(54) СПОСОБ ФУТЕРОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки футеровки | 1977 |
|
SU657223A1 |
| Способ футеровки тепловых агрегатов блоками | 1980 |
|
SU1042413A1 |
| СПОСОБ ФОРМИРОВАНИЯ ОБМУРОВКИ ТЕПЛОТЕХНИЧЕСКОГО АГРЕГАТА | 2007 |
|
RU2357169C1 |
| Устройство охлаждения доменнойпЕчи | 1979 |
|
SU831783A1 |
| Охлаждаемый свод электропечи | 1974 |
|
SU683318A1 |
| Колошниковая защита доменной печи | 1986 |
|
SU1382854A1 |
| Охлаждаемая футеровка металлургической печи | 1979 |
|
SU1086017A1 |
| ТЕПЛОВАЯ ИЗОЛЯЦИЯ ПОДОВЫХ ТРУБ | 2007 |
|
RU2345302C1 |
| Покрытие здания | 1989 |
|
SU1680897A1 |
| Футеровка зоны цепной завесы вращающейся печи | 1977 |
|
SU636457A1 |
1
Изобретение относится к футеровке реакционной зоны вельцпечи (для получения окиси цинка) и может быть использовано при футеровке вращающихся печей в промыщленности строительных материалов, огнеупорной промыщленности, в прокладочных печах для получения глинозема и коксовой засыпки и т. п.
Известен способ огнеупорной футеровки путем поочередного приклеивания отдельных блоков в рядах футеровки термореактивным клеем 1.
Недостатком этого крепления является то, что при нагреве футеровки клей прочно схватывается с корпусом печи, который имеет резко отличающийся коэффициент температурного расщирения (в 2-3 раза больший чем бетон), поэтому в футеровке возникают термические напряжения, .приводящие к преждевременному разрушению футеровки.
Известен способ футеровки огнеупорными больщеформатными готовыми изделиями, в частности монолитными блоками для футеровки вращающихся печей. Для крепления готовых изделий к кожуху печи в последнем предусмотрены крепежные детали, а в торцах изделий - пазы с углублениями, в которые входят болты с гайками и прижимными пластинами. При помощи этих приспособлений готовые изделия прижимаются к кожуху печи и закрепляются на нем, после чего углубления заполняют огнеупорной массой 2.
Недостатком футеровки является то, что крепление блоков к кожуху осуществляется за счет прижимных пластин, которые накладываются на бетонные выступы блока. При повыщении температуры прочность бетона, как правило, понижается и поэтому возможен отрыв (срез) выступов блоков под собственным весом, что приведет к выпадению блока, следовательно, нарушению футеровки и остановке теплового агрегата (печи). Кроме того, сложна сама конструкция крепления, так как скоба с пазом приварена к корпусу печи, гайка, свободно перемещающаяся в пазу, должна иметь приспособление, предотвращающее проворот ее относительно оси болта, болт специальный с головкой под внутренний торцевой ключ, прижимную пластину, подпружинивающее устройство. Устройство требует большой точности при сборке конструкции, особенно при соединении болта с гайкой. Известная конструкция не обеспечивает охлаждения футеровки, так как фигурное отверстие после окончания монтажа забивается огнеупорной массой. Для образования пазов в крупноформатных изделиях со сложной конструкцией требуется сложная опалубка для изготовления таких блоков.
Цель изобретения - упрощение монтажа футеровки и повышение надежности крепления блоков.
Указанная цель достигается тем, что по способу футеровки вращаюш,ейся печи путем укладки блоков на внутренней поверхности по образуюш,им печи приваривают коробчатые конструкции с Т-образными прорезями, соответствующими Т-образным креплениям закладных блока, затем блоки укладывают так, чтобь1 их крепления совместились с прорезями коробчатой конструкции, после чего производят сдвиг блока в направлении наклона печи на величину зацепления, вычисляемую по формуле
L dr, -Ь 2ot,r.tl,где L- величина зацепления, см;
dn/ - диаметр прутка Т-образного
крепления, см; коэффициент температурного
расширения бетона, 1/град; t - температура нагрева блока, °С; 1 - длина блока, см; -относительное температурное удлинение блока, см.
При этом блоки с Т-образным креплением укладывают в нечетные ряды и чередуют их с блоками без креплений, а замковый блок без Т-образного крепления укладывают четным в зазор между первым и последним установленными блоками кольца футеровки.
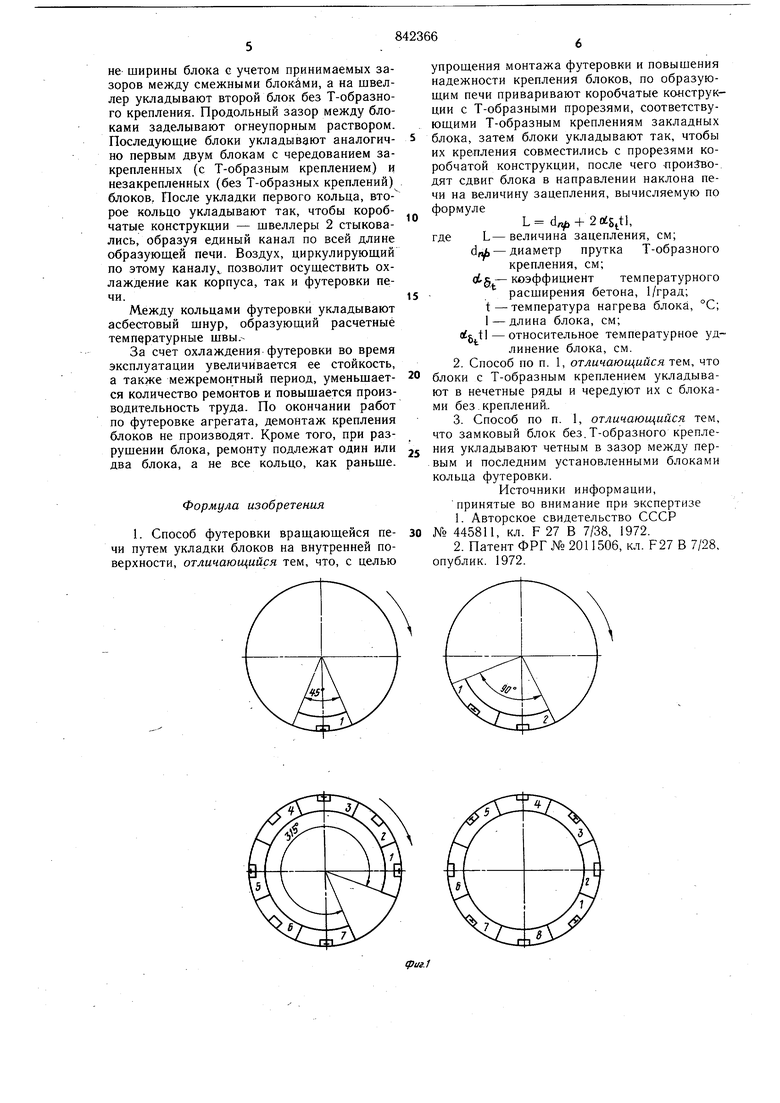
Внутренняя цилиндрическая поверхность вращающейся трубчатой печи разбивается условно по окружности на четыре, шесть, восемь и так далее частей в зависимости от диаметра печи и принятого для футеровки размера блока.
По образующей печи, на всю длину участка футеровки, приваривают коробчатую конструкцию, например щвеллер, стенкой вверх. На стенке швеллера имеются Т-образные прорези, в которые входят специальные Т-образные крепления, ввернутые в закладные блока, которые монтируют перпендикулярно плоскости образующей печи, после чего блок сдвигают в сторону наклона печи на определенную величину, определяемую расчетным путем и равную сумме диаметра прутка Т-образного крепления и удвоенного относительного температурного удлинения блока.
После установки первого блока производят поворот печи на угол, равный частному
от деления 360° на число блоков в кожухе футеровки печи. Параллельно первой коробчатой конструкции, на расстоянии, равном половине ширины блока, с учетом величины щвов между блоками, приваривают вторую коробчатую конструкцию аналогично первой и процесс монтажа повторяется. При этом во всех четных блоках Т-образное креп ление отсутствует, четные блоки удерживаются за счет распора между нечетными закрепленными блоками. Далее идет чередо° ванне блоков с Т-образным креплением и без него, т. е. все нечетные блоки выполнены с Т-образными креплениями, ввернутыми в закладные блоки, а нечетные блоки без крепления. Последний блок должен быть всегда четным, и его вводят в пространство, образуемое первым и последним нечетными блоками со стороны, т. е. параллельно плоскости образующей печи. Последний блок является замковым. После монтажа одного кольца футеровки печи аналогично произво0 дят монтаж последующих колец до полной футеровки всего участка или всей футеровки кожуха печи. Между кольцами прокладывают асбестовый щнур, обеспечивающий расчетный , температурный шов. Продольные
5 швы между блоками кольца заделывают огнеупорным раствором.
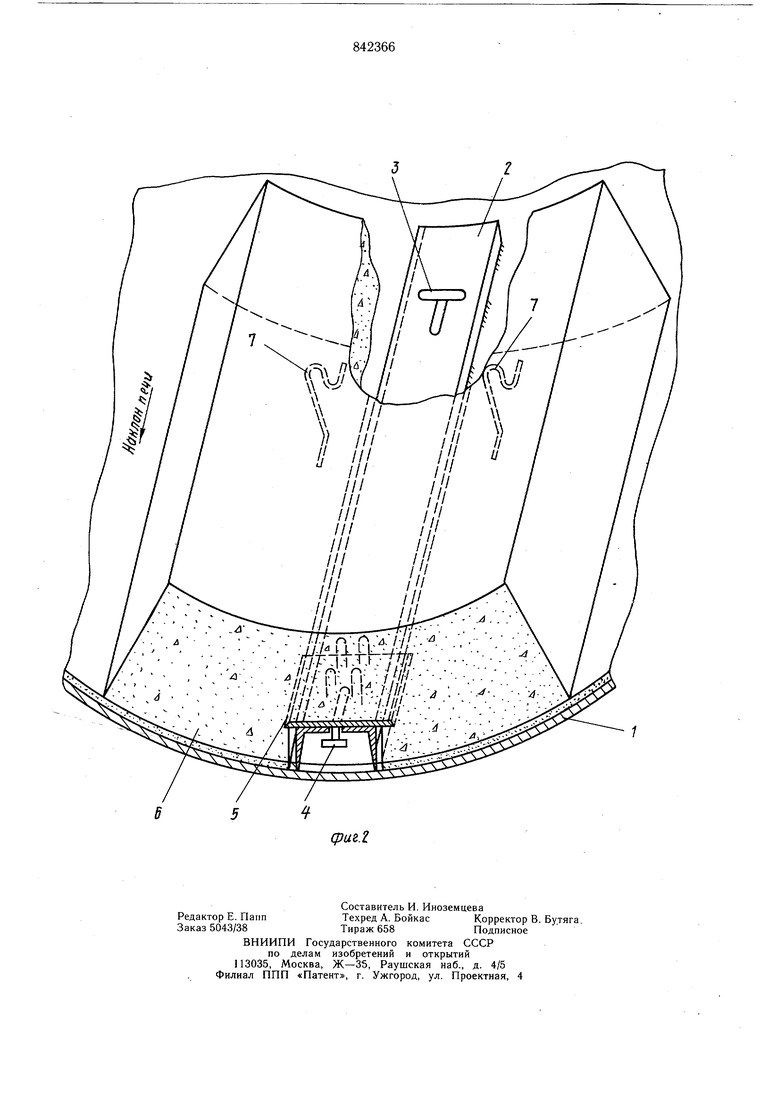
На фиг. 1 изображена последовательность монтажа блоков; на фиг: 2 - блок футеровки с закладными и Т-образными креплениями.
0 По образующей кожуха 1 печи (фиг. 2) на всю длину ее футеровки приваривают швеллер 2 с Т-образными прорезями 3. Расстояние между Т-образными прорезями на швеллере должны соответствовать расстояниям между Т-образными креплениями 4
закладной 5 блока 6 с монтажными петлями 7.
Способ футеровки заключается в следующем.
jj Блок 6 футеровки с Т-образными креплениями 4, которые вворачивают перед укладкой блока в печь, поднимают за монтажные петли 7 и транспортируют к месту укладки. Установив блок 6 над Т-образными прорезями в швеллере 2, блок опускают до прохода Т-образных креплений 4 в Т-образные прорези 3, после чего блок сдвигают в сторону наклона печи на величину, составляющую сумму размеров, равную диаметру прутка Т-образного крепления 4 и удвоенной величины относительного температурного удлинения блока. Т-образные прорези обеспечивают свободное прохождение Т-образного крепления 4. Повернув печь на угол, величина которого зависит от принятого количества блоков в кольце футеровки (при четырехблочном кольце 90°, при шестиблочном 60° и т. д.) по образующей печи параллельно приваривают швеллер последующего (второго) блока, на расстоянии, равном половине ширины блока с учетом принимаемых зазоров между смежными блоками, а на швеллер укладывают второй блок без Т-образного крепления. Продольный зазор между блоками заделывают огнеупорным раствором. Последуюш.ие блоки укладывают аналогично первым двум блокам с чередованием закрепленных (с Т-образным креплением) и незакрепленных (без Т-образных креплений) блоков, После укладки первого кольца, второе кольцо укладывают так, чтобы коробчатые конструкции - швеллеры 2 стыковались, образуя единый канал по всей длине образующей печи. Воздух, циркулирующий по этому каналу,, позволит осуществить охлаждение как корпуса, так и футеровки печи.
Между кольцами футеровки укладывают асбестовый шнур, образующий расчетные температурные швы.За счет охлаждения футеровки во время эксплуатации увеличивается ее стойкость, а также межремонтный период, уменьшается количество ремонтов и повышается производительность труда. По окончании работ по футеровке агрегата, демонтаж крепления блоков не производят. Кроме того, при разрушении блока, ремонту подлежат один или два блока, а не все кольцо, как раньше.
Формула изобретения
упрощения монтажа футеровки и повышения надежности крепления блоков, по образующим печи приваривают коробчатые конструкции с Т-образными прорезями, соответствующими Т-образным креплениям закладных блока, затем блоки укладывают так, чтобы их крепления совместились с прорезями коробчатой конструкции, после чего -прои водят сдвиг блока в направлении наклона печи на величину зацепления, вычисляемую по формуле
L , где L-величина зацепления, см;
dab - диаметр прутка Т-образного
крепления, см; otg - коэффициент температурного
расширения бетона, 1/град; t-температура нагрева блока, °С; 1 - длина блока, см; - относительное температурное удлинение блока, см.
Источники информации, принятые во внимание при экспертизе
