Процесс шпаклевки поверхностей ,( из;1е.1ии, особе-нио фигурных или круглых, праизвацится iviaB;:.:;,; .чз(м ипучную с больlUHMiH 3атратаА и рабочего времени.
Предлагаемый шиаклевочнык стпно:: этот т удоемкий нроцесс. Станоя состош лч ков, вавднь со ил1аклевко11 и л Ч .;;.С;::ч:;ых ,1а:ти,н с ка.шброванными отверстиями, через которье ):у. обрабатываемое изделие. Для воспроизведения ripospH/iK с::ч:-;; я сбр;;бать;зае1МО1Т) из:де:1ия питательные валики выно.шепы из 1ез1Г; о;5ь:х дч.кпв разлтчиых диаметров.
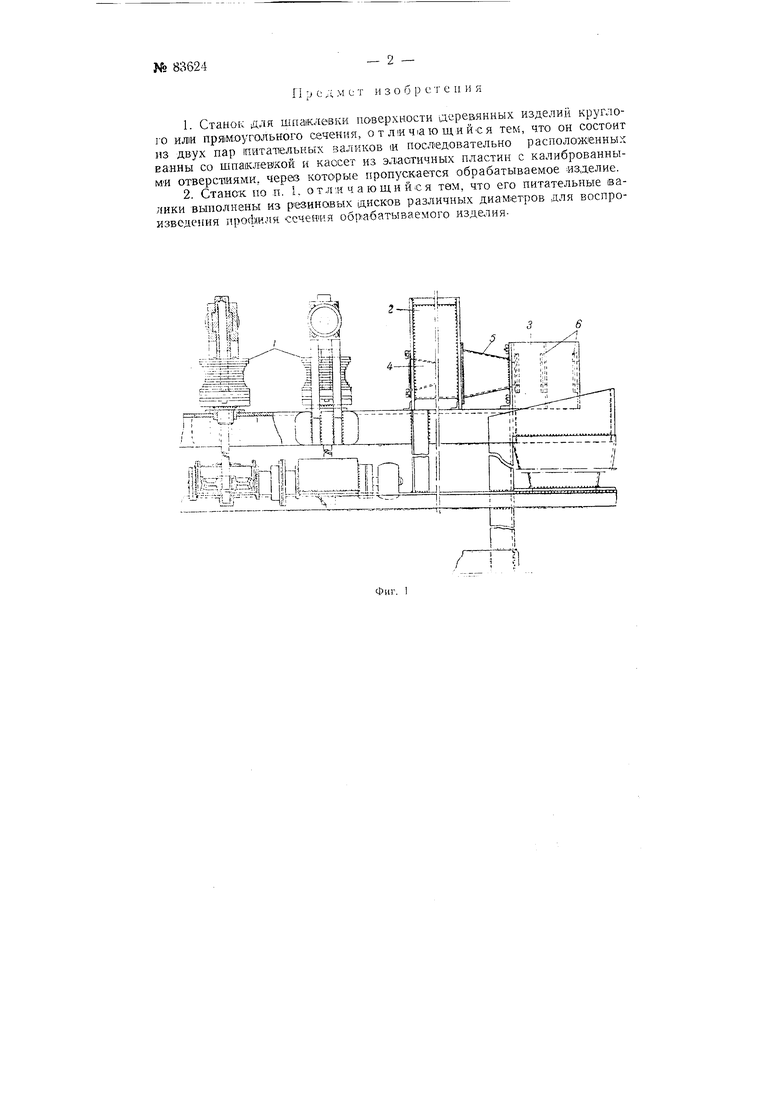
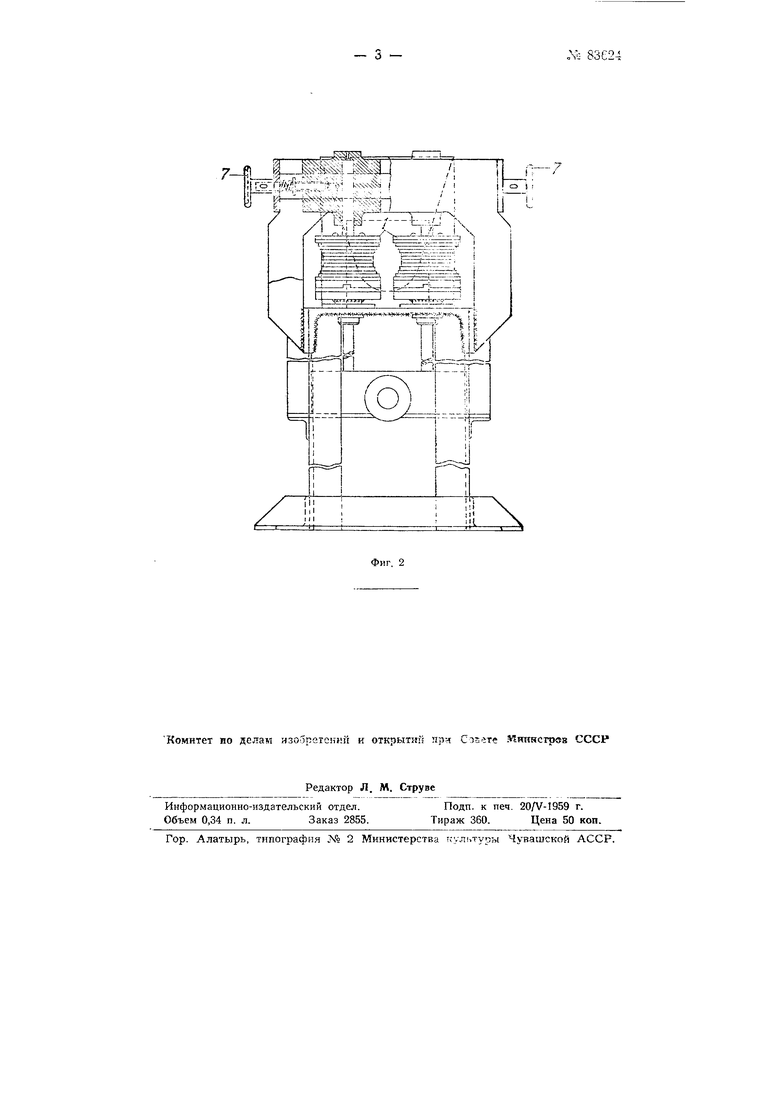
На фиг. 1 изображе.н стапок в npo.i.o.nbiiOM разрезе; -та фиг. 2 - то же , вид сбоку с 4aCTH4HbiNr разрезом о/и станка.
На металлической станине, стаНГа
тельных ва.ли:ков /, ванна 2 для ц 1;-кле::К1 г к::ссега .I Валики 7 составлены |И13 набора резиновых дкскоп разжзго ; и;л;стра. Диски зажаты между металлическими фланцалпь 1ереяы;;я (лег.; на (1)нг. 3) пара валиков иредназначена для зап1) изде.тия и Н1тви ке 11ия его до сле дующей нары, нродвигающей ,:;е.гие после roi-n, как оно вышло из передней нары. Необходимый зажим .де.т)пг л:сж;|у p.;i.Tiii:KaiMH -тостигается при иомоши маховичка 7. Ваипа 2 i N:ccT слевя г -одной резиновый конус 4, а справа-щыходио - отверстие, про/юл/кепием которого с-тужит металлический жонус J, и|;:;сосди 1слгный к кассете . Кассета , состоят из трех выдвижных 11лас ; п п, .:|ие;|;;ь х из ч..1стичпой резины с отверстиями, соответстБую;ц; ми по форзле lipoqv.i.jio обрабатываемого издельчя, но несколько мечг.гпего )Я-Т.ля очистки с изделия /лииюй шпаклевочной массы.
1;:;в.),1яог л|СХЛ11113И Юзать Бхх пп;: Т1и:;гге.1ьных ва.чиilp питательных -валикон
:oIlт poчгиы две иары иитаri ) e Д cj т и 3 о б p с т е и и я
1.Станок для шпаклевки поверхности аереаянных изделий кругло1-0 или прямоугольного сечения, отличающийся тем, что он состоит из двух пар питательных валиков и последовательно расположенных ванны со шпаклевхой и кассет из эластичных пластин с калиброванными отверспиями, через которые пропускается обрабатываемое изделие.
2.Станок по и 1, отл-я чающи йся тем, что его питательные ва71ИКИ выполнены из р езиновых дисков различных диаметров для воспроизведения проф(иля -сечення обрабатываемого изделия
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления лекал | 1928 |
|
SU34261A1 |
| Переносной станок для обработки отверстий в труднодоступных местах | 1984 |
|
SU1371794A1 |
| Станок-качалка с длинным ходом | 1936 |
|
SU53669A1 |
| Станок для электроэрозийной резки | 1960 |
|
SU133328A1 |
| Станок для обработки бандажей паровых колес | 1942 |
|
SU64511A1 |
| СПУСКОВОЕ УСТРОЙСТВО | 1956 |
|
SU424323A1 |
| Многопозиционный станок для двусторонней обработки концов трубчатых электронагревателей | 1985 |
|
SU1344518A1 |
| Трехцилиндровый вытяжной прибор для прядильных машин | 1951 |
|
SU98516A1 |
| Способ пропитки битуминозным материалом бетонных изделий | 1952 |
|
SU98918A1 |
| Устройство для испытания приборов, измеряющих влажность воздуха | 1953 |
|
SU102818A1 |
iz:ie p
о f
П c H-S-Y4l - -iX- :tt-7v-i
- -.J -.X, .--х-Ч I
iiiEtriLiri.
-Ьз;г4
411
r-- 7
(,-.л --:-.4.ж.,. il
ff Ш /
wUJj
lil III
il III
