(54) МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1980 |
|
SU989683A1 |
| ТРАНСФОРМАТОР С ТРЕХФАЗНОЙ И КРУГОВОЙ ОБМОТКАМИ | 2014 |
|
RU2567870C1 |
| ТРАНСФОРМАТОР, СОДЕРЖАЩИЙ ТРЕХФАЗНУЮ И КРУГОВУЮ ОБМОТКИ | 2014 |
|
RU2600571C2 |
| СПОСОБ СБОРКИ ПАКЕТОВ СЕРДЕЧНИКОВ МИКРОМАШИНПО ВЕЕРУ | 1970 |
|
SU265241A1 |
| ВРАЩАЮЩИЙСЯ ТРАНСФОРМАТОР | 1972 |
|
SU351287A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1105981A1 |
| Магнитопровод информационной электрической машины | 1990 |
|
SU1713019A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| ВЕНТИЛЬНО-ИНДУКТОРНЫЙ ДВИГАТЕЛЬ | 2014 |
|
RU2547813C1 |

Изобретение относится к электромашиностроению и может быть использовано при конструировании магнитопроводов статоров и роторов электрических машин. Известны магнитопроводы, у которьк со стороны, противоположной воздушному зазору, расположены равномер но распределенные пазы, число которых равно числу рабочих пазов со сто роны воздушного зазора D1 При таком соотношение между пазами и вы-, псшнении шихтованного из отдельных, листов магнитопровода со скосом рабочих пазов качество магнитопровода снижается из-за деформаций зубо його слоя, так как фиксация пластин при сборке осуществляется на наклонный фиксатор (нож), входящий в рабочий паз пластины. Кроме того, точность выполнения скоса паза зависит от угла наклона ножа и погрешност выполнения угла наклона ножа переходит в погрешность выполнения скос Известен также магнитопровод электрической машины, состоящий из смещенных цо окружности относительно друг друга пластин с равномерно распределенными по периферии выступами, число которых не имеет общих множителей с числом пазов со стороны воздушного зазора, и имеющий скос пазов Г2 . Наличие технологических знаков, расположенных на периферии пластины с угловьм смещением относительно рабочих пазов, позволяет осуществлять веерную сборку пакета магнитопровода со скосом паза не на наклонный фиксатор, входящий в рабочий паз, а на прямой фиксатор, входящий в тех нрлогический паз. Это исключает недопустимые деформащш зубцового слоя магитопровода, так как пр1н сворка листов в пакет рабочие зубцы пластины не испытывают усилий со стороны фиксатора. Недостатками этого устройства являются:ограниченная точность выполнения скоса паза, определяемая разностью зубцовых делений рабочей зубцовой зоны и технологической зубцовой зоны;необходимость наличия большого числа зубцов в технологической зубцовой зоне для достижения большей точности выполнения скоса паза, что, кроме повьш1ения трудоемкости изготов ления штампов вырубов магнитопровода, часто приводит к введению лишней операции удаления на пакетах магнитопроводов после сборки части технологических зубцов, чтобы освободить места для размещения обмоток, если они выполняются кольцевыми; неточное выполнение равномерност веерной раскладки пластин при сборк (неполный веер), что приводит к нарушению равномерности магнитных свойств вдоль расточки магнитопрово да, образуищей зазор электрической машины. Целью изобретения является повышение точности и упрощение технолог изготовления магнитопровода со скосом пазов на целое число пазовых делений. Это достигается тем, что число в ступов на периферии пластины выполн но равным числу пластин магнитопровода и каждая пластина смещена отно сительно предьщущей на число выступов по периферии, удовлетворяницее р венству: Z дробная часть )- | где Z - число пазов ма гнитоп овода со стороны воздушного зазора; 2 число выступов на периферии пластины; а - целое число пазовых делений на которое должен быть скошен кажды рабочий паз магнитопровода; п - чис ло выступов по периферии, на которо каждая пластина смещена относительно предыдущей. На фиг. 1 показана пластина магн топровода статора с технологическим выступами по периферии; на фиг. 2 часть пакета магнитопровода со скос на одно пазовое деление со стороны воздушного зазора при числе пластин в пакете т. Магнитотфовод собран из пластин 1 с рабочими пазами (со стороны воз душного зазора) 2, число которых ра но Z. На периферии пластины со стороны,. противоположной рабочим пазам, выполнены технологические знаки, например пазы (выступы) 3, число которых Z равно числу пластин m в пакете. Технологические пазы образованы двумя смежными выступами. При сборке пакета магнитопровода угловая фиксация пластин относительно центра О осуществляется по технологическим выступам или пазам. Для осуществления точного скоса паза на целое число а пазовых делений при полной веерной раскладке пластин в пакете каждая последующая пластина в пакете смещена относительно предыдущей на число п технологических выступов, которое определено из соотношения: Z-. дробная часть ()а методом последовательных подстановок значений 1 : п I . При смещении каждой последующей пластины относительно предыдущей на п технологических выступов и выполнении условия.равенства числа пластин m в пакете числу технологических выступов ()мaгнитопровод будет выполнен с равномерным веерным расположением пластин в пакете и скосом паза точно на а пазовых делений. Рассмотрим пример реализации предложенного устройства. Пусть необходимо спроектировать магнитопровод с числом пазов при полном веерном расположении пластин в пакете и скосом паза на одно пазовое деление при толщине пакета, определяемого числом пластин в пакете. Причем пакет предполагается, собирать с фиксацией на технологические пазы для исключения деформаций рабочего зубцового слоя дисков. Как показано на фиг. 1, на стороне пластины, противоположной рабочим пазам 2, выполнены технологические пазы 3, число которых для выбранного примера равно числу пластин, т.е. Z . Далее определяют смещение пластин по технологическим пазам, последовательно подставляя в предложенное соотношение значения от 1 до 15. В рассматриваемом примере соотношение будет выггалнено при 16 дробная часть () 6 ТА - Затем собирают из пластин пакет магнитопровода, смещая каждую пластину вокруг оси пакета относительно аналогичного паза предыдущей пластины на семь технологических пазов.
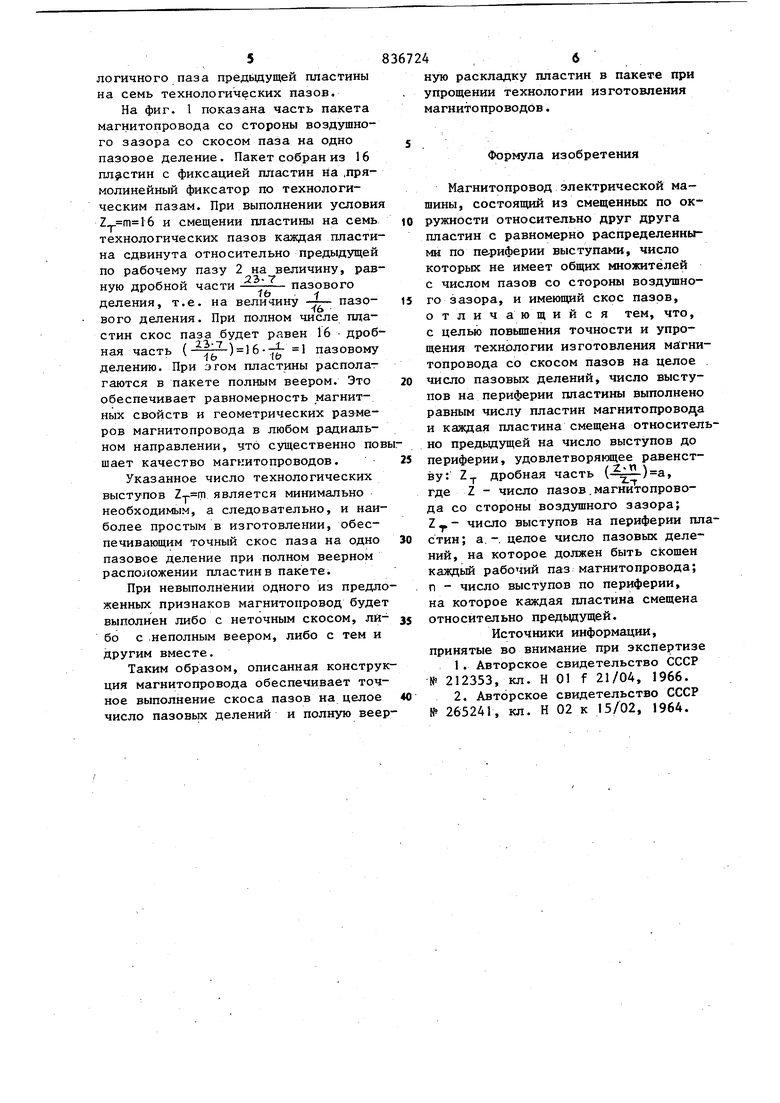
На фиг. 1 показана часть пакета магнитопровода со стороны воздушного зазора со скосом паза на одно пазовое деление. Пакет собран из 16 пластин с фиксацией пластин на .прямолинейный фиксатор по технологическим пазам. При выполнении условия Z. и смещении пластины на семь технологических пазов каждая пластина сдвинута относительно предыдущей по рабочему пазу 2 на величину, равную дробной части - - пазового
1ь 1 деления, т.е. на величину -f- пазо„-16
вого деления. При полном числе пдастин скос паза будет равен 16 дробная часть (-7Z) пазовому делению. При этом пластины располагаются в пакете полным веером. Это обеспечивает равномерность магнитных свойств и геометрических размеров магнитопровода в любом радиальном направлении, что существенно повшает качество магнитопроводов.
Указанное число технологических выступов является минимально необходимым, а следовательно, и наиболее простым в изготовлении, обеспечивающим точный скос паза на одно пазовое деление при полном веерном расположении пластин в пакете.
При невыполнении одного из предложенных признаков магнитопровод будет выполнен либо с неточным скосом, либо с неполным веером, либо с тем и другим вместе.
Таким образом, описанная конструкция магнитопровода обеспечивает точное выполнение скоса пазов на целое число пазовых делений и полную веерную раскладку пластин в пакете при упрощении технологии изготовления магнитопроводов.
Формула изобретения
Магнитопровод электрической машины, состоящий из смещенных по окружности относительно друг друга пластин с равномерно распределенными по периферии выступами, число которых не имеет общих множителей с числом пазов со стороны воздушного зазора, и имеющий скос пазов, отличающийся тем, что, с целью повьш1ения точности и упрощения технологии изготовления магнитопровода со скосом пазов на целое число пазовых делений, число выступов на периферии пластины выполнено равным числу пластин магнитопрово; а и каждая пластина смещена относително предыдущей на число выступов до периферии, удовлетворяющее равенству: Z дробная часть (, Где Z - число пазов.магнитопровода со стороны воздушного зазора; Z - число выступов на периферии плстин; а.-, целое число пазовых делений, на которое должен быть скошен каждый рабочий паз магнитопровода; п - число выступов по периферии, на которое каждая пластина смещена относительно предьщущей.
Источники информации, принятые во внимание при экспертизе
фиг.
/
