Изобретение относится к обработке металлов давлением, в частности к способам разделения заготовок круглого сечения на отрезки для последующей обработки (прокатной, прессованием) или изготовления деталей. Наиболее эффективно может быть использовано при разделении заготовок круглого сплошного сечения.
Известен способ разделения заготовок любого сечения, в том числе и сплошного круглого, при котором зубчатому пильному диску сообщают вращение вокруг его оси и поперечную подачу относительно разрезаемой заготовки до полного ее разрезания.
Недостатком известного способа являются большие отходы металла в стружку, объем которых пропорционален площади поперечного сечения заготовки и толщине зубчатого пильного диска, что особенно нерационально при разделении заготовок на короткие отрезки для последующего изготовления из них деталей типа гильз, муфт трубопроводов, колец подшипников, бандажей колес.
Известен способ разделения заготовок круглого сечения, преимущественно труб, при котором заготовку надрезают на глубину, равную толщине стенки трубы путем вращения вокруг нее холостых гладких заостренных режущих дисков с сообщением им радиальной подачи.
Этот способ применительно к разделению труб может быть отнесен к малоотходной технологии, так как при его использовании в стружку уходит незначительная часть металла, что связано с необходимостью удаления образующегося на внутренней поверхности трубы заусенца.
Недостатком этого способа является ограниченность его технологических возможностей из-за невозможности использования его для поперечного разделения заготовок круглого сплошного сечения, что обусловлено необходимостью прохождения режущих дисков при обкатке за геометрический центр заготовки, а при числе дисков больше одного - неизбежна поломка дисков.
Использование при обкатке всего одного гладкого заостренного режущего диска, как показывают лабораторные испытания, при приближении периферии диска к центральной части заготовки приводит к отклонению торцевых поверхностей от направления перпендикулярного оси заготовки, при этом торцы разрезаемой заготовки по обеим сторонам режущего диска начинают приобретать биконическую форму с вершиной, обращенной к диску. Такая форма торцов полученных отрезков заготовки требует дальнейшей торцовки для последующего изготовления из них деталей, что приводит к потерям металла в стружку и увеличению трудозатрат на дополнительную операцию.
Наиболее близким по технической сущности и достигаемому результату к заявленному техническому решению является способ разделения заготовок круглого сечения, в частности труб, при котором заготовку надрезают путем вращения вокруг нее холостых гладких заостренных режущих дисков с сообщением им радиальной подачи, а затем скручивают одну часть заготовки относительно другой, при этом перед скручиванием режущие диски выводят из надреза за пределы заготовки, после чего передают надрезанную заготовку в позицию скручивания.
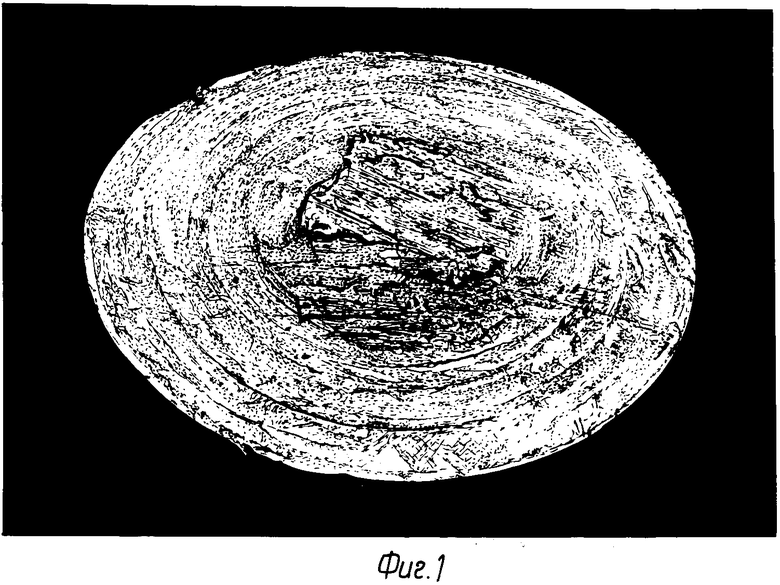
Использование в способе комбинаций операций надреза тела заготовки на определенную глубину (меньшую, чем та, при которой начинает образовываться коническая форма торцов) и последующего скручивания позволяет разделить заготовку круглого сплошного сечения на отрезки. Однако перпендикулярность торцов полученных отрезков по отношению к оси заготовки и в этом случае не обеспечивается, особенно при разделении заготовок из пластичных материалов (например, алюминий, латунь, медь и другие цветные металлы и сплавы). Как показали специальные исследования этого способа для разделения заготовок круглого сплошного сечения, на торцах получаемых отрезков имеются рванины, выпукло-вогнутые участки (фиг. 1), что не позволяет использовать полученные отрезки для последующего прессования из них деталей без предварительной дополнительной механической обработки торцов со снятием стружки.
Цель изобретения - повышение качества торцов и снижение отходов металла в обрезь.
Это достигается тем, что в способе разделения заготовок круглого сечения, включающем надрезание заготовки путем обкатки вокруг нее холостых гладких заостренных режущих дисков и сообщения им радиальной подачи, а затем скручивание одной части заготовки относительно другой, скручивание осуществляют одновременно с воздействием на заготовку в радиальном и осевом направлениях режущих дисков в момент нахождения их между разделяемыми частями заготовки на заданной глубине надреза.
Способ поясняется фиг. 1,2,3.
На фиг. 2 представлена принципиальная схема осуществления способа.
На схеме приняты следующие обозначения: 1,2 - разделяемые части заготовки; 3 - неподвижный зажим; 4 - поворотный зажим; 5 - режущие диски; Р - усилия радиальной подачи режущих дисков; Т - осевые усилия; Мкр - крутящий момент; N1 и N2 - усилия зажима соответствующих частей заготовки; Д - наружный диаметр заготовки; h - глубина надреза; d - диаметр центральной скручиваемой части заготовки; R - радиус режущего диска; n - частота вращения осей диска при обкатке; S - радиальная подача.
Способ разделения заготовок круглого сечения заключается в том, что заготовку надрезают на глубину, ограниченную образованием конической формы торцов, путем обкатки вокруг нее холостых гладких заостренных режущих дисков, режущие диски не выводят из надреза, а оставляют их на заданной глубине и начинают скручивать одну часть заготовки относительно другой, продолжая воздействовать на центральную часть заготовки в радиальном направлении, а на разделяемые части - в осевом направлении, заменяя чистое скручивание на скручивание в условиях сложно-напряженного состояния, что обеспечивает получение поверхностей раздела более четкой без рванин и выпукло-вогнутых участков.
Экспериментальная проверка подтвердила, что качество торцевых поверхностей полученных отрезков не требует торцовки их со снятием стружки перед дальнейшим прессованием.
П р и м е р. Заготовку диаметром Д 215 мм из алюминия зажимают часть 1 в неподвижном зажиме 3 и надрезают на глубину h 75 мм путем обкатки с частотой вращения n 120 об/мин холостыми гладкими заостренными режущими дисками и сообщения им радиальной подачи S= 2 мм за один оборот. Диски 5 имеют радиус R 300 мм и выполнены с двусторонней заточкой. После надрезки на глубину h 75 мм, т. е. когда диметр d центральной скручиваемой части станет равным 65 мм, отрезаемую часть 2 заготовки зажимают поворотным зажимом 4, а затем часть 2 заготовки скручивают относительно части 1 в положении, при котором режущие диски 5 находятся между разделяемыми частями 1 и 2 заготовки на заданной глубине надреза h 75 мм и продолжают воздействовать в радиальном и осевом направлениях. При этом усилия Р радиальной подачи режущих дисков составляют 100 кН (10 тс), а крутящий момент Мкр составляет 3000 НМ (300 кгс. м). При повороте части 2 относительно части 1 заготовка разделяется. Благодаря созданию при разделении заготовки сложного напряженного состояния за счет одновременного воздействия трех силовых факторов плоскость разделения (торцевые поверхности отрезков) оказывается перпендикулярна оси заготовки и торцы не имеют дефектов типа рванин или выпукло-вогнутых участков (фиг. 3). Для последующего прессования из полученных отрезков не требуется дополнительной обработки торцов со снятием стружки. (56) Авторское свидетельство СССР N 846135, кл. В 23 D 21/04, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО СЕЛЕКТИВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТОЧНУЮ ОСНОВУ В ВАКУУМЕ | 1992 |
|
RU2019573C1 |
| Способ получения полосы для цинкографского клише | 1991 |
|
SU1822367A3 |
| Способ прямого прессования изделий | 1989 |
|
SU1690879A1 |
| Отрезной автомат | 1983 |
|
SU1117152A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОФОРМОВОЧНОГО СТАНА | 1992 |
|
RU2050996C1 |
| Вытягивающее устройство машины непрерывного литья | 1990 |
|
SU1752498A1 |
| Способ получения сплавов на основе меди из вторичного сырья | 1992 |
|
SU1836473A3 |
| Способ изготовления полых профилей | 1975 |
|
SU596320A1 |
| Способ производства сварных прямошовных труб | 1990 |
|
SU1754259A1 |
| Индукционная канальная печь | 1992 |
|
SU1836613A3 |


Изобретение относится к способам разделения заготовок круглого сечения на отрезки для последующей обработки. Сущность изобретения: эффект достигается благодаря созданию при разделении заготовки сложного напряженного состояния за счет одновременного воздействия трех силовых участков. Скручивание осуществляют одновременно с воздействием на заготовку в радиальном и осевом направлениях. 3 ил.
СПОСОБ РАЗДЕЛЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ, включающий надрезание заготовки путем обкатки вокруг нее холостых гладких заостренных режущих дисков и сообщения им радиальной подачи, а затем скручивание одной части заготовки относительно другой, отличающийся тем, что, с целью повышения качества торцев и снижения отходов металла в обрезь, скручивание осуществляют одновременно с воздействием на заготовку в радиальном и осевом направлениях режущих дисков в момент нахождения их между разделяемыми частями заготовки на заданной глубине надреза.
