1
Изобретение относится к измерительной технике и может быть использовано для контроля плотности издел сложной формы.
Известно устройство дляультразвукового контроля дисков, содержащее вращательный стол, узел привода этого стола, ультразвуковой, генератор, и блок индикации 1.
Недостатком этого устройства является то, что при определении плотности изделия необходимо предварительно определять его толщину.
Наиболее близкое к изобретению по технической сущности устройство для автоматического неразрушающего контроля изделий содержит стол, установленный с возможностью вращения и поворота в двух взаимно перпендикулярных плоскостях для закрепления контролируемого изделия, и связанные с ним раму и шаговые приводы для вращения и поворота стола, источник и приемник излучения и блок автоматического управления 2
Недостатком этого устройства является низкая производительность контроля, обусловленная дополнительными опера.циями по определению толщины контролируемого изделия.
Цель изобретения - повышение производительности и качества контроля.
Указанная цель достигается за счет того, что устройство снабжено установленной на ргиле с возможностью поворота относительно оси вращения стола скобой с приводом, двумя измерительными блокг1ми для
o контроля толщины изделия, закрепленными на скобе по одной оси, параллельной продольной оси источника, встречно друг другу с рабочим зазором и блоком расчета плотности1 изделия,
5 электрически связанным с блоком автоматическогЪ управления, а источник и приемник закреплены на скобе и расположены соосно пс обе стороны рабочего зазора.
0
, Кроме того, каждый шаговый привод выполнен управляемым и связан с блоком автоматического управления, а измерительные блоки выполнены
5 контактными.
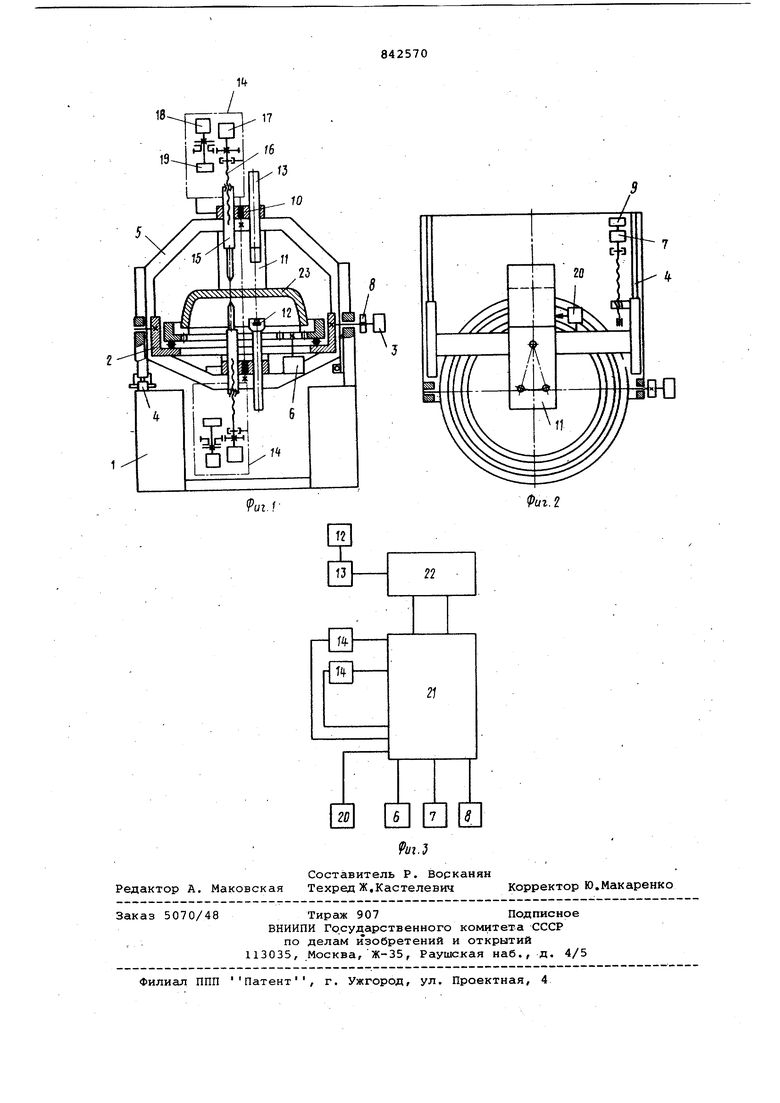
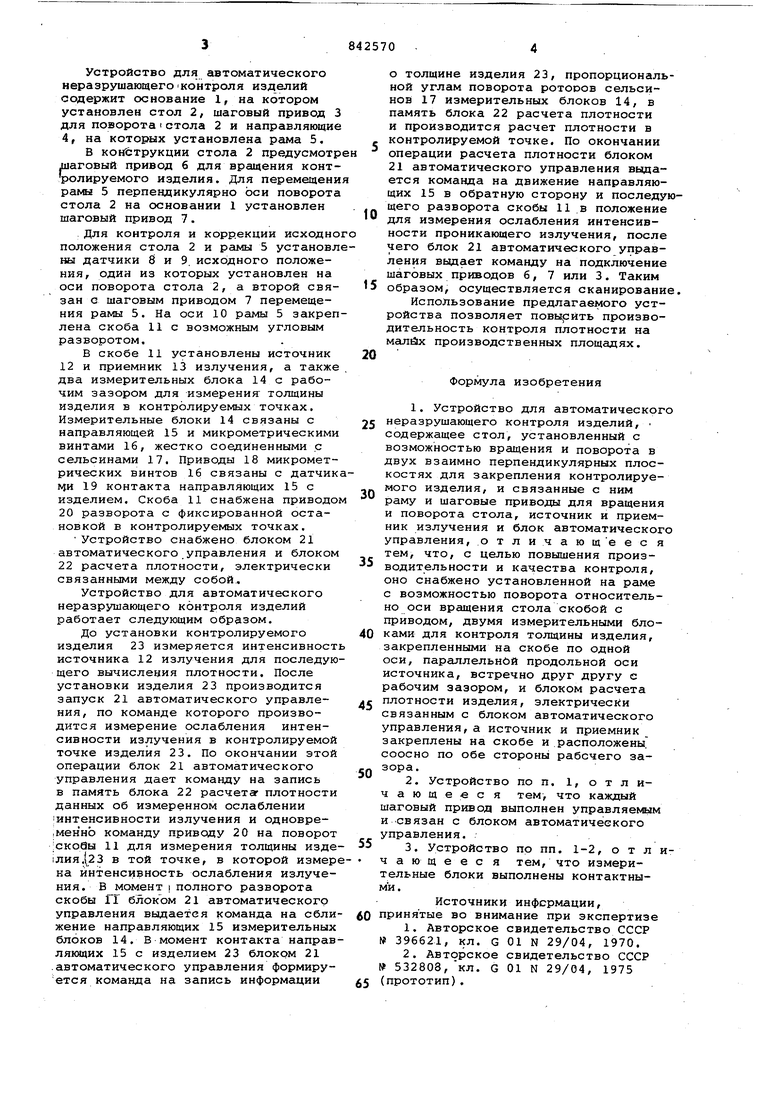
На фиг. 1 изображена конструктивная схема устройства; на фиг. 2 то же, вид сверху; на фиг. 3 электрическая структурная схема
0 устройства. Устройство для автоматического неразрушающегоКонтроля изделий содержит основание 1, на котором установлен стол 2, шаговый привод 3 для поворотаiстола 2 и направляющие 4, на которых установлена рама 5. В конструкции стола 2 предусмотр шаговый привод 6 для вращения контролируемого изделия. Для перемещени рамы 5 перпендикулярно оси поворота стола 2 на основании 1 установлен шаговый привод 7. . Для контроля и коррекции исходно положения стола 2 и рс1мы 5 установл ны датчики 8 и 9. исходного положения, один из которых установлен на оси поворота стола 2, а второй связан с шаговым приводом 7 перемещения рамы 5. На оси 10 рамы 5 закреп лена скоба 11 с возможным угловым разворотом. В скобе 11 установлены источник 12 и приемник 13 излучения, а также два измерительных блока 14 с рабочим зазором для измерения толщины изделия в контролируемых точках. Измерительные блоки 14 связаны с направляющей 15 и микрометрическими винтами 16, жестко соединенными с сельсинами 17, Приводы 18 микрометрических винтов 16 связаны с датчик ми 19 контакта направляющих 15 с изделием. Скоба 11 снабжена приводо 20 разворота с фиксированной остановкой в контролируемых точках. Устройство снабжено блоком 21 автоматического управления и блоком 22 расчета плотности, электрически связанными между собой. Устройство для автоматического неразрушающего контроля изделий работает следующим образом. До установки контролируемого изделия 23 измеряется интенсивност источника 12 излучения для последую щего вычисления плотности. После установки изделия 23 производится запуск 21 автоматического управления, по команде которого производится измерение ослабления интенсивности излучения в контролируемой точке изделия 23. По окончании этой операции блок 21 автоматического управления дает команду на запись в память блока 22 расчетаг плотности данных об измеренном ослаблении интенсивности излучения и одновре,менно команду приводу 20 на поворот ;скоаы 11 для Измерения толщины изде IЛИЯ,(23 в той точке, в которой измер на интенсивность ослабления излучения. В момент I полного разворота скобы ГГ блоком 21 автоматического управления выдается команда на сбли жение направляющих 15 измерительных блоков 14. В момент контакта направ ляющих 15 с изделием 23 блоком 21 .автоматического управления формиру ется команда на запись информации о толщине изделия 23, пропорциональной углам поворота роторов сельсинов 17 измерительных блоков 14, в память блока 22 расчета плотности и производится расчет плотности в контролируемой точке. По окончании операции расчета плотности блоком 21 автоматического управления выдается команда на движение направляющих 15 в обратную сторону и последующего разворота скобы 11 .в положение для измерения ослабления интенсивности проникающего излучения, после чего блок 21 автоматического управления выдает команду на подключение шаговых приводов 6, 7 или 3. Таким образом, осуществляется сканирование. Использование предлагаемого устройства позволяет повырить производительность контроля плотности на малйх производственных площадях. Формула изобретения 1.Устройство для автоматического неразрушающего контроля изделий, содержащее стол, установленный с возможностью вращения и поворота в двух взаимно перпендикулярных плоскостях для закрепления контролируемого изделия, и связанные с ним раму и шаговые приводы для вращения и поворота стола, источник и приемник излучения и блок автоматического управления, отличающеес я тем, что, с целью повышения производительности и качества контроля, оно снабжено установленной на раме с возможностью поворота относительно оси вращения стола скобой с приводом, двумя измерительными блоками для контроля толщины изделия, закрепленными на скобе по одной оси, параллельной продольной оси источника, встречно друг другу с рабочим зазором, и блоком расчета плотности изделия, злектрически связанным с блоком автоматического управления,а источник и приемник закреплены на скобе и расположены соосно по обе стороны рабочего зазора. 2.Устройство по п. 1, отличающееся тем, что каждый шаговый привод выполнен управляемым и связан с блоком автоматического управления. 3.Устройство по пп. 1-2, о т л ичающеес я тем, что измерительные блоки выполнены контактныи. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР № 396621, кл. G 01 N 29/04, 1970. 2.Авторское свидетельство СССР № 532803, кл. G 01 N 29/04, 1975 (прототип).
5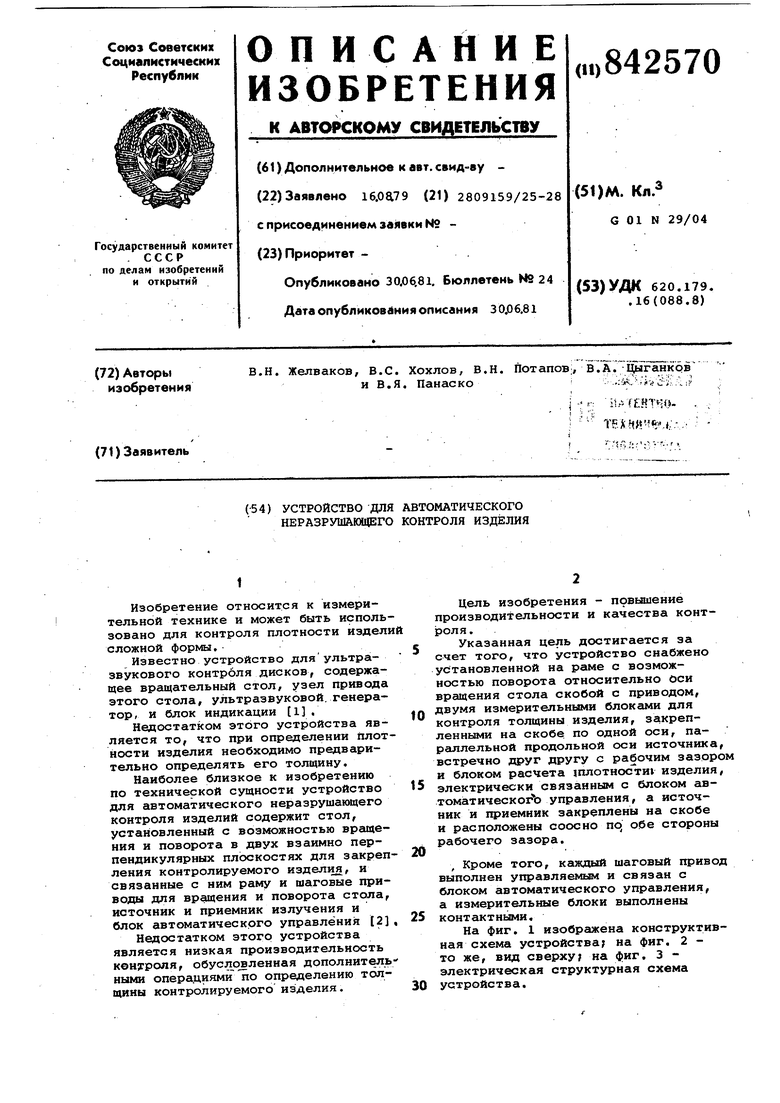
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| Установка для контроля альфа-загрязненности тепловыделяющих элементов | 2018 |
|
RU2696001C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОБРАБОТКИ И ПЕРЕДАЧИ СИГНАЛОВ ОПТИЧЕСКИМ ПРОМЫШЛЕННЫМ ГАЗОАНАЛИЗАТОРОМ В УСТАНОВКУ ПОЖАРНОЙ СИГНАЛИЗАЦИИ ОПАСНОГО ПРОМЫШЛЕННОГО ОБЪЕКТА И КОМПЛЕКС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2509368C1 |
| Способ контроля длин составных частей топливного столба тепловыделяющих элементов и установка для его осуществления | 2022 |
|
RU2787013C1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ БАЛАНСИРОВОЧНЫЙ СТАНОК | 2012 |
|
RU2515102C1 |
| НАПОЛЬНАЯ КАМЕРА УСТРОЙСТВА ДЛЯ ТЕПЛОВОГО КОНТРОЛЯ ХОДОВЫХ ЧАСТЕЙ РЕЛЬСОВОГО ПОДВИЖНОГО СОСТАВА | 2008 |
|
RU2374112C1 |
| КОМПЬЮТЕРНЫЙ ТОМОГРАФ | 1995 |
|
RU2103920C1 |
| РАДИАЦИОННАЯ СТЕРЕОТЕЛЕВИЗИОННАЯ УСТАНОВКА | 1969 |
|
SU251236A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |