Известны станки лля электроэрозионпой (электролитической) резки токопрозодящих материалов вращающимся диском. Одиако а этих станках .режущий диск быстро изиащивастся и часто заклииииается в разрезаемой детали, что приводит к коротким замыканиям, снин ;астся производительность и ухудщается качество.
Предлагаемый станок не имеет указанных недостатков. Это достигается тем, что отрезаемой заготовке сообщают вращение относительно инструмоита-диска, на торцах которого укреплены минералокерамические вставки, предохраняющие диск от заклинивания и короткого за.мыкания тока через деталь.
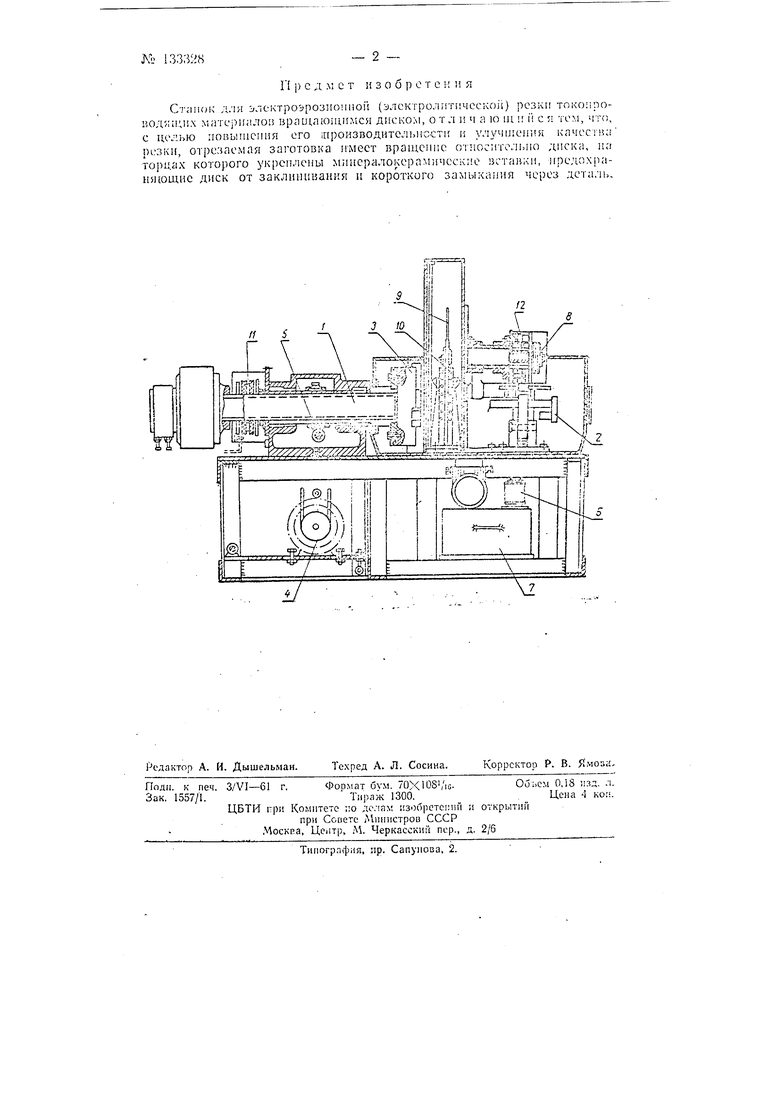
На чертеже схематически изображен станок с частичным разрезом.
Заготовка / подается вручную до упора 2 и поворотом рукоятки зажимается в пиевмопатро-ю 3. Вращение заготовки У с пневмоиатроиом ,i осунюстнлястся элоктродпигатслем через черничную передачу ;. Подача электролита п зону розаиия производится электро1ии-осом 6 из ванны 7, затем приводится во вращение от отдельного электродиигателя 8 через ременную передачу диск 9, торцы которого ограничены четырьмя планками 10 с керамическими прокладками, не допускающими его смещения и обеспечивающими строгую -параллельность разрезанных поверхностей и минимальную щирину реза.
Подача диска на разрезаемое изделие обеспечивается вручную при помощи рукоятки, которой перемещается балансир с укрепленным на нем диском.
Подача электрического тока к изделию и диску S осуществляется вращающимися коллекторами . // и 12.
Электросхема станка обеспечивает возможность питания станка как постоянным, так и переменным током. В последнем 5f f j; ;няется дополнительно сварочный трансформатор СТЗ-34 осз селс1-.озого выпрямителя.
Al 133328- 2 -
Г1 p с Д .М с т Н 3 о б р с т с II и я СГ;111()1ч Д.1 ЭЛеКТрОЭрОЗИОППО (ЭЛСКТрОЛПТИЧССКО ) резки ТОКОНЛО ЮД/и.,их ;nxi)ll;lлo;i вращающимся диском, о т л и ч а ю ш и ii с я том, мто, с uej.ro повышения его шроизводительнссти li у. уч1ле11ии качества pi;3Kii, отрезаемая заготовка имеет вращение отиоситольио диска, на T0)i;.ax которого укреплены мииералокерамические BCTaiixn, предохраняющие диск от заклинииаиия и короткого замыкания через детал1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления лекал | 1928 |
|
SU34261A1 |
| Станок для резки кварцевых труб | 1950 |
|
SU91257A1 |
| Станок для изготовления одножильных бортовых велоколец | 1950 |
|
SU94895A1 |
| Станок для изготовления рукавов из тонких труб | 1946 |
|
SU69317A1 |
| Приспособление к фрезерному станку для автоматического прорезания шлицев в петушках коллектора | 1953 |
|
SU99608A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для изготовления профильных изделий из листового металла | 1935 |
|
SU48090A1 |
| Станок для сгибания фасонных изделий | 1930 |
|
SU22437A1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Способ получения зубьев на рабочей поверхности напильников и надфилей и станок для осуществления способа | 1951 |
|
SU93913A1 |
. Ч. © |t
I ,1 HlUj-lLUir-urtJ rl,
.////A y.Jli,: ..,.
(
r --S:./; r - -VTy T- T -4v ;V- .:r:r-------- - -. -- т
) ---/гГ-г/Н I/
ii Л ;:-- - c:. iHf:- / :J
r iil РЯ П-р-,та:1|.:Гli
aiil Ri
fI
