приводит к дополнительным температурным погрешностям в обработке.
Расположенные за поворотным столом механизмы перемотки и натяга электрода-проволоки вносят дополнительные сложности в работу оператора и снижают точность и Чистоту обработки, так как согласование положения катушек механизмов натяга и перемотки электрода-проволоки и направляющей скобы электрода-проволоки проводится оператором вручную в зависимости от их взаимного расположения.
Целью изобретения является расширение технологических возможностей за счет обеспечения автоматического цикла обработки по четырем координатам при одновременной работе по двуц любым из них и повышение точности обработки.
Сущность изобретения заключается в том, что ось. вращения планшайбы стола расположена горизонтально с возможностью углового перемещения в вертикальной плоскости, причем планшайба стола жестко связана с обрабатываемой деталью, снабжена программируемыми электрическими связями с продольной и поперечной каретками, а механизг1ы натяга и перемотки электрода-проволоки жестко связаны с поперечной кареткой, на которой установлена направляющая скоба, обладающая возможностью поворота на угол Jf/1 d- 7/ О вокруг горизонтальной оси, кроме того, индуктивный стол и каретки с размещенными на них механизмами расположены вне ванны, неподвижно закрепленной на станине станка.
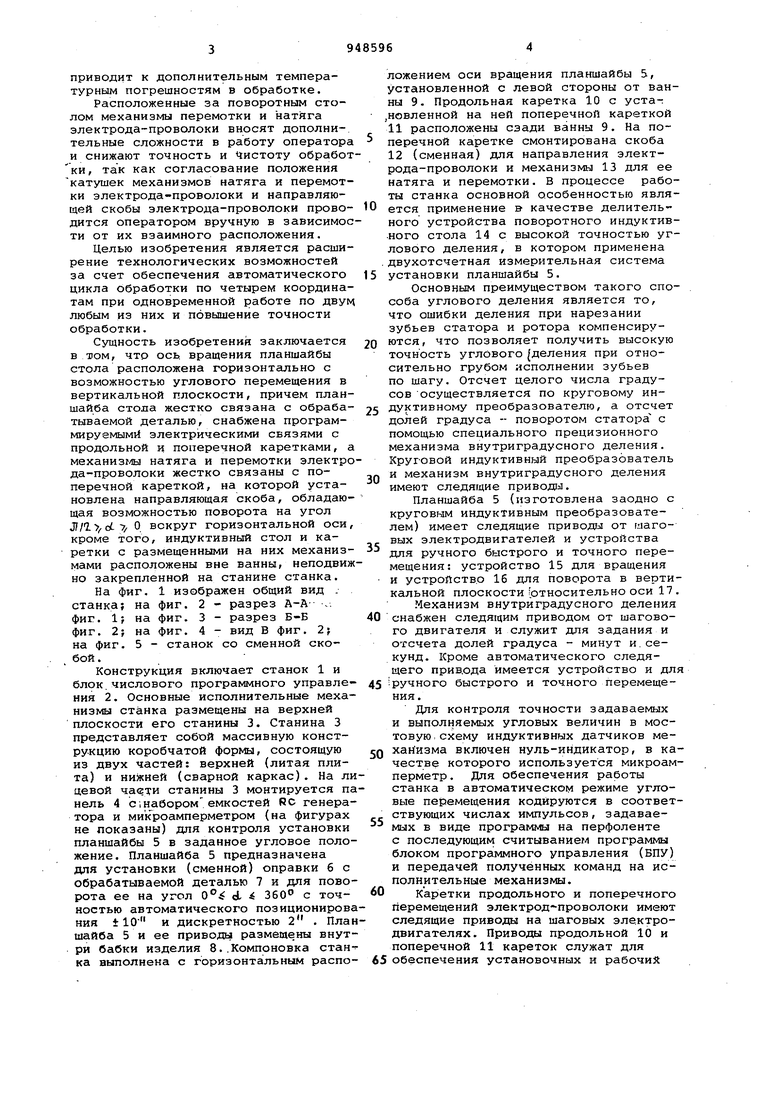
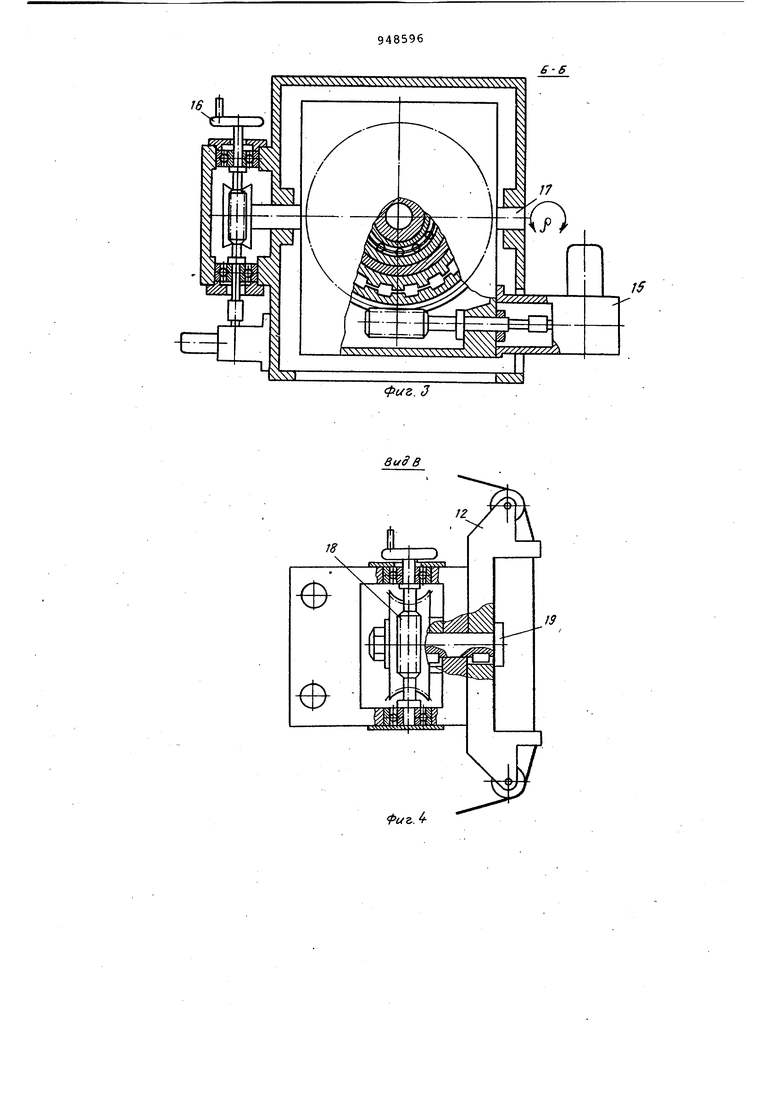
На фиг. 1 изображен общий вид . станка; на фиг. 2 - разрез А-А- .. фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4 - вид В фиг. 2; на фиг. 5 - станок со сменной скобой .
Конструкция включает станок 1 и блок, числового программного управления 2, Основные исполнительные механизмы станка размещены на верхней плоскости его станины 3. Станина 3 представляет собой массивную конструкцию коробчатой формы, состоящую из двух частей: верхней (литая плита) и нижней (сварной каркас). На лицевой части станины 3 монтируется панель 4 с;наборомемкостей RC генератора и микроамперметром (на фигурах не показаны) для контроля установки планшайбы 5 в заданное угловое положение. Планшайба 5 предназначена для установки (сменной) оправки б с обрабатываемой деталью 7 и для поворота ее на угол О «i, i 360 с точностью автоматического позиционирования 110 и дискретностью 2 . Планшайба 5 и ее приводы размещены внутри бабки изделия 8. .Компоновка станка выполнена с горизонтальным расположением оси вращения планшайбы 5, установленной с левой стороны от ванны 9. Продольная каретка 10 с уста ,новленной на ней поперечной кареткой
11расположены сзади ванны 9. На поперечной каретке смонтирована скоба
12(сменная) для направления злектрода-проволоки и механизмы 13 для ее натяга и перемотки. В процессе работы станка основной особенностью является применение В качестве делительного устройства поворотного индуктивного стола 14 с высокой точностью углового деления, в котором применена .двухотсчетная измерительная система
5 установки планшайбы 5.
Основным преимуществом такого способа углового деления является то, что ошибки деления при нарезании зубьев статора и ротора компенсируются, что позволяет получить высокую точность углового деления при относительно грубом исполнении зубьев по шагу. Отсчет целого числа градусов осуществляется по круговому индуктивному преобразователю, а отсчет долей градуса -- поворотом статора с помощью специального прецизионного механизма внутриградусного деления. Круговой индуктивный преобразователь
Q и механизм внутриградусного деления имеют следящие приводы.
Планшайба 5 (изготовлена заодно с круговым индуктивным преобразователем) имеет следящие приводы от шаговых электродвигателей и устройства для ручного быстрого и точного перемещения: устройство 15 для вращения и устройств.о 16 для поворота в вертикальной плоскости относительно оси 17 . Механизм внутриградусного деления
0 снабжен следящим приводом от шагового двигателя и служит для задания и отсчета долей градуса - минут и.секунд. Кроме автоматического следящего прив.ода имеется устройство и для
5 -ручного быстрого и точного перемещения.
Для контроля точности задаваемых и выполняемых угловых величин в мостовую, схему индуктивных датчиков ме0 хаЯизма включен нуль-индикатор, в качестве которого используется микроамперметр . Для обеспечения работы станка в автоматическом режиме угловые пе земещения кодируются в соответствующих числах импульсов, задаваемых в виде программы на перфоленте с последующим считыванием программы блоком программного управления (БПУ) и передачей полученных команд на исполнительные механизмы.
0 Каретки продольного и поперечного перемещений электрод-проволоки имеют следящие приводы на шаговых электродвигателях. Приводы продольной 10 и поперечной 11 кареток служат для
5 обеспечения установочных и рабочих перемещений электрода-проволоки по двум взаимно перпендикулярным координатам. По своим кинематическим характеристикам приводы идентичны. Воз вратно-поступательные прямолинейные перемещения каждой из кареток осуществляготся через червячные пары и пары винт-гайка. Поперечная каретка 11- предназначена для крепления и пря молинейного перемещения скобы 12 и механизмов натяга и перемотки 13. Механизмы 13 (натяга и перемотки электрода-проволоки) предназ начены для подачи и обновления электродапроволоки в зоне обработки. Скоба 12 крепится к поперечной каретке 11 ерез кронштейн и имеет возможность с помощью механизма 18 поворота вЬкруг своей горизонтальной оси 19 на угол . О с жесткой фиксацией в любом из указанных положений, что в совокупности с возможностью углового перемещения планшайбы в вертикальной плоскости значительно расширяет технологические воз можности станка. Размещение механизмов 13 натяга и перемотки электродапроволоки на поперечной каретке совместно с направляющей скобой 12 обес печило постоянство натяга электродапроволоки независимо от величины перемещения каретки относительно обрабатываемой детали. Продольная и поперечная каретки станка обеспечивают его работу по координатам X и Y, а поворотный индуктивный стол 14 обеспечивает работ по координатам 2 и р . Для этого в посадочное конусное отверстие бабки изделия 8 устанавливается оправка 6 для закрепления цилиндрических деталей 7 или к вертикальной плоскости {в пазы) планшайбы крепится оправка столик 20 для установки плоских дета лей. Внутри станины 3 размещаются трубопроводы и насосная станция, слу жащая для подачи технологической жид кости в ванну. Ванна 9 жестко закреплена на верхней плоскости станины. Такое расположение ванны обеспечивает полное исключение вредного воздействия технологической жидкости на механизмы станка. Станок обеспечивает изготовление деталей в полярной и декартовой системах, а также изготовление по четырем координатам при одновременной работе по двум любым из них. Имеется возможность углового перемещения планшайбы в вертикальной плоскости при одновременном ее вращении. Формула изобретения Электроэрозионный вырезной станок с числовым программным управлением для обработки сложных профилей электродом-проволокой, перематываемым на направляющей скобе с помощью механизмов перемотки и натяга и перемещаемым по двум координатам в рабочем пространстве ванны каретками продольной и поперечной подачи, оснащенный поворотным столом с планшайбой для установки деталей, о т л и ч а ющ и и с я тем, что, с целью расширения технологических возможностей за счет обеспечения цикла обработки по четырем координатам при одновременной работе по двум любым из них, ось вращения планшайбы расположена горизонтально с возможностью углового перемещения в вертикальной плоскости, плангшайба электрически связана с продольной и поперечной каретками, а стол и каретки с размещенными на них механизмами расположены вне ванны, неподвижно закрепленной на станине станка. Источники информации, принятые во внимание,при экспертизе 1. Проспект станка мод. МЭ78, ВДНХ, УД1С 621.9.048.4.06, Изд. НИИМАШ, 1977.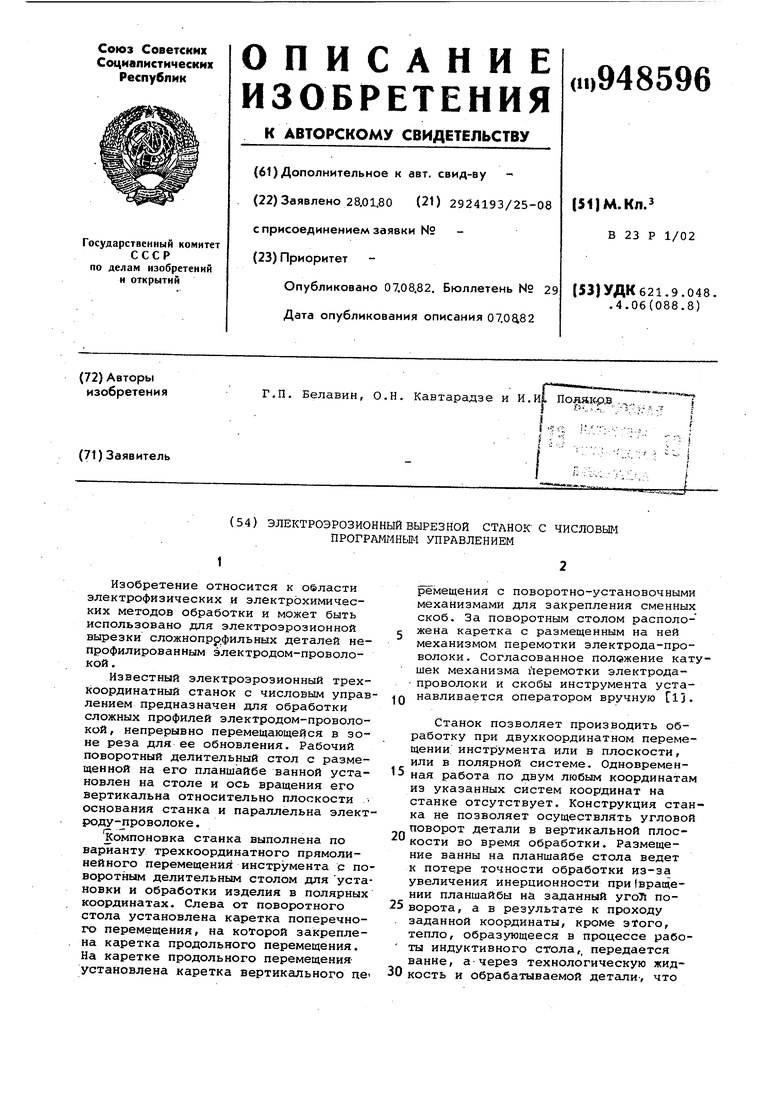
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Электроэрозионный вырезной станок для обработки по копиру сложных профилей электродом-проволокой | 1966 |
|
SU219716A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Станок для электроэрозионного вырезания проволочным электродом сложноконтурных объемных деталей | 1985 |
|
SU1268329A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1970 |
|
SU278911A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| Способ электроэрозионного изго-ТОВлЕНия пАзОВ | 1979 |
|
SU829387A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
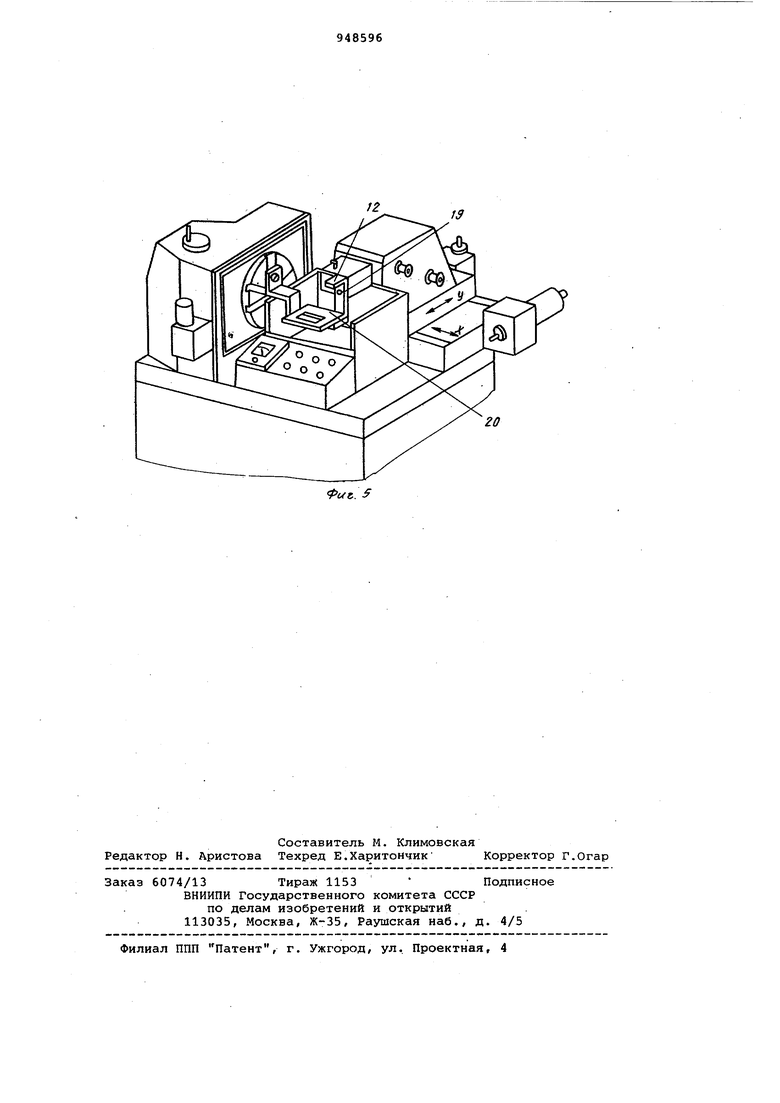
Фиг.. 5
19
го
