(54) ЗАЩИТНО-СМАЗЫВАКЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ
ной смеси на поверхность кристалли.затора производится в следующем порядке - нанесение смеси на поверхность кристаллизатора перед началом литья периодическое добавление
смеси на поверхность кристаллизатора в процессе литья слитка.
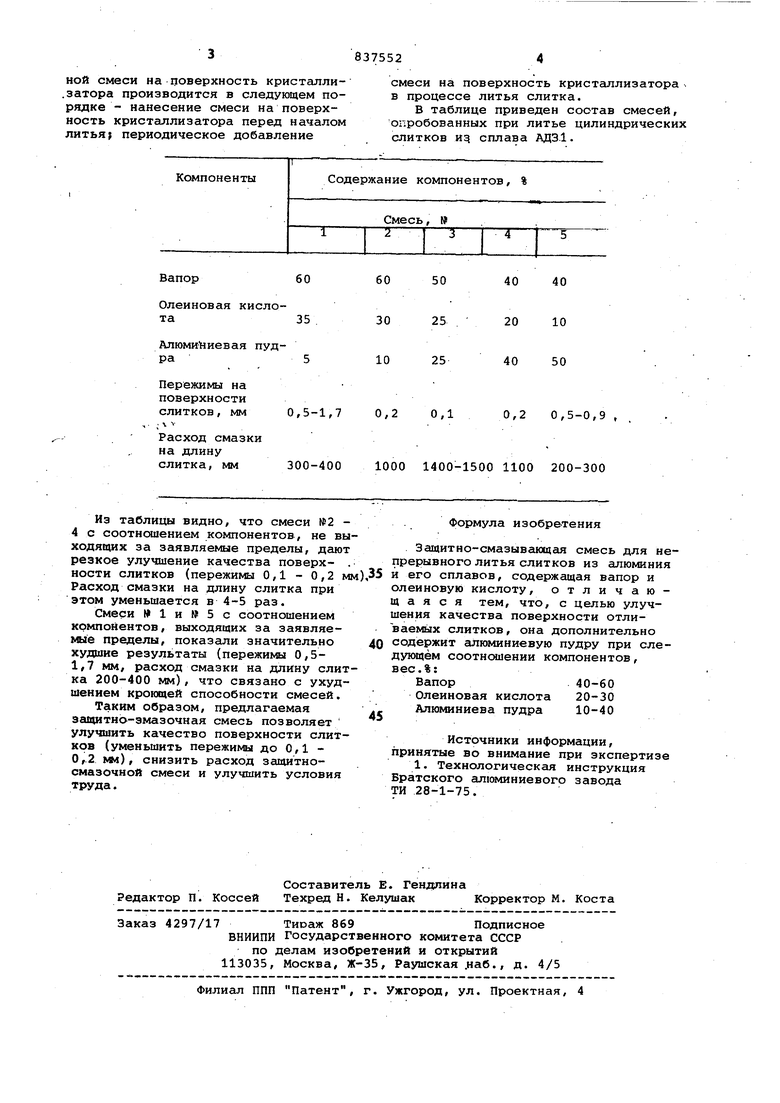
В таблице приведен состав смесей, опробованных при литье цилиндрических слитков И5 сплава АД31.
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитно-смазывающая смесь для полунепрерывного литья слитков | 1982 |
|
SU1069934A1 |
| Способ приготовления защитно-смазывающей смеси для непрерывного литья слитков из алюминия и его сплавов | 1981 |
|
SU946790A1 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| Смазка для прессования металлических порошков | 1980 |
|
SU969459A1 |
| Способ литья слитков в кристаллизаторе скольжения | 1991 |
|
SU1826931A3 |
| Способ получения электродов из сплавов на основе алюминида никеля | 2015 |
|
RU2607857C1 |
| Способ полунепрерывного литья никеля | 1989 |
|
SU1632618A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2281183C1 |
| СПОСОБ РАЗЛИВКИ ЛИТИЙСОДЕРЖАЩИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2660551C2 |
Вапор
Олеиновая кислота
Алюми 1иевая пудра
Пережимы на поверхности слитков, мм
;
Расход смазки на длину слитка, мм Из таблицы видно, что смеси №2 4 с соотнсяиением компонентов, не в ходящих за заявляемые пределы, даю резкое улучшение качества поверхиости слитков (пережимы 0,1 - 0,2 Расход смазки на длину слитка при этом уменьшается в 4-5 раз. Смеси 1 и № 5 с соотношением компонентов, выходящих за заявляемые пределы, показали значительно худшие результаты (пережимы 0,51,7 мм, расход смазки на длину сли ка 200-400 мм), что связано с ухуд шением крокшей способности смесей. Таким образом, предлагаемая защитно-змазочная смесь позволяет улучшить качество поверхности слит ков (уменьшить пережимы до 0,1 0,2 t«t), снизить расход защитносмазочной смеси и улучшить условия труда.
40 40
60 50
20 10
30 25
10 25
40 50
0,2 0,5-0,9 ,
0,2 0,1
1000 1400-1500 1100 200-300 . Формула изобретения Защитно-смазывающая смесь для непрерывного литья слитков из алюминия и его сплавов, содержащая вапор и олеиновую кислоту, отличающаяся тем, что, с целью улучшения качества поверхности отли ваемых слитков, она дополнительно содержит алюминиевую пудру при следующем соотношении компонентов, вес.%: Вапор40-60 Олеиновая кислота 20-30 Алюминиева пудра 10-40 Источники информации, принятые во внимание при зкспертизе 1. Технологическая инструкция Братского алюминиевого завода ТИ 28-1-75.
