(54) СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения проката | 1979 |
|
SU841807A1 |
| Установка для ломки проката | 1979 |
|
SU1049202A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ ПОТОКА | 2007 |
|
RU2341680C2 |
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СПИРАЛЕОБРАЗНОГО ПОРИСТОГО ПРОДУКТА ПУТЕМ ЭКСТРУЗИИ | 2003 |
|
RU2297912C2 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| Установка для разделения проката | 1989 |
|
SU1733203A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 1988 |
|
RU2010688C1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| СПОСОБ МУЛЯРА УПРАВЛЕНИЯ ЧАСТОТОЙ ВРАЩЕНИЯ M-ФАЗНОГО ЭЛЕКТРОДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ЕГО ВАРИАНТЫ) | 1993 |
|
RU2106054C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА ПРЕИМУЩЕСТВЕННО СКРАПА ДЛИННОМЕРНОГО ПРОФИЛЯ НА ЧАСТИ | 1995 |
|
RU2082565C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при разделении проката на заготовки..
Известен способ разделения проката включающий нанесение на прокат надреза и наложение на него по обе стороны относительно плоскости нанесенного надреза вращающихся магнитн Е1х полей 1.
Однако для реализации данного способа требуются значительные затраты электроэнергии.
Цель изобретения - повышение экономичности процесса разделения эа счет снижения затрат электроэнергии.
Поставленная цель достигается тем что согласно способу разделения проката, включакядему нанесение на него по обе стороны относительно плоскоети нанесенного надреза вращающихся магнитных полей, в процессе наложения на прокат вращающихся магнитных полей осуществляют вращение проката, напргшление вращения магнитных полей устанавливгиот совпадающим с направле нием вращен,ия проката, при этом угловая скорость вращения одного из магнитных полей выше угловой скорости вращения проката, а угловая окорость вращения другого магнитного поля ниже угловой скорости вращения прката.
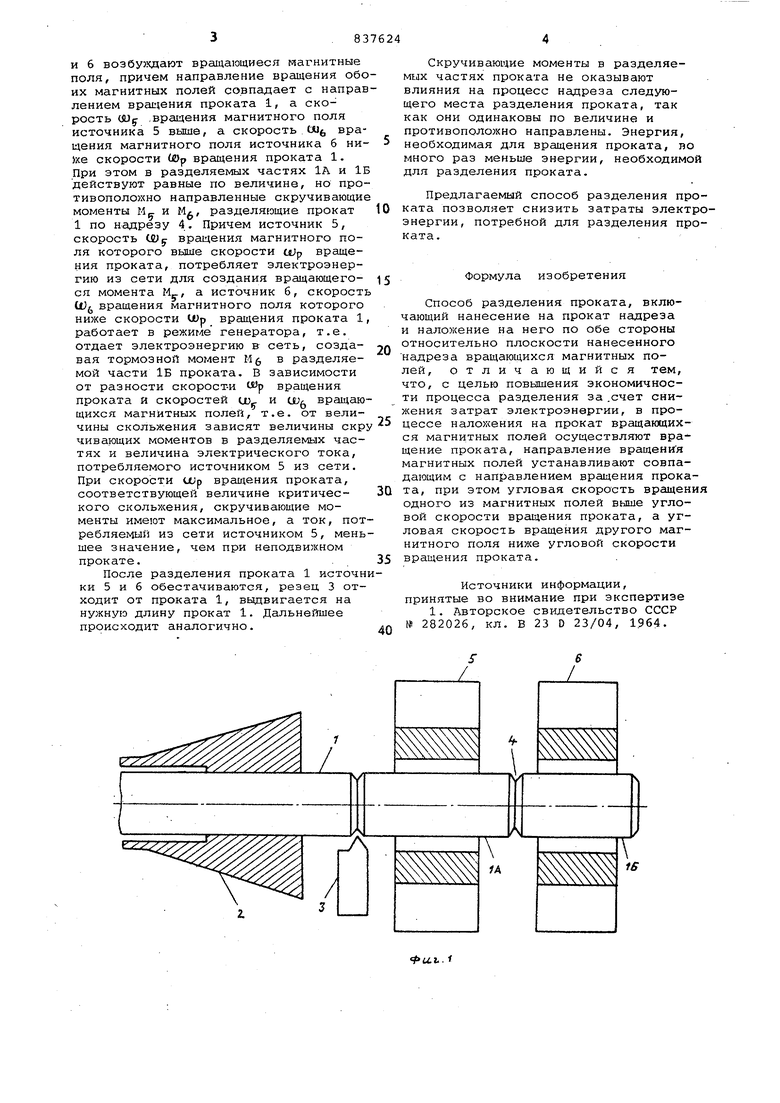
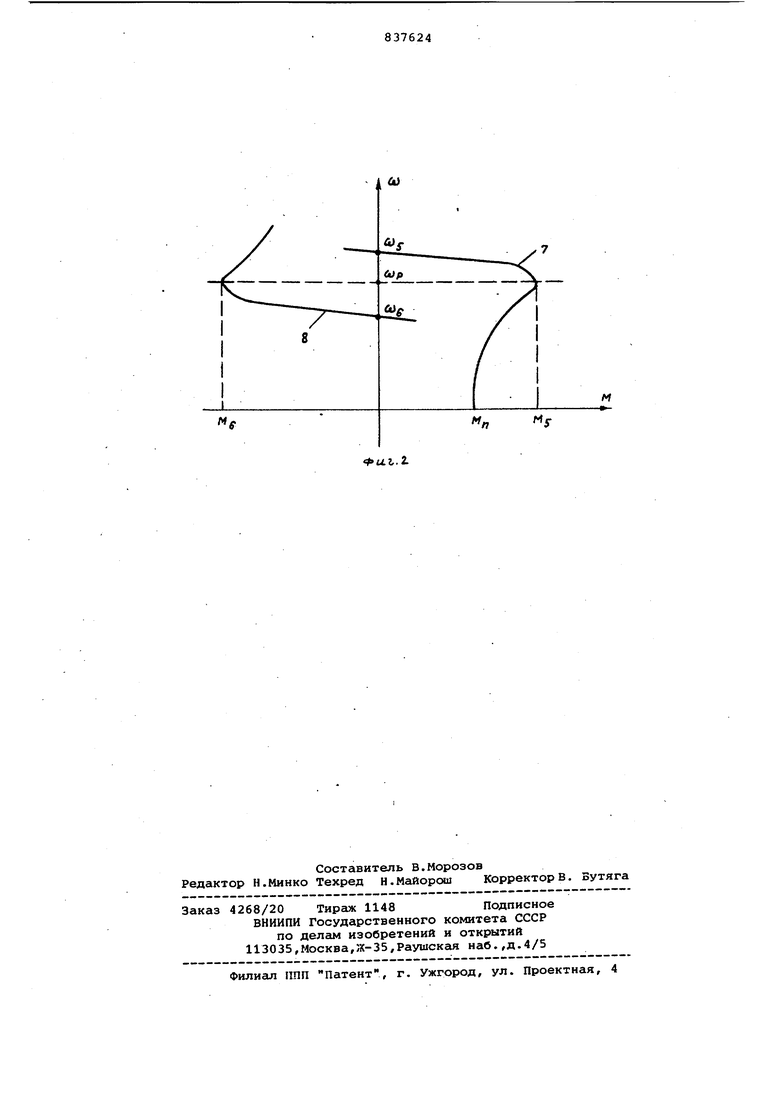
На фиг. 1 приведена схема осуществления способа разделения проката; на фиг. 2 - зависимости скручивающих моментов в разделяемых частях проката от скорости вращения проката
Прокат 1 зажат в механизме 2 вращения, резец 3 надрезает прокат 1 по окружности.. Надрез 4 находится между двумя источникс1ми 5 и 6, возбуждающими вращающиеся магнитные по,ля, которые вызывают в разделяемых частях 1А и 1Б проката 1 скручивающие мо.менты. В качестве источников 5 и 6 можно использовать, например, статоры асинхронных электрических машин. Зависимости скручивающих моментов М в разделяемых частях 1А и 1Б от ско ростн вращения (и проката 1 показаны кривыми 7 и 8 на фиг. 2. Эти кривые аналогичны механическим характеристикам асинхронной электрической машины с массивным ротором.
Для разделения проката 1 включают Механизм 2 вращения, прокат 1 вращается со скоростью tWp . Резец 3 надрезает следующее место разделения проката 1, одновременно источники 5 и 6 возбузхдают вращающиеся магнитные поля, причем направление вращения обо их магнитных полей совпадает с направ лением враьчения проката 1, а скорость (We .вращения магнитного поля источника 5 выше, а скорость tw, вращения магнитного поля источника б ни же скорости U)p вращения проката 1. При этом в разделяемых частях 1А и 1 действуют равные по величине, но про тивоположно направленные скручивающи моменты Mr и М, разделяющие прокат 1 по надрезу 4, Причем источник 5, скорость CWy вращения магнитного поля которого выше скорости Wp вращения проката, потребляет электроэнергию из сети для создания вращающегоI , а источник б, скорост ся момента М вращения магнитного поля которого ниже скорости U)p вращения проката 1 работает в режиме генератора, т.е. отдает электроэнергию в сеть, создавая тормозной момент 11 (, в разделяемой части 1Б проката. В зависимости от разности скорости isp вращения проката и скоростей и и ш вращаю щихся магнитных полей, т.е. от величины скольжения зависят величины скр чивающих моментов в разделяемых частях и величина электрического тока, потребляемого источником 5 из сети. При скорости и;р вращения проката, соответствующей величине критического скольжения, скручивающие моменты имеют максимальное, а ток, пот ребляемый из сети источником 5, мень шее значение, чем при неподвижном прокате.. После разделения проката 1 источн ки 5 и 6 обестачиваются, резец 3 отходит от проката 1, выдвигается на нужную длину прокат 1. Дальнейшее происходит аналогично. Скручивающие моменты в разделяемых частях проката не оказывают влияния на процесс надреза следующего места разделения проката, так как они одинаковы по величине и противоположно направлены. Энергия, необходимая для вращения проката, во много раз меньше энергии, необходимой для разделения проката. Предлагаемый способ разделения проката позволяет снизить затраты электроэнергии, потребной для разделения проката. Формула изобретения Способ разделения проката, включающий нанесение на прокат надреза и наложение на него по обе стороны относительно плоскости нанесенного надреза вращающихся магнитных полей, отличающийся тем, что, с целью повышения экономичности процесса разделения за .счет снижения затрат электроэнергии, в процессе наложения на прокат вращающихся магнитных полей осуществляют вра щение проката, направление вращения магнитных полей устанавливают совпадающим с направлением вращения проката, при этом угловая скорость вращения одного из магнитных полей выше угловой скорости вращения проката, а угловая скорость вращения другого магнитного поля ниже угловой скорости вращения проката. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 282026, кл. В 23 D 23/04, 1.964
