Уже известны станки для о5раСогки паровозных колес без их выкатки, посредством фрез ил) шлифовальных кругов, устанорлен11ых вместе с прг.нодкым механизмом на тележке.
Ссглгсно изобретению предлагается Еь:полнить тележку подвижной вокруг бегов ;й поверхности бандажа. Для этой цели на ней соответственно монтированы персставные ролики, опирающиеся на указанную беговую поверхность, на внутренний бурт бандажа и на Направляющую, прикрепляемую струоцин;.ми к бандажу ка его наруЖЮГ грани и наружном бурте. Для перемещения телей;ки примеHf Ha винтовся пара.
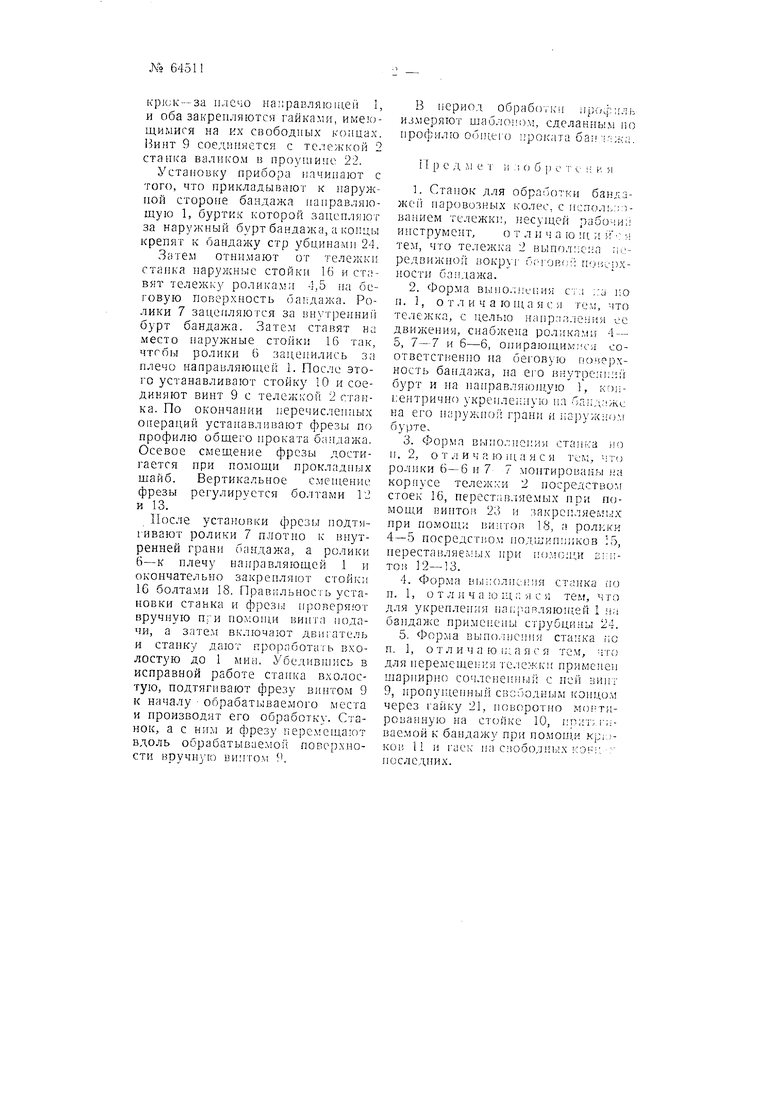
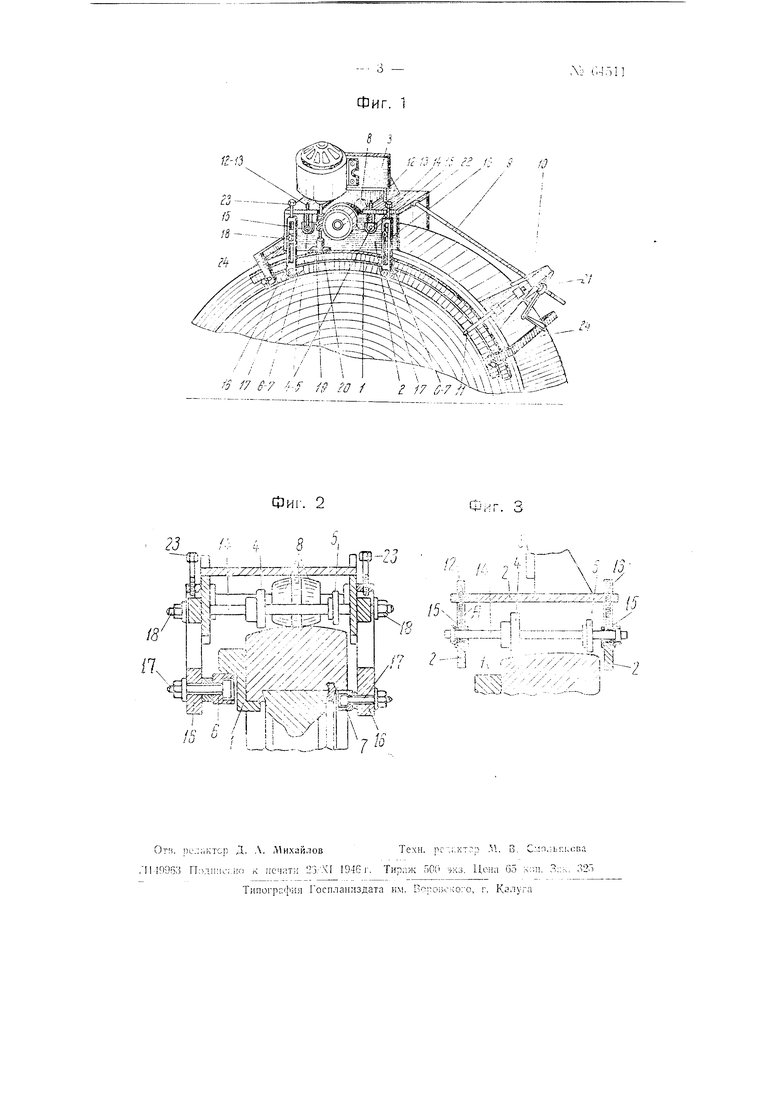
На чертеже фиг. 1 изображает в перспективе станок во время работь:; фиг. 2 -разрез по оси одной нары роли; ов; фиг. 3 -сечение по oci: другой пары роЛиков.
Станок состоит из тележки 2, к которой приварен кронштейн 3 для установки электродвигателя с перелаточным механизмом на фрезы к. Теле/кка снабжена роликами
4, 5 и
служащи.ми опорой
станка.
Обработка бандажа производится фрезами 8 прп передБнже 1ИИ тележки вокруг беговой повер.хности бандажа. Фрезы 8 приводятся во вращение от электродвигателя посредством червяка и червнчной шестерни. Последняя сидит на одно.1 валу с фрезами.
Ролики 4. 5 укреплены па валиках 14. которые находятся в подшипниках 15. Последние при вращении винтог, 12, 13 имеют возможность перемещаться з прорезах щек тележки станка. Ролики 6, 7 укреплены в перемещаемых винтами 23 стойках 16 при помощи болтов 17, которые с:1ужат и осями роликов. Стойки 16 кренятся к тележке станка болтами 18. К наружноГ щеке тележки приварен подпятник 19, в гнездо которого вход:гг червяк своей пятой и опирается на щарик 20.
По;:ача тслен ки вместе с фрезами осуществляется вручную пс средством BiiHTa 9, проходящего через гайку 21, поворотно укрепленную в стойке 10, которая крепится к бамдажу крюками П. Один крюк зацепляется с внутренней стороны за бурт бандажа, а второй
RpjoK-за плечо на;равля101цей 1, и оба закрепляются гайками, имеющимися на их свободных концах. Винт 9 соединяется с тележкой 2 стапка валиком в проушине 22.
Установку прибора начинают с того, что прикладывают к паружпой сторопе бандажа направляющую 1, бурткк которой зацепл5 ют за наружный бурт бандажа, а концы крепят к бапдажу стр убцинамп 24.
Затем отнимают от тележк станка наружные стойкп 16 и ставят тележку роликамн -,5 на беговую поверхность ба ;дажа. Ролики 7 зацепляются за внутренний бурт бандажа. Затем ставят на место наружные стойки 16 так, чтгбы ролики 6 зацепились за плечо направляюнцй 1. После этого устанавливают стойку 0 и соединяют винт 9 с тележкой 2 станка. По окончании перечисленных операций устанавливают фрезы по профилю общего проката ба.ндажа. Осевое смещение фрезы достигается при помощи прокладпых шайб. Вертикальное смеп1,ение фрезы регулируется болтами 12 и 13.
После установки фрезы подтягивают ролики 7 плотно к внутренней грани бандажа, а ролики 6-к плечу направляющей 1 и окончательно зак)епля1от стоик; 16 болтами 18. Правильность установки станка и фрезы проверяют вручную пги noMOHUi винта подачи, а затем включают двигатель и станку дают проработать вхолостую до 1 мин. Убедившись в исправной работе станка вхолостую, подтягивают фрезу вннтом 9 к началу обрабатываемого места и производят его обработку. Станок, а с ним и фрезу перемещают вдоль обрабатываемой поверхности вручную БИНТОМ Я.
В период обработки ир(;ф;;ль измеряют щабло:11)м, сделанным по профилю o6iuei4) 1;р01сата баи1;;ка.
1.Станок для обработки бандажеГг паровозных колес, с псполь:;:)ванием тележкц, несущей рабочи;: инструмент, о т л и ч а ю HI л и: тем, что тележка 2 выполпспа ;;;.:редвижпой вокруг б;-гово; ; )Xности бандажа.
2.Форма выполнения ста ::и п. 1, о т л и ч а ю nia я с и тем, тележка, с целью напразлени.я движения, снабжена роликами 4 - 5, 7-7 и 6-6, опирающим:чя соответстненпо на беговую поперхность бандажа, па его внутренними бурт и па 11анравляюн..ую 1, KOI;гентрично укрепленную на блпд;1жс на его н;)ужной гранн и .i бурте,
3.Форма выно.нения старпса ло п. 2, о т л и ч а ю HI а я с я , что ролики 6-6 и 7 7 монтированы .ча корпусе тележки 2 посредством стоек 16, переставляемых при n(jмощи виптои 23 и закрепляемг-гх при помони; винтов 18, а ролики 4-5 посредстг,о. под 1 ип 114ков ;5, переставляемых нри помон, SIMIтов 12-13.
4.Форма выколнснпя станка п. 1, от л н ч а 10 1ц ;; я с я тем, для укрепления наг; -авляюн1ей I .ча бандаже применены струбцинь 24.
5.Форма Быпо. станка по н. 1, о т л и ч а ю |ц а я с я те., чго для неремсщеГИЯ те-лежкн нрименен шарнирно сочленен ый с пей ISHHT 9, нропунгепный свободным концол через гайку 21, новоротно монтированную на стойке 10, прит; i-;iвае.мой к бандажу при помощи KJ; )ког, 11 и 1Ч1ек на свободных коь;:. последних.
3 -
Л
Фиг. 1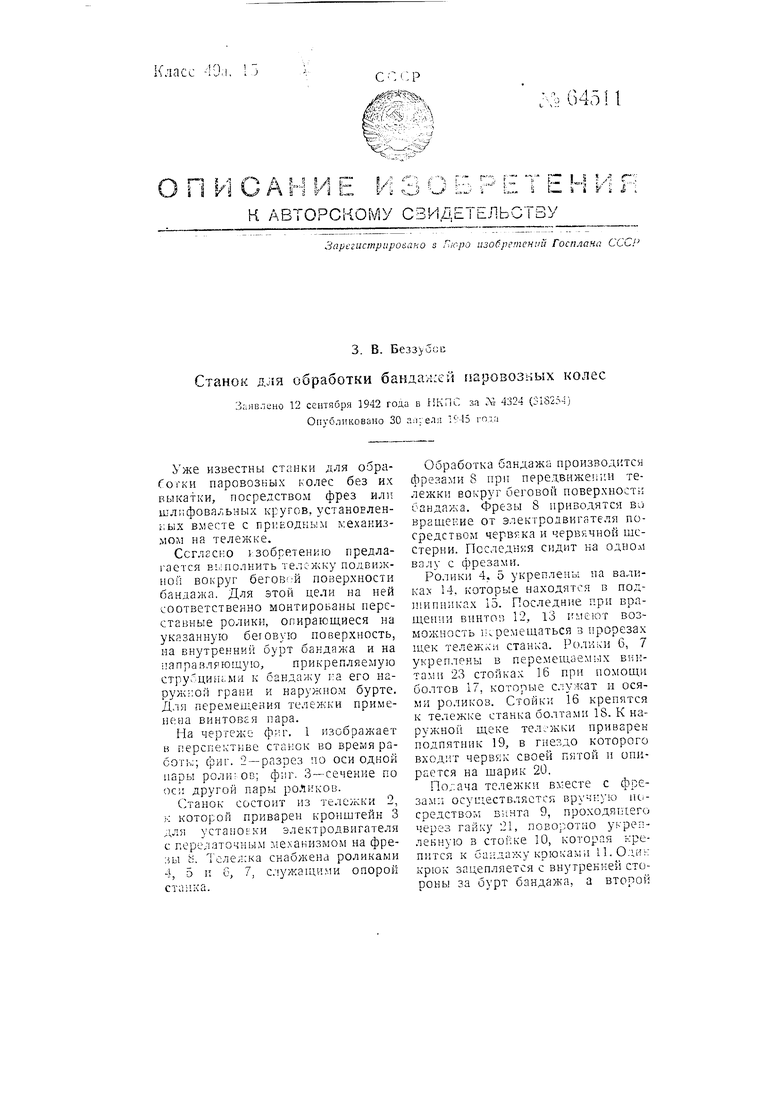
Л:
/
,Г1 - 1-::: ;1±эЪ
.; I
.fiii ni -xxx---v:-x /v «gj P jik:r/r- - - r- - d-i
- , 1 I
,1/5 7/0;
