Изобретение относитсй к контактно стыковой сварке и может.найти применение, преимущественно, при сварке изделий в полевых условиях или при сварке больших сечений, когда мощность питающей сети оказывается ограничивающим фактором.
Известна машина для контактной стыковой сварки труб оплавлением э полевых условиях, содержащая источни переменного тока, сварочные трансформаторы, датчик тока и датчик величины оплавления, выполненный в вид датчика пути. В качестве источника переменного тока может быть использовано сетевое напряжение или дизельгенераторная установка в полевых условиях l1 .
Недостатком известной машины для контактной стыковой сварки при использовании ,дизель-генераторной установки является высокая потребляемая мощность и неравномерность загрузки, так как дизель-генераторна установка, работающая непрерывно в течении всей рабочей смены, практически находится под номинальной на.грузкой не более 10% от всего рабочего времени. Остальное время - это нагрузка ниже номинальной и холостой
ход в паузах между сварками. Этот режим сокращает ресурс дизеля до первой полной переработки в два и более раза, что объясняется, в основном, интенсивным закоксованием распылительных форсунок и выхлопной системы. Кроме того, в известной машине для контактной стыковой сварки при питании ее как от сети так и
0 от дизель-генераторной установки отсутствует регулирование величины напряжения на нагрузке и используется постоянная частота импульсов, что при стыковой сварке непрерывным
5 оплавлением при работе на изменяющуюся нагрузку снижает термический КПД процесса.
Цель изобретения - повышение эффективности энергопитания путем сни0жения мощности источника переменного тока и его равномерной загрузки, а также повышения тепловой эффективности процесса оплавления путем регулирования величины и частоты питающего
5 сварочные трансформаторы напряжения.
Поставленная цель достигается тем, что машина для контактной стыковой сварки снабжена бдтареей аккумуляторов с датчиками заряда-разряда, выпрямительно-эарядным устрой0
ством и инвертором с блоком управления, при этом выпрямительно-зарядное устройство своим входом подключено к выходу источника переменного тока, а выходом - к батарее аккумуляторов и инвертору, выход lioторого подключен к сварочным трансформаторам, причем блок уп авления пОДйлючен « Датчику тока и датчику величина сплавления, а батарея аккумуляторов через датчики заряда-разряда - к выпрямитель-но-зарядному устройству и блоку управления инвертором. ,
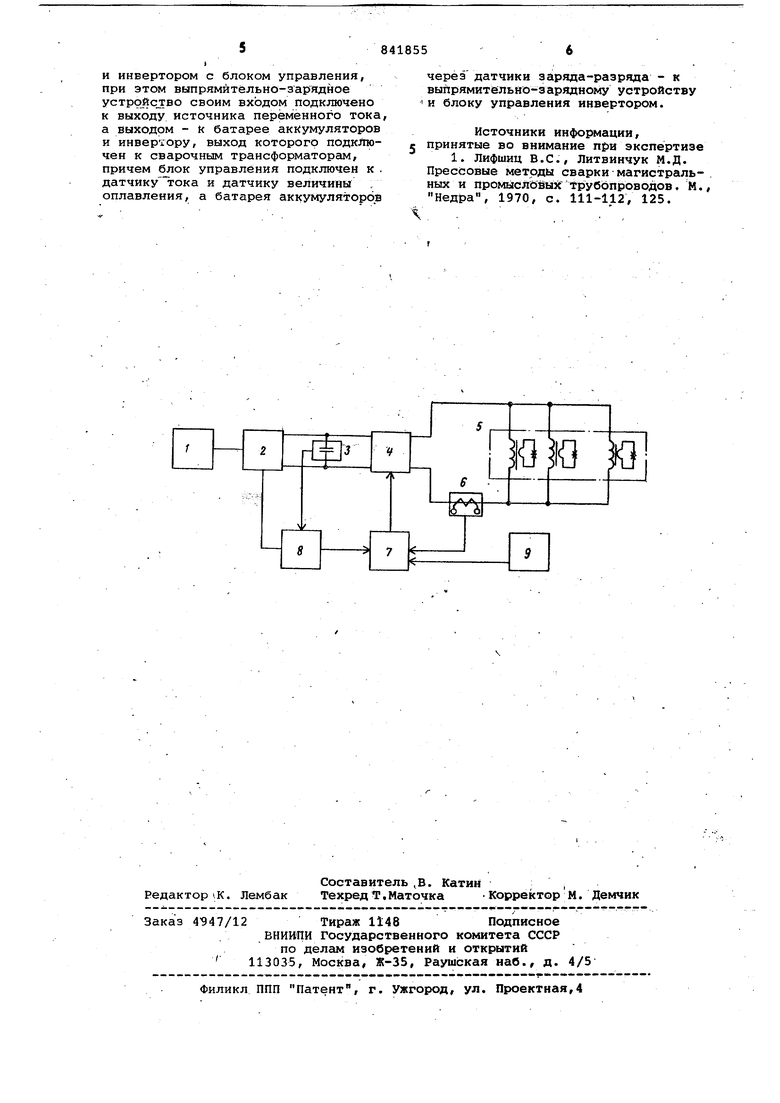
На чертеже представлена блоксхема предлагаемой машины.
Машина для контактной стыковой сварки содержит источник 1 переменного тока, который подключен к выпрямительно-зарядному устройству 2, выход которого подключен к батарее 3 аккумуляторов и инвертору 4. Инвертор 4 подключен к сварочным трансформаторам 5, при этом датчик б тока подключен к блоку 7 управления инвертором, который управляет частотой импульсов и величиной напряжения на выходе инвертора, а датчики 8 зарядаразряда подключены с одной стороны к батарее 3 аккумуляторов, с другой к выпрямительно-зарядному устройству 2 и блоку 7 управления инвертором. Датчик 9 величины оплавления, выполненный в виде датчика путей и установленный на подвижном зажиме сварочнОй машины, подключен к блоку 7 управления инвертором. .
Машина работает следующим образом.
В исходном состоянии батарея 2 аккумуляторов заряжена до номинальной емкости от источника 1 переменного тока через выпрямительно-зарядное устройство 2. Для проведения сварки включают блок 7 управления инвертором, который на выходе начинает генерировать управляющие сигналы, например импульсы напряжения,заданной частоты для управления коммутирующими устройствами инвертора 4, например тиристорами.Инвертор. 4 преобра зует постоянное на.пряжениё батареи 3. аккумуляторов и переменного напряжения на сварочные трансформаторы 5.
Электрическая энергия, -необходимая ля сварки, слагается в машине из энергии, запасенной в аккумуляторной батарее 3, и энергии, потребляемой епосредственно от источника 1 переенного тока через выпрямительно-, зарядное устройство 2,при этом пер-. вая составляющая энергия является большей.Во время каждой очередной варки батарея 3оккумуляторов часично разряжается, но в паузу между сварками,, которая, как правило, боль е времени сварки, батарея 3 аккумуяторов компенсирует.потерянную емкость, подзаряжаясь от источника
1 переменного тока через выпрямительно-зарядное устройство 2 .
Задавая разную частоту импульсам на выходе блока 7 управления инвертором, можно изменять частоту напряжения, питающего сварочные трансформаторы 5, причем производить изменение частоты в процессе сварки по заданной программе в зависимости от вёлйчины оплавления, которая фиксируется датчиком 9 величины оплавления. Изменяя скважность импульсов напряжения на выходе инвертора 4, можно изменять также и выходное напряжение в процессе сварки по заданной программе. . ,
Датчик б тока обеспечивает стабильное протекание сварки, например, выдавая сигналы блоку 7 управления инвертором, при этом блок 7 управления изменяет.на выходе инвертора 4 либо частоту питающего напряжения, либо его величину.
Датчики 8 заряда-разряда батареи 3 аккумуляторов являются контрольными устройствами и обеспечивают надежную работу. Они фиксируют состояние каждого аккумулятора батарее, выдавая команду на отключение выпрямительно-зарядного устройства 2 при заряде до номинешьной емкости, а Также команду в блок 7 управления инвертором для прекращения разряда, если батарея по каким-либо причинам . разрядилась полностью.
Применение предлагаемой машины для стыковой сварки труб в полевых условиях позволяет значительно поднять эффективность источника питания и термический КПД процесса, причем первое за счет снижения установленной .мощности дизель-генератора и более равномерной его загрузки,а второе за счет управления питающим сварочные трансформаторы напряжением и выходной частоты.
изобретения
Формула
Машина для контактной стыковой сварки, преимущественно труб в полевых условиях, содержащая источник переменного тока, сварочные трансформаторы, датчик тока и датчик величины оплавления, выполненный в виде датчика пути, отличающаяся тем, что, с целью повышения эффективности энергопитания путем снижения мощности источника переменного тока установки и его равномерной загрузки, а также повышения тепловой эффективности процесса оплавления путем регулирования величины и частоты питакзщего сварочные трансформаторы напряжения, машина снабжена батареей аккумуляторов с датчиками заряда-разряда, выпр митёльно-зарядным устройством
и инвертором с блоком управления, при этом выпрямйтельно-заридйое устройство своим входом подключено к выходу источника переменного тока, а выходом - к батарее аккумуляторов и инвертору, выход которого подключен к сварочным трансформаторам, причем бЛок управления подключен к . датчику тока и датчику величины оплавления, а батарея аккумуляторов
через датчики заряда-разряда - к выпрямительно-заридному устройству и блоку управления инвертором.
Источники информации, принятые во внимание при экспертизе
1. Лифшиц B.C., Литвинчук М.Д. Прессовые методы сварки магистральных и промысловых трубопроводов. М., Недра, 1970, с. 111-112, 125.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ ЗАРЯДНО-РАЗРЯДНЫЙ КОМПЛЕКС ДЛЯ КОРАБЕЛЬНЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 2015 |
|
RU2595267C1 |
| АВТОНОМНАЯ СТАНЦИЯ ЭЛЕКТРОПИТАНИЯ | 2022 |
|
RU2841511C2 |
| Машина для конденсаторной сварки | 1979 |
|
SU872115A1 |
| Трубоукладчик | 1978 |
|
SU892098A1 |
| СИСТЕМА АВТОНОМНОГО ЭЛЕКТРОСНАБЖЕНИЯ С КОМБИНИРОВАННЫМ НАКОПИТЕЛЕМ ЭНЕРГИИ | 2019 |
|
RU2726735C1 |
| СИСТЕМА БЕСПЕРЕБОЙНОГО ПИТАНИЯ | 2022 |
|
RU2794276C1 |
| Конденсаторная сварочная машина с регулируемым импульсом сварочного тока | 1987 |
|
SU1445887A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Устройство для контактной сварки | 1974 |
|
SU618226A1 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
