(54) СПОСОБ ОБРАБОТКИ ЗУБЧАТЕЛХ КОЛЕС И УСТРОЙСТВО ДЛЯ ОБРАЙОТКИ ЗУБЧАТЙС КОЛЕС
навкой, копирным пальцем установленным в корпусе и контактирующим с копирной канавкой, и переставным упором, входящим в продольный паз.
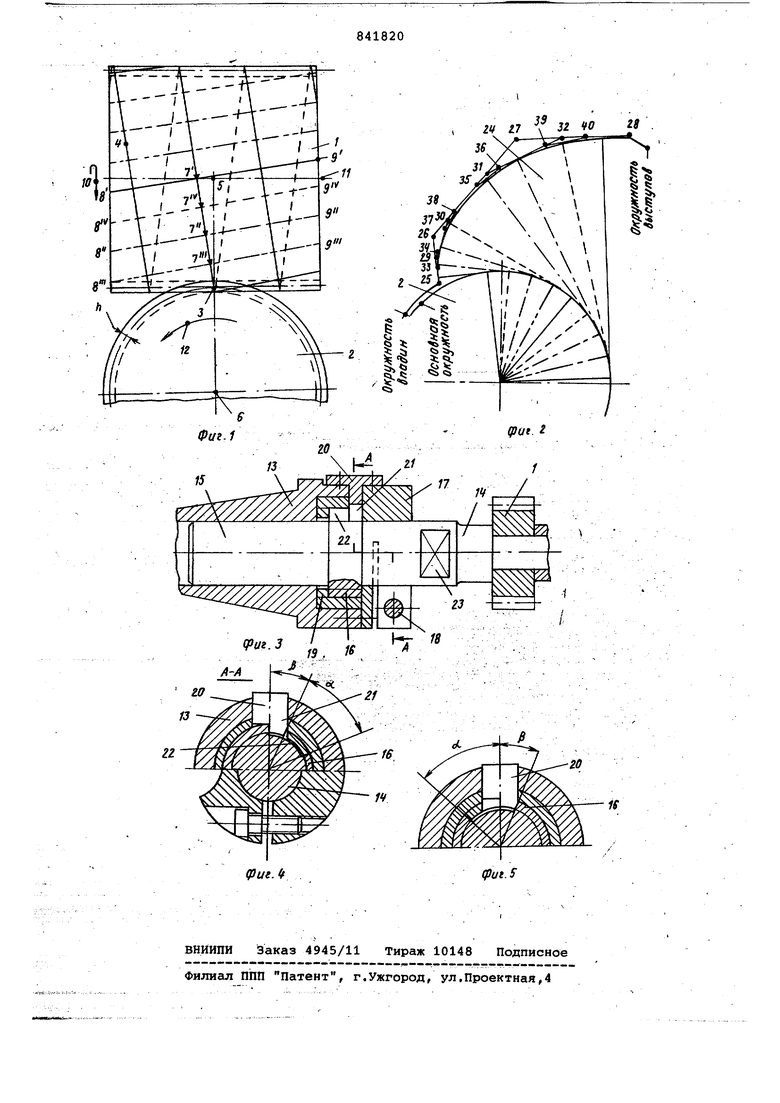
На фиг.1 изображена схема спосо фрезерования зубчатых колес; на фиг,2 - боковая поверхность зуба зубчатого колеса, получаемая после (при) фрезерования; на фиг.З - устройство для осуществления способа Фрезерования зубчатых колес, продольный разрез; на фиг.4 - разрез А-А на фиг.З (вза.имное положение копира и упора для первого прохода фрезерования); на фиг.5 - то -же, для второго прохода фрезерования.
Червячная Лреза 1 (фиг.1) , например, с четырьмя режущими канавками и условно с одним заходом относительно заготовки зубчатогоколеса 2 установлена на щпинделе зубофрезерного станка известным способом, посредством зуба 3, находящемся на винтовой линии 4 режущих зубьев инструмента, так, что ось симметрии зуба 3 совпадает с межосBbff.i перпендикуляром 5-6 червячная фреза - обрабатываемое зубчатое колесо, и тем самым винтовая линия 4 режущих зубьев червячной фрезы 1 занимает относительно межосевого перпендикуляра 5-6 сцентрированно положение, сохраняемое в процессе всего цикла фрезерован1 я зубьев колеса 2. Зуб червячной фрезы 1 следующий за зубом 3 на винтовой линии 4, находится на режущей канавке 8 - 9 . Червячная фреза 1 имеет вращение 10 вокруг своей оси 11 вращения, согласованное жесткой кинематической схемой зубофрезерного станка с вращением 12 обрабатываемого зубчатого колеса 2.
Червячная фреза 1 {фиг.З} уста- навливается и закрепляется на устройстве для осуществления способа фрезерования зубчатцх колес. Устройство, состоит из корпуса 13 для присоединения к шпинделю зубофрезерного станка, оправки 14, монтируемой в- корпусе 13 подвижно, посредством цилиндрического направляющего хвостовика 15 и несущей резьбовой копир 16, клеммного зажима 17 с винтом 18, установленного на корпусе 13 неподвижнс|, резьбовой втулки 19, выполняющ роль копирного пальца, и переставного упора 20, являкицегося торцовой шпонкой, исключающей проворот резьбовой втулки 19 в корпусе 13, входящего клиновидным концом 21 в продольный паз 22 рпраки 14. Копир 16 может быть выполнен как одно целое с оправкой 14 для повышения точности и уменьшения габаритов всего устройства и
имеет шаг резьбы, равныП шгчгу винговой линии 4 режущих зубьев червячной фрезы 1, и размеры, подогнанные по резьбе втулки 19 без люфта. .Клиновидный конец 21 упора 20 Гфиг.4} имеет угол fb, равный 4
360
углового шага
режущих канавок
Z(f.p
червячной фрезы 1, где число режущих канавок фрезы, и смещен в одну сторону до оси сш1метрии упоjpa 20. Продольный паз 22 оправки 1 имеет центральный угол, равный сумме углов ft + ai ( Ы.- угол, равный половине углового шага режущих, канавок фрезы), т.е.
.lEP 1 ЗЬО.З
360 I л .
2ФР а 2ФР 4. гфр
В совокупности продольный паз 22 оправки 14 и клиновидный конец 21 упора 20 при переустановке упора 20 с поворотом на 180 обеспечивают четыре фиксированных по углам положеция оправки 14 относительно корпуса 13. ;
Для первого прохода фрезерования зубьев колеса 2 оправку 14 при освобожденном зажиме 17 поворачивают в корпусе 13 КЛЮЧОМ) посредством двух лысок 23 под ключ так, чтобы копир 16 и упор 20 и соответствено продольный паз 22 оправки.14 и клиновидный конец 21 упора 20 заняли взаимноеисходное положение (фиг.4) и затягивают зажим 17 винтом 18, обеспечивая неподвижное крепление оправки 14 к корпусу 13. Исходное положение копира 16 и упора 20 (фиг.4) является предпочтительным именно для первого прохода фрезерования, так как в этом случае упор 20 может воспринимать и значительный крутясшй момент фрезерования. После этого производят центрирование червячной фрезы 1 на шпинделе зубофрезерного станка посредством зуба 3.
При фрезеровании зубьев на высоту h.(фиг.1) заготовка колеса 2 движется к оси 11 вра1:|ения червячной фрезы 1 с.радиальной подачей S до получения требуемого межосевого расстояния. После прекращения движения радиальной подачи S вращение 10 червячной фрезы 1 и вращение 12 обрабатываемого зубчатого колеса 2 продолжают до тех пор, пока не прекратится резание, обусловленное радиальным отжатием червячной фрезы. 1 или фрезеруемого зубчатого колеса 2. Затем прекращают вращение 10 червячной фрезы 1 и вращение 12 обрабатываемого колеса 2, не наруша жесткой кинематической связи между обрабатываемым зубчатым колесом 2 и щпинделем зубофрезерного станка. в котором крепится устройство с червячной фрезой 1. Так заканчивает ся первый проход фрезерования зубчатого колеса 2. в результате первого прохода фрезерования нарезаемый зуб 24 колеса 2 (фиг, 2) имеет боковую поверхности,-спрофилированную от окружности впадин до окружности выступов в среднем сечении колеса 2 в виде .ломаной линии 2526-27-28. Огранка профиля получается наибольшей величины и соответ ствует фрезерованию червячной фрезой с четырьмя канавками фрезы. Для второго прохода фрезеровани освободив, клеммный зажим 17, поворачивают оправку 14 посредством ключа до тех пор, пока копир 16 не дойдет до упора 20 со второй его стороны в положение, как показано на фиг.5, и закрепляют клеммным за жимом 17. Благодаря наличию копира 16 и неподвижной резьбовой втулки 19 оправка 14 смещается в корпусе по винтовой линии 4 и при этом производят смещение зубьев червячной фрезы 1, закрепленной неподви,жно.на оправке 14, также по винтовой линии 4 peжyl иx зубьев инструмента. При взаимном положении копира 16 и упора 20, как показало на фиг. 5, зуб 7 и режуг-дая канав ка, 8 - 9 займут на винтовой линии новое положение зуба 7 и канавки 8 (фиг.1), что при повороте на угол ot/соответствует увеличенирэ исла 2фррежуцих канавок Фрезы в 2 ра- iза, причем общее положение винтовой линии 4 всех режущих зубьев червячной фрезы 1 относительно межосевого перпендикуляра 5-6 остается неизменным. Смещение зубьев червячной фрезы 1 по винтовой линии 4 ее режущих зубьев производят при межосевом расстоянии, полу ченном после первого прохода фрезе рования, либо при увеличении межос вбго расстояния (отводе колеса 2) в зависимости от числа заходов и числа режущих канавок червячной фр зы. Для фрезерования червячной фре зе 1 сообщают вращение 10, согласо ванное той же жесткой кинематической связью с вращением 12 обрабаты ваемого зубчатого колёса 2, до тех пор, пока при мёжосевом расстоянии полученном при первом проходе фрезерования, не прекратится, резание по вершинам огранки профиля зуба 2 колеса 2. Затем прекращают вращени 10 и 12 так же, как при первом про ходе фрезерования, т.е. заканчивают второй проход фрезерования. В результате второго прохода фрезерования нарезаемый зуб 24.колеса 2 (фиг.2) получает на боковой поверхности резы 29-30 и 31-32. Огран ка профиля уменьшается и по величине соответствует такой огранке, которая получается при фрезеровании червячйбй фрезой, в 2 раза большее число режущих канавок фрезы. При числе режущих «анавок 5 и соответствующем числе зубьев обрабаты аемого зубчатого колеса второго прохода фрезерования огранка профиля зубьев колеса может не превышать допускаемых величин. Тогда второй проход фрезерования является последним и после него обработанному зубч.атому колесу сообщают движение для возвртгдения в исходное положение. Третий и четвертый проходы производят аналогично второму. В результате третьего парохода зуб 24 колеса 2 получает резы 33-34 и 35-36, а после четвертого 37-38 и 39-40. Формула изобретения 1.Способ обработки зубчатых колес инструментом типа червячной фрезы, согласно которому обрабатываемое колесо и инструмент, образующие собой винтовую пару, взаимно обкат ывают с использованием радиального возвратно-поступательного движения одного из элементов пары, причем в процессе возврата инструменту сообщают осевое смещение, ающийся тем, что с целью повышения качества и производительности обработки, в процессе возврата инструменту сообщают дополнительное поворотное вокруг собственной оси движение, кинематически связанное с его осевым смещением 2.Устройство для осуществления способа по П.1, в корпусе которого установлена оправка, 6 т л и ч а ю- щ е е с я тем, что на оправке выполнен продольный паз, а устройство снабжено установленной на оправке копирной системой с копиром, выполненным с винтовой канавкой, копирНЕЛМ пальцем, установленным в KbprtS c йс5нтакт рующйм с кОпИрной канавкой, и переставным упором, входящим в продольный паз. Источники информации, принять1ё во внимание при экспертизе 1. Справочник Производство зубчатых колес. Под ред. Б.А. Тайца. М., Машгиз, 1963, с.573-574.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки червячной фрезы | 1979 |
|
SU872078A1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1956 |
|
SU124636A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1994 |
|
RU2082568C1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |