(5) УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С РЕЗЬБОВЫХ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с пластмассовых деталей | 1986 |
|
SU1323403A1 |
| Инструмент для удаления облоя с пластмассовых изделий | 1980 |
|
SU876466A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для удаления облоя с полимерных эластичных изделий | 1982 |
|
SU1121149A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Абразивный инструмент | 1987 |
|
SU1426768A1 |
| Устройство для зачистки облоя с пластмассовых деталей | 1980 |
|
SU937188A2 |
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Устройство для снятия облоя с арматуры пластмассовых деталей | 1980 |
|
SU903154A1 |
I
Устройство относится к переработке полимерных материалов и может быть использовано при обработке резьбы на пластмассовых деталях.
Известен инструмент для обрезки выступов, заусенцев и других дефектов с поверхности выполненный в виде держателя со съемным лезвием (jj.
Однако этот инструмент может быть использован для обработки изделий только из эластичных материалов, например, резин и при этом обработка производится вручную.
Наиболее близким к изобретению является устройство для удаления облоя с рерьбовых пластмассовых деталей, включающее оправку с закрепленными на ней обрабатывающими элементами, режущие кромки которых расположены с шагом, соответствующим шагу обрабатываемой резьбы i2..
К недостаткам данного устройства относится то, что снятие облоя производится вручную для качественного
СНЯТИЯ облоя необходимо плотно поджимать инструмент к обрабатываемой резьбовой поверхности пластмассовой детали , режущие кромки инструмента быстро тупятся, это приводит к тому, что режущая кромка инструмента сминает облой на резьбовой поверхности и не полностью удаляет его, если де тали изготовлены из термореактивных пластмасс, таких как АГ-4, В, ДСВ, фенопласты, облой, получающийся на резьбе детали, обладает достаточно высокой прочностью и к инструменту необходимо прикладывать значительные усилия, что может привести к срыву инструмента с детали и повреждению . резьбовой поверхности детали,
Цель изобретения является повышение производительности труда и улучшение качества обработки.
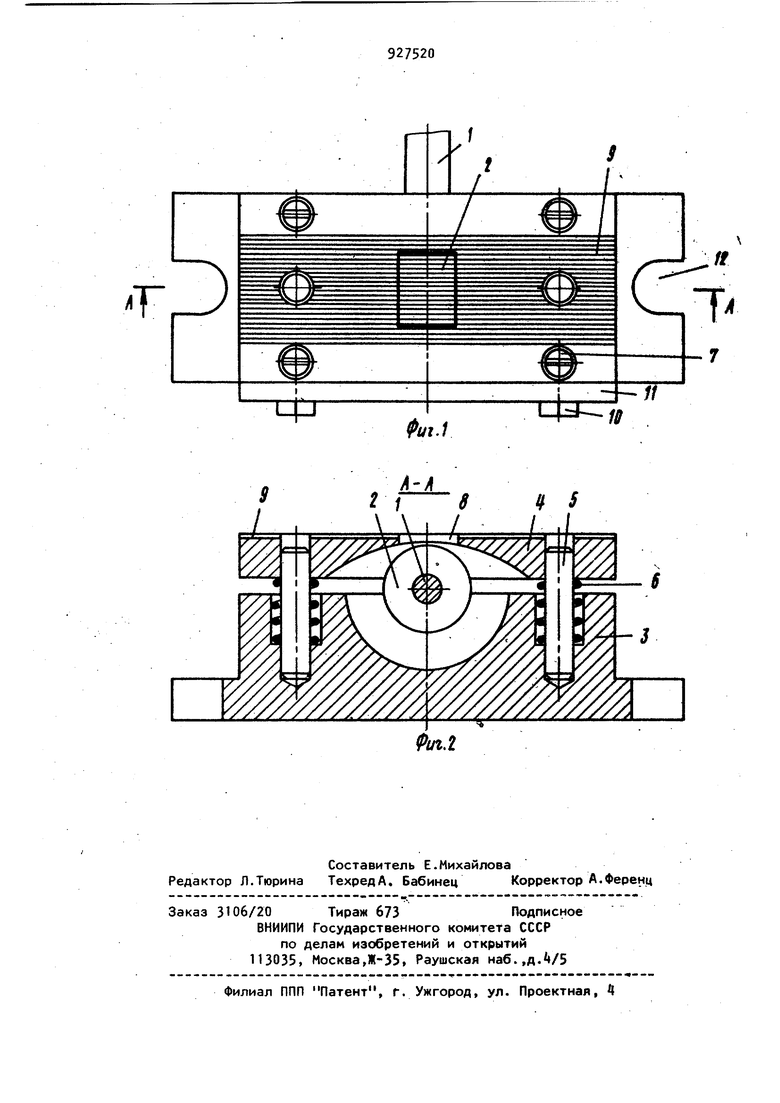
Цель достигае.тся тем, что устройство для удаления облоя с резьбовых пластмассовых деталей, включающее оправку с закрепленными на ней обрабатывающими элементами, режущие кромки которых расположены с шагом, соответствующим шагу обрабатываемой резьбы, снабжено корпусом и расположенной над ним подпружиненной планкой , имеющей окно в центре и продольные пазы на верхней поверхности по резьбу детали,при этом обрабатывающие элементы выполнены в виде набора фрез, размещенных в корпусе под окном планки На фиг. 1 изображено предлагаемое устройство, вид сверху, на фиг.2 разрез А-А на фиг. 1. Устройство для удаления облоя с резьбовых пластмассовых деталей вклю чает оправку 1 с закрепленными на ней обрабатывающими элементами в виде набора фрез 2, режущие кромки которых расположены с шагом, соответ ствующим шагу обрабатываемой резьбы. Оправка 1 смонтирована в корпусе 3 и закреплена в шпинделе горизонтальнофрезерного станка (не показан). Над корпусом 3 установлена планка 4 на колонках 5 и подпружинена пружиной 6 В верхнем положении планка k фиксиру ется винтами 7. Планка 4 имеет сквоз ное окно 8 в центре и продольные пазы 9 под резьбу детали. К корпусу 3 винтами 10 прикреплена планка 11 , служащая для ограждения рабочей зоны. Для крепления устройства к столу горизонтально-фрезерного станка в основании корпуса 1 имеются паз 12. Устройство на столе станка устанавливается так, чтобы пазы на верхней поверхности планки А совпадали с пазами на собранном пакете фрез 2. Удаление облоя с резьбовой поверх ности детали производится следующим образом. Деталь устанавливается на пленку k так, чтобы выступы на резьбовой по верхности детали попали в пазы на планке А и облой на резьбовой поверх ности детали по линии разъема матрицы пресс-формы помещался в окно 8 планки . Деталь поджимается к план904 ке 4 и при этом перемещается вместе с ней вертикально вниз в направлении вращающегося пакета фрез 2, при этом производится возвратно-вращательное движение детали вокруг оси резьбовой поверхности. Пакет фрез 2 срезает облой на резьбовой поверхности детали. Обработанная деталь снимается с планки 4, при этом планка t под действием пружин 6 возвращается в исходное положение. Использование изобретения позволяет механизировать операцию снятия облоя с резьбовой поверхности пластмассовых деталей, улучшить качество обработки резьбовой поверхности. Выполнение верхней планки , на которую устанавливается обрабатываемая деталь, плоской позволяет удалять облой с деталей разного диаметра с одним и тем же шагом резь бы. Формула изобретения Устройство для удаления облоя с резьбовых пластмассовых деталей, включающее оправку с закрепленными на ней обрабатывающими элементами,режущие кромки которых расположены с шагом соответствующим шагу обрабатываемой резьбы, отличающееся тем, что, с целью повышения производительности труда и улучшения качества обработки, устройс во снабжено корпусом и расположенной над ним подпружиненной планкой, имеющей окно в центре и продольные пазы на верхней поверхности под резьбу детали, при этом обрабатывающие элементы выполнены в виде набора фрез, размещенных в корпусе под окном планки. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании №1 81903, кл. В 29 С 17/12, опублик. 19772.Авторское свидетельство СССР ff , кл. В 29 С 17/12, 1975 (прототип).
иг.2 5
