(54) СПОСОБ В. И. НЕСТЕРЕНКО ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ
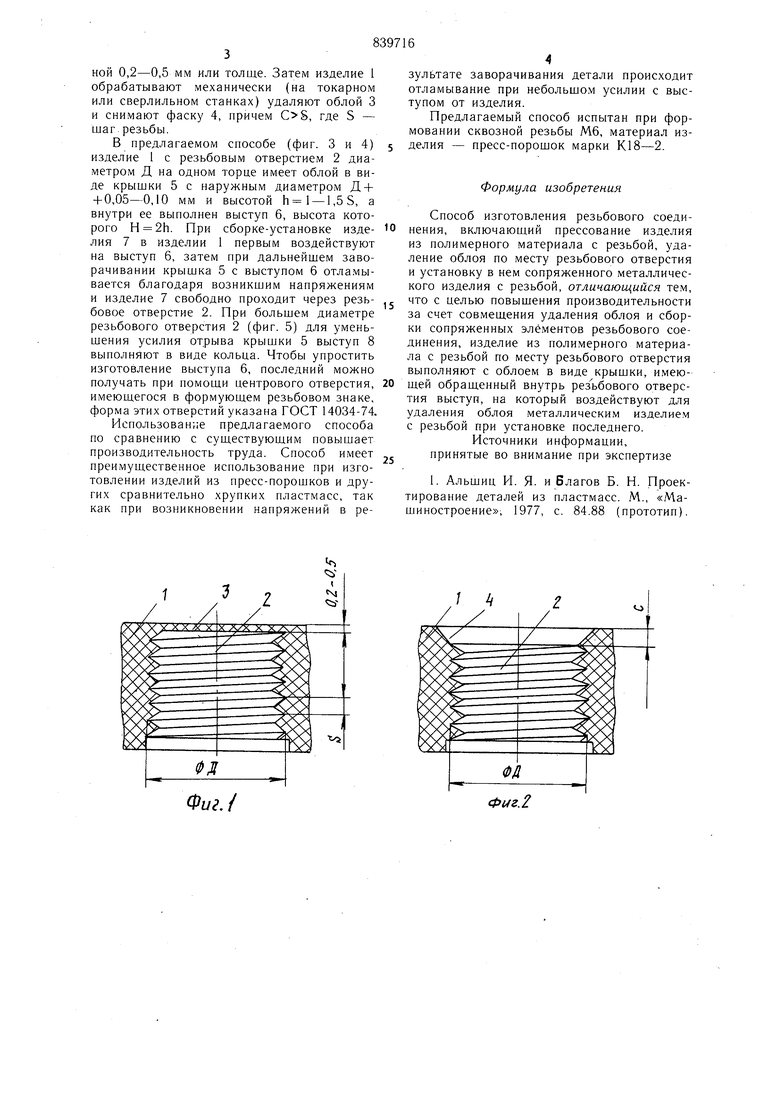
ной 0,2-0,5 мм или толще. Затем изделие 1 обрабатывают механически (на токарном или сверлильном станках) удаляют облой 3 и снимают фаску 4, нричем , где S - шаг резьбы.
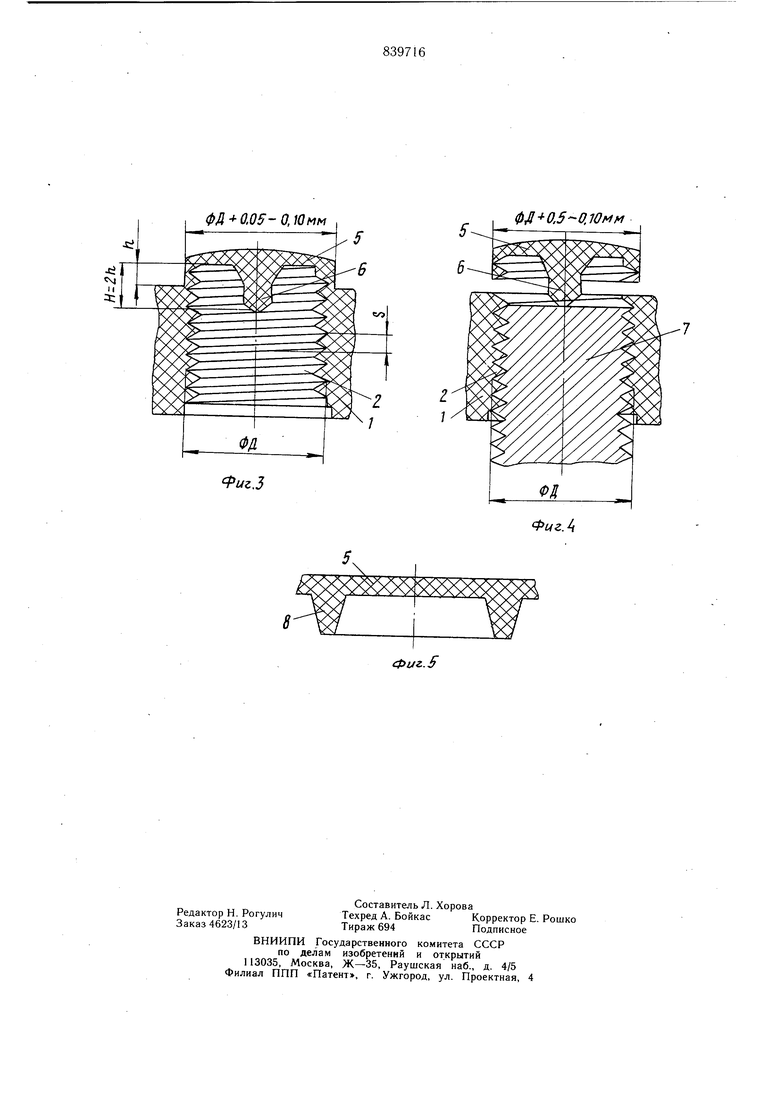
В предлагаемом снособе (фиг. 3 и 4) изделие 1 с резьбовым отверстием 2 диаметром Д на одном торце имеет облой в виде крышки 5 с наружным диаметром Д-f 4-0,05-0,10 мм и высотой - 1,5S, а внутри ее выполнен выступ 6, высота которого H 2h. При сборке-установке издеЛИЯ 7 в изделии 1 первым воздействуют на выступ б, затем при дальнейшем заворачивании крышка 5 с выступом 6 отламывается благодаря возникшим напряжениям и изделие 7 свободно проходит через резьбовое отверстие 2. При больше.м диаметре резьбового отверстия 2 (фиг. 5) для уменьшения усилия отрыва крышки 5 выступ 8 выполняют в виде кольца. Чтобы упростить изготовление выступа 6, последний можно получать при помоши центрового отверстия, имеющегося в формующем резьбовом знаке, форма этих отверстий указана ГОСТ 14034-74.
Использование предлагаемого способа по сравнению с существующим повышает производительность труда. Способ имеет преимущественное использование при изготовлении изделий из пресс-порощков и других сравнительно хрупких пластмасс, так как при возникновении напряжений в результате заворачивания детали происходит отламывание при небольшом усилии с выступом от изделия.
Предлагаемый способ испытан при формовании сквозной резьбы Мб, материал изделия - пресс-порошок марки К18-2.
Формула изобретения
Способ изготовления резьбового соединения, включающий прессование изделия из полимерного материала с резьбой, удаление облоя по месту резьбового отверстия и установку в нем сопряженного металлического изделия с резьбой, отличающийся тем, что с целью повышения производительности за счет совмещения удаления облоя и сборки сопряженных элементов резьбового соединения, изделие из полимерного материала с резьбой по месту резьбового отверстия выполняют с облоем в виде крыщки, имеющей обращенный внутрь рез1 бового отверстия выступ, на который воздействуют для удаления облоя металлическим изделием с резьбой при установке последнего. Источники информации,
принятые во внимание при экспертизе
1. Альшиц И. Я. и Благов Б. Н. Проектирование деталей из пластмасс. М., «Мащиностроение, 1977, с. 84.88 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с резьбовых пластмассовых деталей | 1980 |
|
SU927520A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Способ изготовления полых деталей с внутренним оребрением и устройство для его осуществления | 1991 |
|
SU1782182A3 |
| ВИНТОВОЙ ЗАТВОР ДЛЯ ГЕРМЕТИЧНОЙ УКУПОРКИ СОСУДОВ | 1992 |
|
RU2033950C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ НАСЫПНЫХ ГРУЗОВ | 1991 |
|
RU2043274C1 |
| Инструмент для удаления облоя с пластмассовых изделий | 1980 |
|
SU876466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| ПРОБКА ЗАЛИВНОЙ ГОРЛОВИНЫ ТОПЛИВНОГО БАКА АВТОМОБИЛЯ (2 ВАРИАНТА) | 2006 |
|
RU2312775C1 |
Фиг,/
/
Фиг.2
фД + 0.05-0,Юмм
игЗ
.,10М(
