(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ИЗДЕЛИЙ В ЗОНУ ОБРАБОТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод поручня эскалатора | 1985 |
|
SU1393745A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ | 2005 |
|
RU2303217C1 |
| ПОДБОРЩИК-ПОГРУЗЧИК ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2007 |
|
RU2343684C1 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2319647C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| ТУКОВЫСЕВАЮЩИЙ АППАРАТ | 2006 |
|
RU2319331C1 |
| Устройство для обрезания стоп листов | 1976 |
|
SU652871A3 |
| Устройство для сортировки шариков конденсаторов | 1985 |
|
SU1292849A1 |
| Устройство для принудительного транспортирования тел вращения типа колец подшипников | 1972 |
|
SU437558A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И/ИЛИ ОБРАБОТКИ ПАНЕЛЕЙ | 2007 |
|
RU2441747C2 |
I
Изобретение относится к машиностроению и может быть использовано для подачи изделий, имеюш,их форму тел враш,ения, например колец подшипников к торцешлифовальным станкам.
Известно устройство для подачи изделий в зону обработки, содержаш,ее загрузочный лоток, торцовые направляющие щеки, опорную планку и расположенный над ней фрикционный привод с бесконечным тяговым элементом и подпружиненным роликом 1.
Недостатком известного устройства является то, оно не обеспечивает подачу изделий в зону обработки двухстороннего торцешлифовального станка из-за недостаточного усилия подачи.
Цель изобретения - увеличение усилия подачи.
Указанная цель достигается тем, что фрикционный привод снабжен рядом дополнительных подпружиненных роликов, воздействующих на рабочую ветвь бесконечно го тягового элемента на всем ее протяжении, причем величина амплитуды перемещения каждого подпружиненного ролика и сила натяжения бесконечного тягового элемента вь браны из условия обеспечения требуемого угла охвата изделий бесконечным тя- говым элементом, при этом каждый ролик подпружинен посредством упругих элементов в виде резиновых полос, установленных по обеим сторонам роликов и воздействующих на их оси.
Кроме того, фрикционный привод снабжен боковыми направляющими с рабочей поверхностью по форме ремня, установленных свободно в направлении подпружинивания роликов ряда.
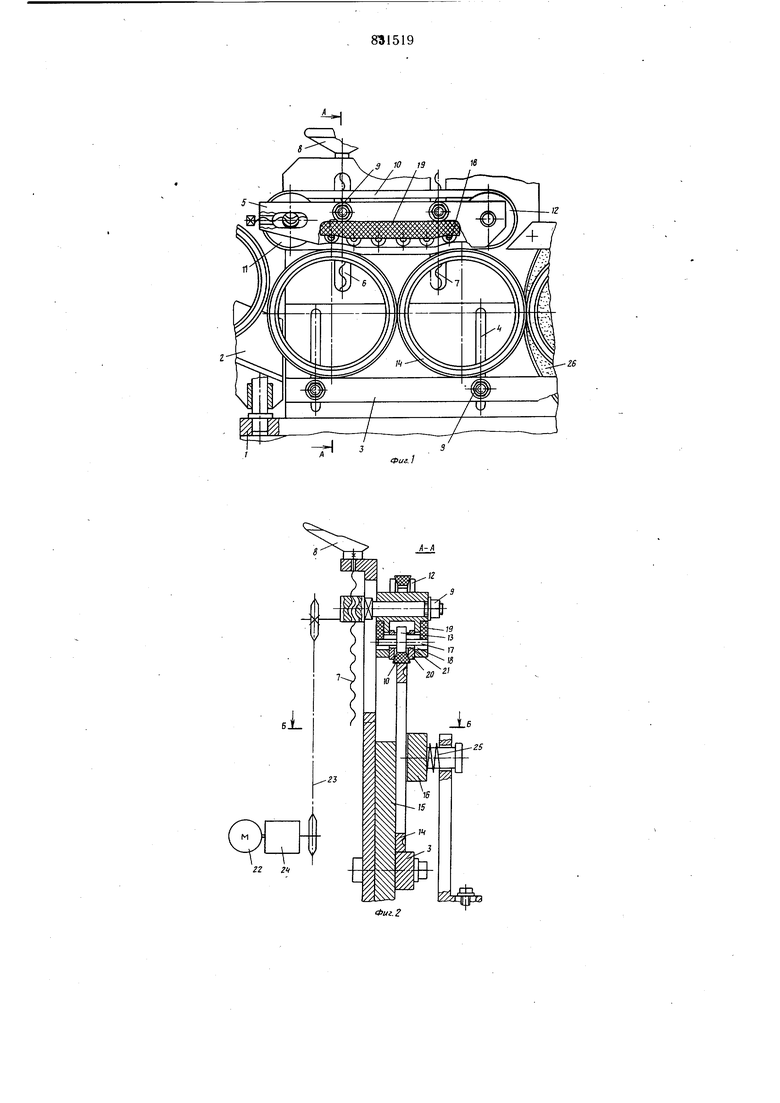
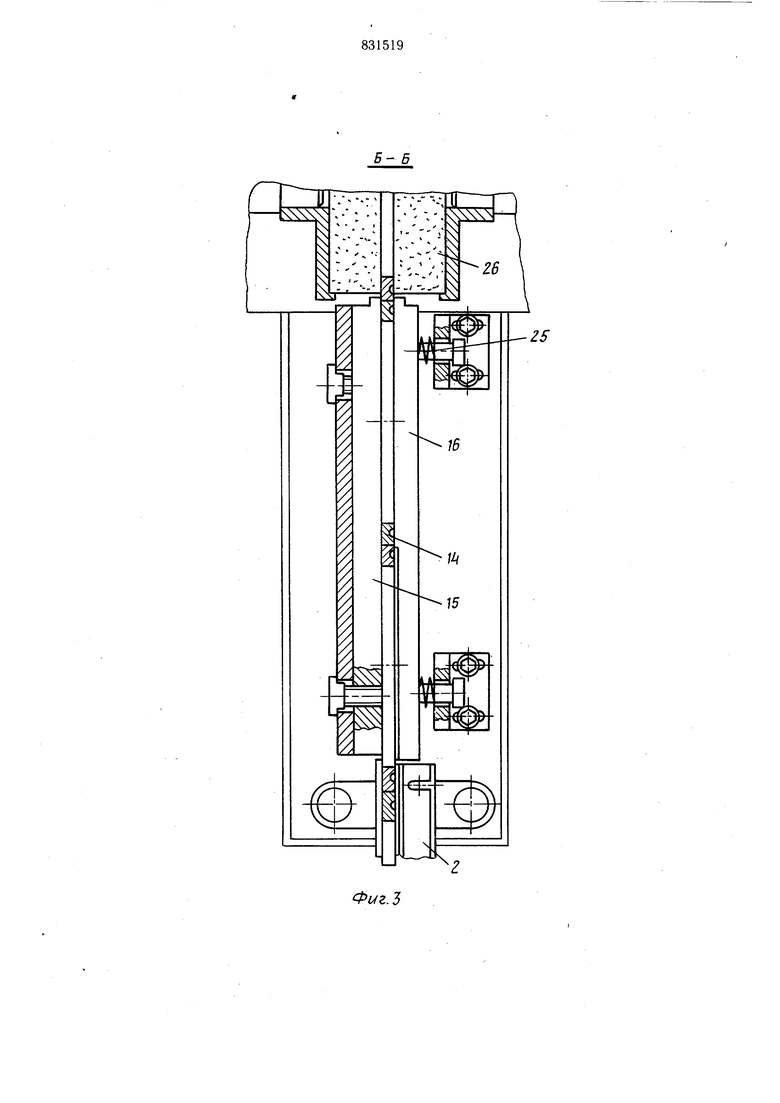
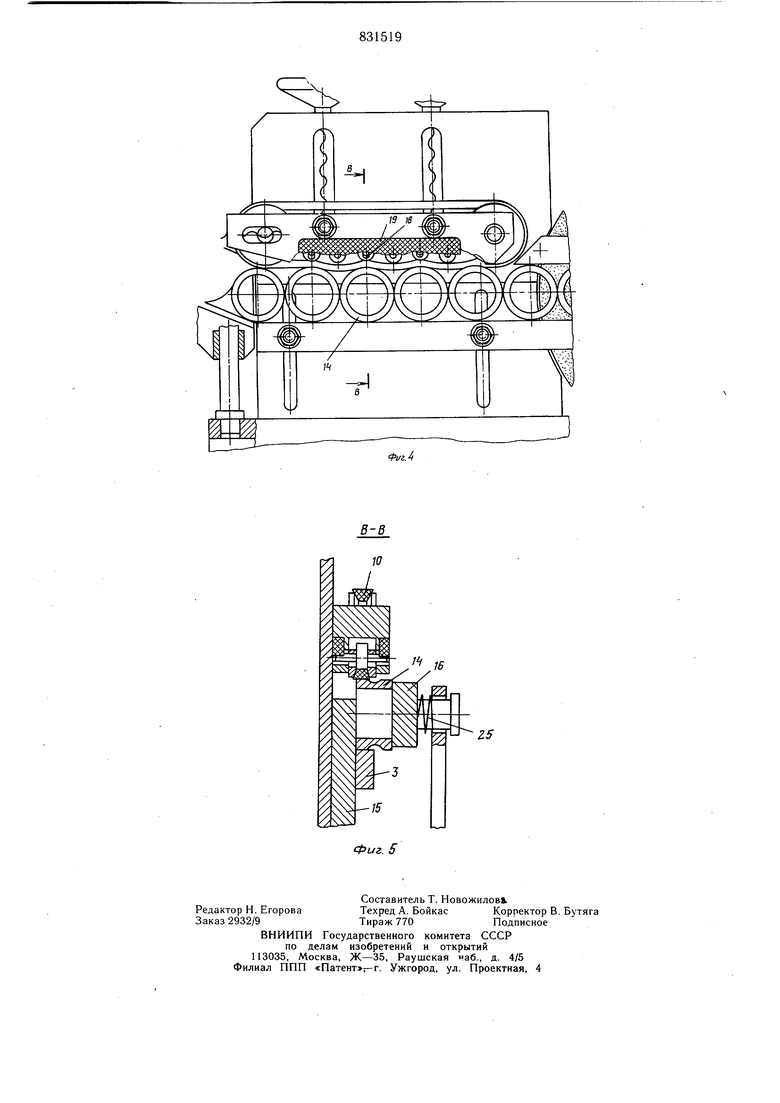
На фиг. 1 схематично изображен общий вид устройства со снятой направляющей щекой; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг. 4 - общий вид устройства, налгш енного для подачи изделий малого диаметра; на фиг. 5 - разрез В-В на фиг. 4.
Устройство содержит станину 1, на которой закреплен загрузочный лоток 2 и опорная планка 3, установленная с возможностью перемещения по пазам 4. Над стопорной планкой 3 установлен фрикционный привод 5 с возможностью перемещения вдоль пазов 6 винтами 7 с маховиками 8. Для закрепления опорной планки и фрикционного привода после установки в рабочее положение служат винтовые зажимы 9. На рабочую ветвь бесконечного тягового элемента, выполненного в биде клинового ремня 10, охватывающего натяжной шкив 11 и ведущий щкив 12, воздействуют ролики 13, прижимающие ремень 10 к подаваемым изделиям 14, которые проходят в зону щлифования между направляющими базовой 15 и перемещаемой 16 щеками, перекатываемые ремнем 10, обжимающим подаваемые изделия 14 по некоторой части пх цилиндрической поверхности в результате действия роликов 13, подпружиненных через оси 17, установленные в пазах 18, резиновыми полосами 19, установленными по обеим сторонам роликов. Клиновой ремень 10 размещен между боковыми направляющими 20, установленными свободно в направлении подпружинивания, благодаря имеющимся в них окнам 21. Движение ремня 10 осуществляется от ведущего шкива 12, кинематически связанного с двигателем 22 посредством цепной передачи 23 и вариатора 24. Перемещаемая щека 16 выполнена подвижной и подпружиненной от упругих элементов 25 для прижатия изделия к противоположной базовой щеке 15, установленной в створе одного из шлифовальных кругов 26 двухстороннего торцешлифовального станка. Устройство работает следующим образом. Соответственно диаметру подаваемого изделия 14 перемещают опорную планку 3 и закрепляют ее на станине 1 в нужном положении винтовыми зажимами 9. После этого устанавливают в нужное положение лоток 2. Затем по установленным на опорную планку 3 изделиям 14 перемещают винтами 7 фрикционный привод 5 до обеспечения надежного контакта между рабочей ветвью клинового ремня 10 и изделиями 14. По изделиям 14 устанавливают также и щеку 16 с обеспечением требуемого прижима к базовой щеке 15. Устройство для подачи изделий работает следующим образом. Подаваемые изделия 14 укладывают в загрузочный лоток 2, из которого под действием собственного веса они скатываются в зону действия фрикционного привода 5. Благодаря тому, что рабочая ветвь клинового ремня 10 оттянута подпружиненными роликами 13 вниз, изделия 14 попадают в уменьшающийся в направлении подачи промежуток и плавно захватываются движущимся ремнем 10, который обжимает изделия по некоторой дуге в результате действия пoдпpyжинeнн 5Ix роликов 13,оси 17 которых перемещаются в пазах 18. В процессе движения клиновой ремень 10 от смещения предохраняют боковые направляющие 20, перемещающиеся в направлении подпружинивания с клиновым ремнем благодаря пазам 21. Ввиду больщой площади контакта, осуществляемого по дуге, клиновой ремень 10 испытывает лищь незначительные напряжения при подаче перекатыванием изделий по стопорной планке 3 между щеками 15 и 16. Изделия 14 в процессе движения под действием фрикционного привода ориентируются по базовой щеке 15 и входят в зону шлифования без перекосов. Предлагаемое выполнение устройства обеспечивается требуемый угол охвата изделий по поверхности вращения и, как следствие, увеличение усилия подачи. Формула изобретения 1.Устройство для подачи изделий в зону обработки, содержащее загрузочный лоток, торцовые направляющие щеки, опорную планку и расположенный над ней фрикционный привод с бесконечным тяговым элементом и подпружиненным роликом, воздействующим на ее рабочую ветвь, отличающееся тем, что, с целью увеличения усилия подачи, фрикционный привод снабжен рядом дополнительных подпружиненных роликов, воздействующих на рабочую ветвь бесконечного тягового элемента на всем ее протяжении, причем величина амплитуды перемещения каждого подпружиненного ролика и сила натяжения бесконечного тягового элемента выбраны из условия обеспечения требуемого угла охвата изделий бесконечным тяговым элементом. 2.Устройство по п. 1, отличающееся тем, что каждый ролик подпружинен посредством упругих элементов в виде резиновых полос, установленных по обеим сторонам роликов и воздействующих на их оси. 3.Устройство по п. 1, отличающееся тем, что фрикционный привод снабжен боковыми направляющими с рабочей поверхностью по форме ремня, установленных свободно в направлении подпружинивания роликов ряда. Источники информации, принятые во внимание при экспертизе Бобров В. П. Проектирование загрузочно-транспортных устройств к станкам и кМашиавтоматическим линиям. М., 1964, ностроение, с. 137-138, фиг. 102.
Фиг. /
/I-/I
Фиг. 2
Фиг. 4
