыканий на вход триггера 16, которьш пе реключаясь, соединяет с помощью автоматических переключателей 14 и 15 блок 2 контроля режима сварки и датчик 5 режима сварки с элементом 12 сравнения, переводя источник пихания на работу при стабильном ходе сварочного процесса. При этом сигнал рассогласования элемента 12 сравнения обеспечивает наперед Заданный режим сварки.
В случае, если стабильньш ход процесса идет с короткими замьпсаниями при переходе капли с электрода на изделие, то -сигнал с датчика 7 коротких замыканий поступае только на один вход элемента 17 логического умножения, не переключая триггер 16 на режим рабощ источника: питания при установлении процесса. Такое переключение окажется возможным, если одновременно с сигналом датчика 7 коротких замыканий на вход элемента 17 логического умножения поступит сигнал с линии 18 задержки, то есть короткому замыканию сварочной цепи будет предществовать обрьш дуги. Таким образом, стабилизация вводимой в электрод тепловой мощности будет осуществляться только после ббрьшов дуги при установлении процесса сварки в течение времени короткого замыкания сварЬчаекиг йепи.
Предлагаемое устройство позволяет сократит длительность установления процесса дуговой сварки замыканием электрода на изделие за счет более рациональногоВьщеления энергии на вылете для каждой марки электрода, что улучошт качество начальных участков щвов, а при сварке непродолжительным включением сварочного тока - значительно повысит производи
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ УСТАНОВКОЙ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2002 |
|
RU2220035C1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| Способ автоматического управления процессом каплепереноса при электродуговой сварке и устройство для его осуществления | 1985 |
|
SU1296338A1 |
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Датчик горения дуги постоянного тока | 1977 |
|
SU623677A1 |
