Предлагается способ повышения производительности прессов для склейки деревянпых конструкций, состоящий в том. что прессы используются лишь для давления, а выдержпваиие склеенных конструкций до :}атвердения клея производится вне пресса Б струбцинах, в которых применяются диагональные тяжи, устанавливаемые одновременно с основными во время нахождения деталеГ в прессе. В завпспмостн от температуры в цеху балочные конструкции выдер-киваются в прессе от 6 до 12 час., а гнутые блоки арочных конструкций 24-48 час.
Такая длптельпая выдержка, помимо снижения пронзводительпосги, требует дополнительных затрат по отоплению помендения И др., а также больших производственных площадей па един1щу продукции.
предлагаемо.му же епособу срок нахо/кдения пакета в пресее сокращается до 15-30 мин.
Этот способ может найти применение при. ск.чейке деревянных конструкций и фанеры.
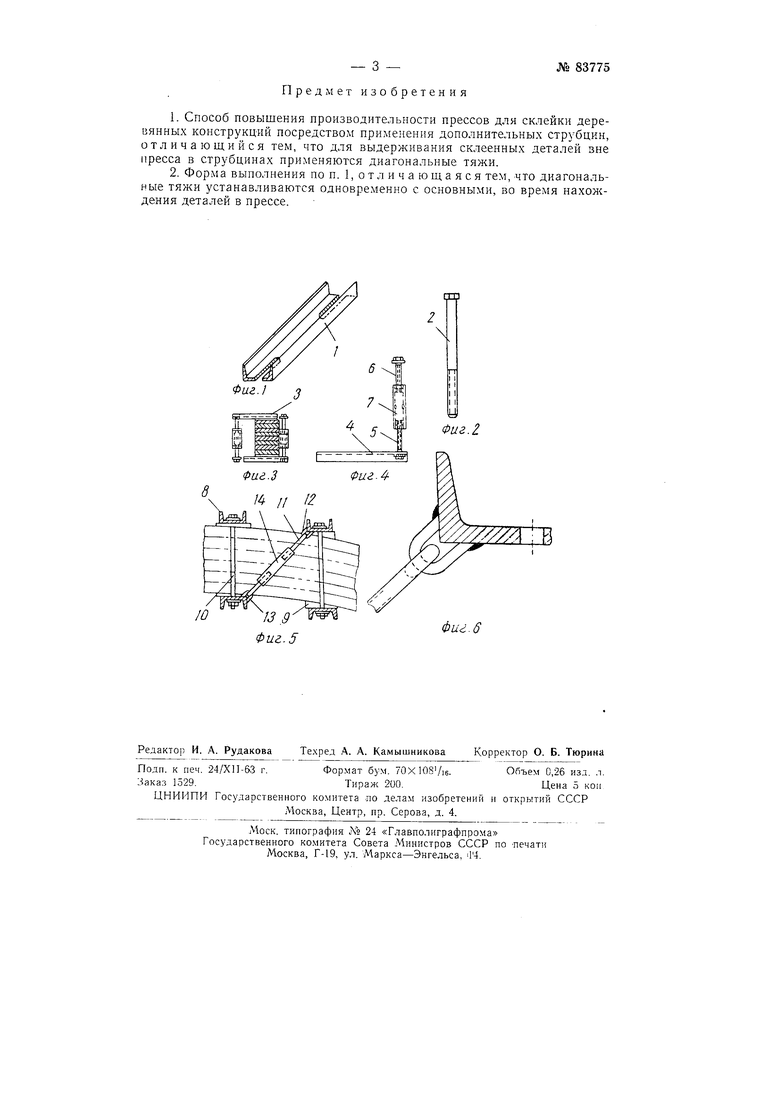
На фиг. 1-2 изображены струбцины одного типа; на фиг. 3-4 - струбцины второго типа; па фиг. 5-6 - вид панели струбцин при склейке криволинейных элементов.
Струбцины первого типа (фиг. 1-2) состоят из двух швеллеров / № 10 длиной 400 мм и двух болтов 2 с шайбами диаметром 25 мм, вставляе.мых в прорезп швелл,.ров. Длина бо.чтов еоответствует высоте склеиваемых пакетов.
Струбцины второго типа (фиг. 3-4) состоят из двух Г-образных элементов 3, каждый из которых состоит из швеллера 4 Х° 10 длиною 320 мм и приваренного к нему болта, состояшего из двух частей 5 и 6,
№ 83775 12 имеющих правую и левую резьбу п соединенных между собой стяжной муфтой 7. Последняя представляет собой отрезок толстостенной трубы с вваренным в нее с обоих концов гаГпоми. В стенке трубы в середине ее длины имеются 4 или 6 отверстнй, в которые вставляется штырь для завертыван.ия болта.
Применение иредлагаемых струбцин наиболее целесообразно в сочетании с нростейшим прессом, например, одно- или двухсекционным пневматическим шланговым, имеюшим большое распространение для изготовления клеевых элементов пакетного сечения.
На консоли пресса устанавливают швеллера струбцин I типа или Г-образные элементы струбцин II тина.
Сборка-п-акета производится путем последовательной укладки намазанных клеельдосок на швеллера струбцин.
По окончании сборки всего пакета поверх его против нижних швеллеров укладываются верхние швеллера при струбцинах I типа или же вставляются вторые Г-образные элементы при струбцинах И типа.
Запрессовка пакета с установлен 1ы.чи элементами струбцин производится прессом, причем для предотвращения врезки полок верхних швеллеров в нижнюю доску пулаги пресса в соответствующих местах последней привинчены металлические планки.
После обжатия прессом пакета в прорези швеллеров струбцин вставляются болты и производится очень незначительная в 2-3 оборота подвертка гаек.
Если же работа производится со струбцинами II типа, то после обжатия остается только подвернуть на 2- -3 оборота стяжные муфты болтов.
Последняя операция зак.почается в изв.течении пакета запрессованного уже в струбцинах из пресса путе.м выпуска воздуха из шланга и передвижки пакета по ро.тикам на специальны верстак для выстаивания до схватываиия клея.
Таким образом, пресс занимается приблизительно на 30 мин., считая 15 мин. на сборку пакета, 10 мин. на завертьпзание болтов струбцин и 5 мин. на извлечение пакета из пресса.
При склейке криволинейных эле. пакет, обжатый прессом, стягивается дополнительными диагонал1 ными тяжами (фиг. 5--6).
В этом случае сборка пакета производится с гнутьем досок, намазанных клеем по нижни.м швеллерам струбцин, закре 1ленным в секции пресса.
К швеллерам 8 прикреплены кли;1овидные бобышки 9 (желател1;но из древесины твердых пород), что позволяет расно.1агать струбцины также вертикально, а не радиально, что весьма затруд11ител15но выполнить конструктивно.
По окончании сборки пакета и подтяжки тяжей 10, соединяюш,их швеллера струбцин, устанавливаются специальньге (диагональные) тяжи У/. Последние устанав.чиваются лип:ь в к шйних пане.лях.
Диагональные тяжи в точках 12-,3 прик1пч1,тены к швел.пера.м шарнирно; в середине они имеют стяжные муфты 14, регулируюш-ие длину и подтягивающие диагональные тяжи пхтем в))аи;ения муфты вставнЫдМ отрезко.м круглого же.теза.
Сборка пакета может также производиться вне пресса, что у.меньшит срок загрузки пресса до 15 мин и еще больше повысит его производительность.
Предмет изобретения
1.Способ повышения производительности прессов для склейки деревянных конструкций посредством применения дополнительных струбцин, отличающийся тем, что для выдерживания склеенных деталей вне пресса в струбцинах применяются диагональные тяжи.
2.Форма выполнения по п. 1,отличающаяся тем, что диагональные тяжи устанавливаются одновременно с основными, во время нахождения деталей в прессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ КРЕПЛЕНИЯ КАМЕННЫХ СТЕН ЗДАНИЯ | 2014 |
|
RU2578132C1 |
| Деревянные шлюзные ворота | 1932 |
|
SU30624A1 |
| Узел опирания колонны на основание | 1981 |
|
SU949099A1 |
| СПОСОБ СТРОИТЕЛЬСТВА ЗДАНИЯ С ИСПОЛЬЗОВАНИЕМ УГЛОВЫХ СТЕНОВЫХ ПАНЕЛЕЙ И КОНСТРУКЦИЯ НЕСУЩЕЙ УГЛОВОЙ СТЕНОВОЙ ПАНЕЛИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2585316C1 |
| СОРТИМЕНТОВОЗНЫЙ КРАН-МАНИПУЛЯТОР | 1996 |
|
RU2124447C1 |
| СПОСОБ УСИЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308584C2 |
| ТРЕХШАРНИРНАЯ РАМА ДЛЯ СЕЙСМОСТОЙКОГО СТРОИТЕЛЬСТВА | 2012 |
|
RU2490405C1 |
| ДЕРЕВЯННАЯ БАЛКА | 2016 |
|
RU2633721C1 |
| Способ сборки аккумуляторного модуля | 2022 |
|
RU2801687C1 |
| Способ сборки металлодеревянных треугольных двухшарнирных распорных конструкций | 1986 |
|
SU1423714A1 |
Фиг.4//
рзз
У Фиг. 2.
Фиг 6
